TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024084202
公報種別
公開特許公報(A)
公開日
2024-06-25
出願番号
2022198342
出願日
2022-12-13
発明の名称
ドリル
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23B
51/06 20060101AFI20240618BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は汎用の工作機械を用いて、通常の穴加工条件でも冷却剤をドリル先端の切れ刃まで到達させることができるドリルを提供することを課題とする。
【解決手段】
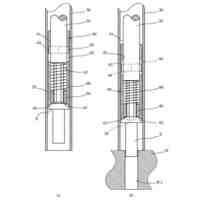
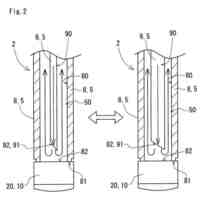
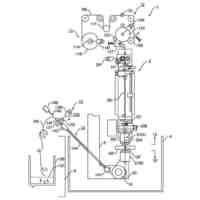
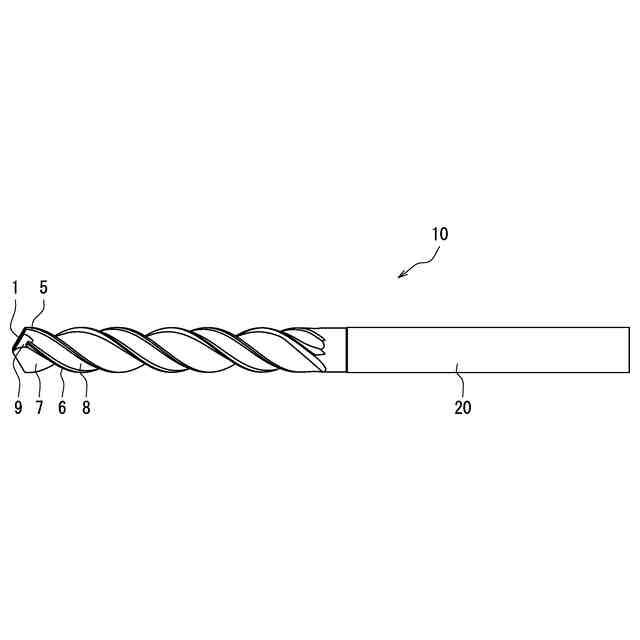
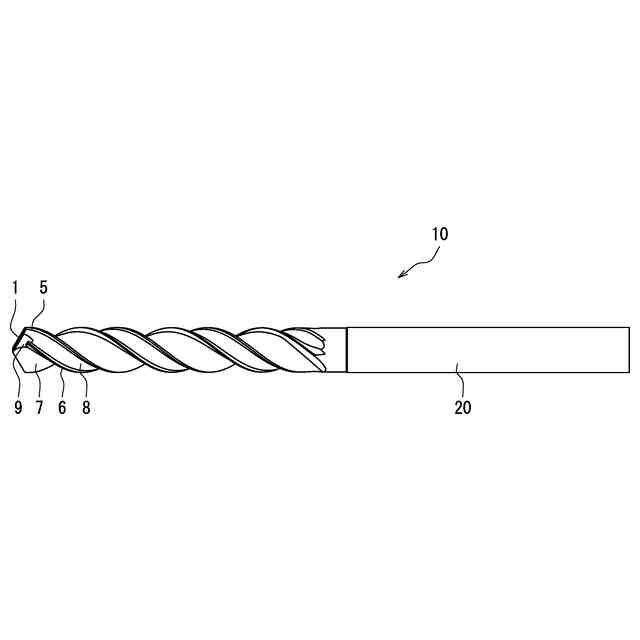
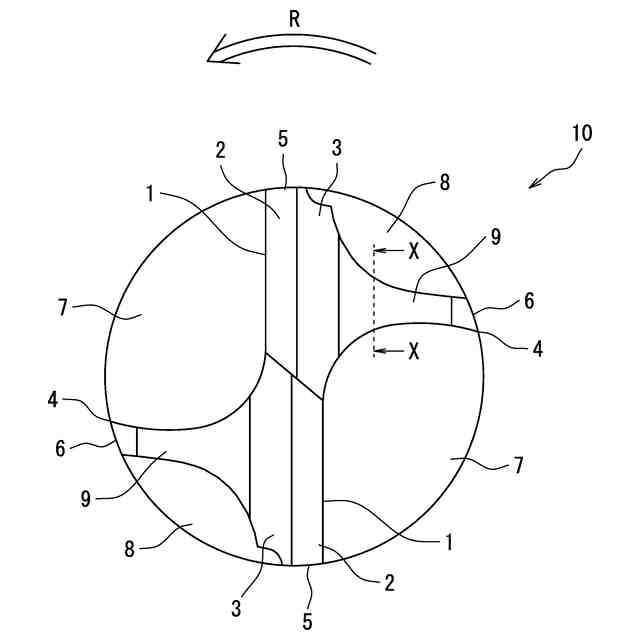
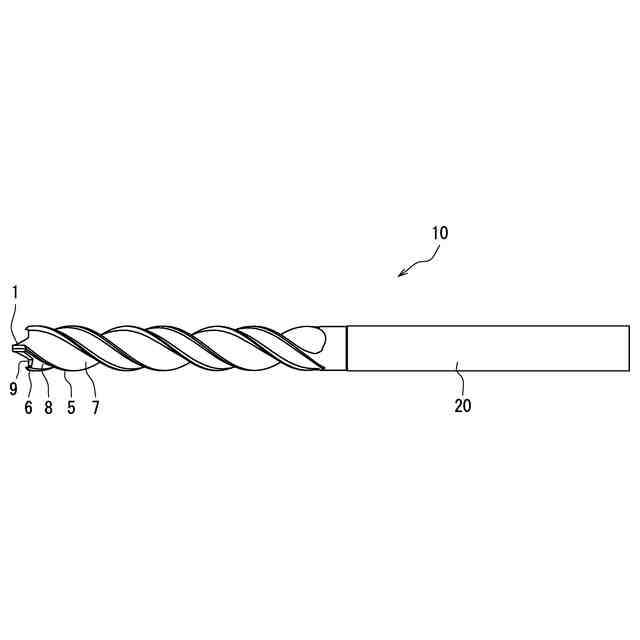
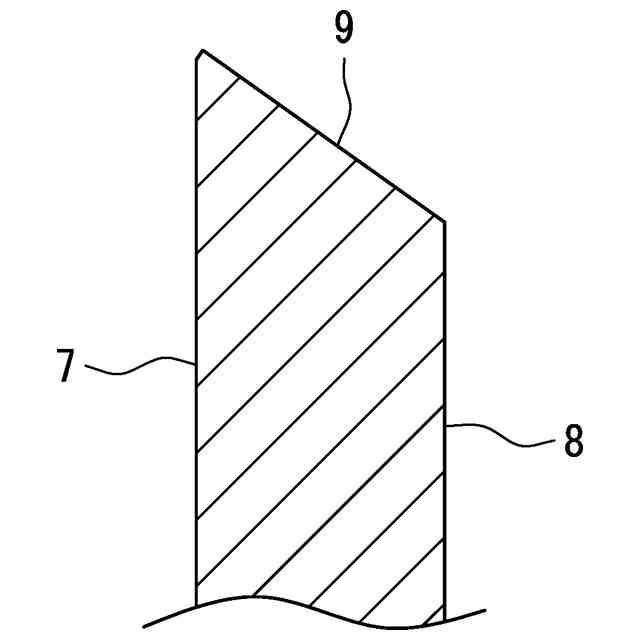
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃1,1と、切れ刃1,1に連続して形成されている逃げ面2,2と、逃げ面2,2の外方側に連続して形成されるマージン5,5と、切れ刃1,1に隣接して形成される主溝7,7と、を有するドリル10において、マージン5,5の後方側には主溝7,7と平行になる様に形成された副溝8,8と、主溝7,7の一端および副溝8,8の一端を接続する連通部9と、をさらに設ける。また、連通部9は副溝8側から主溝7側に向かって傾斜した勾配を有することもできる。
【選択図】図1
特許請求の範囲
【請求項1】
少なくとも、中心軸から外方へ向かって施された二以上の切れ刃と、前記切れ刃に連続して形成されている逃げ面と、前記逃げ面の外方側に連続して形成されるマージンと、前記切れ刃に隣接して形成される主溝と、を有するドリルであり、前記マージンの後方側には前記主溝と平行になる様に形成された副溝と、前記主溝の一端および前記副溝の一端を接続する連通部と、がさらに設けられていることを特徴とするドリル。
続きを表示(約 72 文字)
【請求項2】
前記連通部は、前記副溝側から前記主溝側に向かって傾斜した勾配を有していることを特徴とする請求項1に記載のドリル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外周部分に冷却剤(クーラント)を流すための副溝を設けたドリルに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、ドリルを用いた穴加工を行う際に被削材を冷却するために、工作機械からドリルおよび被削材に対して冷却剤を当てる、いわゆる外部給油方式による穴加工が行われてきた。また、特許文献1に開示されているようにドリルの外周部分に冷却剤が通過できる溝を設けて、工作機械から外部給油された冷却剤を効率的にドリル先端に送ることもできる。
【0003】
さらに、外部給油方式に替わり、特許文献2に開示されているような工作機械から送る冷却剤をドリルの末端から先端まで圧送し、切れ刃付近から冷却剤を噴射する油孔付ドリルを用いることで、穴加工時における被削材を冷却することもできる。
【先行技術文献】
【特許文献】
【0004】
実公昭61―028654号公報
特開2020-104253号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1で開示されたドリルは冷却剤がシャンク側から切れ刃部分まで到達させるためには、通常の穴加工条件に比べて十分な量の冷却剤が必要であり、穴加工条件についてもドリルの回転数や送り速度なども小さくする必要があった。
【0006】
また、特許文献2に開示されたドリルは、ドリル内部へ冷却剤を圧送できる機構を有する工作機械、いわゆる内部給油機構を備えた工作機械による使用に限定されており、加えて内部給油機構の持つドリル(油孔付ドリル)は汎用のドリルよりもコスト増の一因になっていた。
【0007】
そこで、本発明は汎用の工作機械を用いて、通常の穴加工条件でも冷却剤をドリル先端の切れ刃まで到達させることができるドリルを提供することを課題とする。
【課題を解決するための手段】
【0008】
前述した課題を解決するために、本発明のドリルは、少なくとも、中心軸から外方へ向かって施された二以上の切れ刃と、これらの切れ刃に連続して形成されている逃げ面と、逃げ面の外方側に連続して形成されるマージンと、切れ刃に隣接して形成される主溝と、を有するドリルにおいて、マージンの後方側には主溝と平行になる様に主溝と同数の副溝を形成した上で、主溝の一端と副溝の一端を接続する。主溝と副溝を接続する連通部は、副溝側から主溝側に向かって傾斜した勾配を設けることもできる。
【発明の効果】
【0009】
本発明のドリルは、後方側の逃げ面(第2逃げ面)に主溝の一端と副溝の一端を接続する連通部を設けたので、汎用の工作機械を用いて通常の穴加工条件のままで冷却剤をドリル先端の切れ刃まで到達させることができる効果を奏する。
【図面の簡単な説明】
【0010】
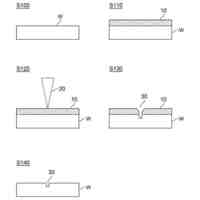
本発明のドリル10の正面図である。
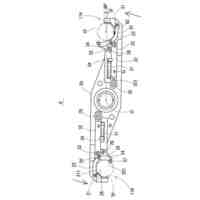
図1に示すドリル10の左側面図である。
図1に示すドリル10の平面図である。
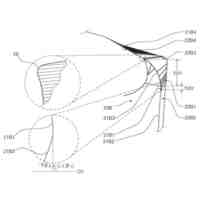
図2に示す連通部9のX-X線断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
1か月前
個人
低周波振動発生出力方法
2か月前
日東精工株式会社
ねじ締め機
2か月前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
5か月前
個人
パワーデバイスの接合方法
4か月前
日東精工株式会社
ねじ締め装置
4か月前
日東精工株式会社
着座確認装置
3か月前
アズビル株式会社
溶接方法
3か月前
ウエダ産業株式会社
カッター装置
3か月前
株式会社FUJI
工作機械
2か月前
株式会社コスメック
クランプ装置
4か月前
日東精工株式会社
チャックユニット
1か月前
株式会社不二越
ドリル
4日前
株式会社コスメック
着脱装置
2か月前
株式会社不二越
ドリル
3か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
日進工具株式会社
被覆切削工具
1か月前
津田駒工業株式会社
回転テーブル装置
4か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ニフコプラント株式会社
ろ過装置
5か月前
国立大学法人 東京大学
加工方法
24日前
株式会社不二越
管用タップ
3か月前
個人
クーラント装置
3か月前
株式会社小島半田製造所
はんだ線
3か月前
株式会社不二越
複合加工機
5か月前
一文機工株式会社
スタッド溶接用プラグ
5か月前
株式会社不二越
エンドミル
4か月前
株式会社不二越
管用タップ
2か月前
ビアメカニクス株式会社
レーザ加工装置
18日前
株式会社ソディック
ワイヤ放電加工装置
1か月前
株式会社FUJI
工具交換アーム
5か月前
ダイハツ工業株式会社
位置検出装置
3か月前
株式会社不二越
歯車加工装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ