TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024045919
公報種別
公開特許公報(A)
公開日
2024-04-03
出願番号
2022151015
出願日
2022-09-22
発明の名称
工作機械
出願人
株式会社FUJI
代理人
個人
主分類
B23Q
11/00 20060101AFI20240327BHJP(工作機械;他に分類されない金属加工)
要約
【課題】作業者による回収ボックスの確認作業を不要にした工作機械を提供すること。
【解決手段】ワークに対する切削加工を実行するための加工装置と、前記加工装置のワークに対する切削加工により発生する切屑を機外へと送り出す排出装置と、前記加工装置および前記排出装置の駆動を制御する制御装置と、を有し、前記制御装置は、前記加工装置の所定のモータに関して負荷情報と基準時間とによって特定した切屑体積を切屑用基準データとして備え、ワーク加工時に使用される前記モータの実際の負荷情報および加工時間に従い前記切屑用基準データから切屑体積を算出し、その切屑体積を積算することにより前記排出装置の排出口に置かれた回収ボックス内に集められる切屑の合計体積を算出する工作機械。
【選択図】図5
特許請求の範囲
【請求項1】
ワークに対する切削加工を実行するための加工装置と、
前記加工装置のワークに対する切削加工により発生する切屑を機外へと送り出す排出装置と、
前記加工装置および前記排出装置の駆動を制御する制御装置と、を有し、
前記制御装置は、前記加工装置の所定のモータに関して負荷情報と基準時間とによって特定した切屑体積を切屑用基準データとして備え、ワーク加工時に使用される前記モータの実際の負荷情報および加工時間に従い前記切屑用基準データから切屑体積を算出し、その切屑体積を積算することにより前記排出装置の排出口に置かれた回収ボックス内に集められる切屑の合計体積を算出する工作機械。
続きを表示(約 680 文字)
【請求項2】
前記負荷情報は、前記モータに供給される電流を測定して得られる負荷電流値である請求項1に記載の工作機械。
【請求項3】
前記切屑用基準データは、前記モータに関して負荷情報を一定範囲に区切ってレベル分けし、各レベル範囲において前記基準時間の加工で発生する切屑のおおよその体積を示したものである請求項1に記載の工作機械。
【請求項4】
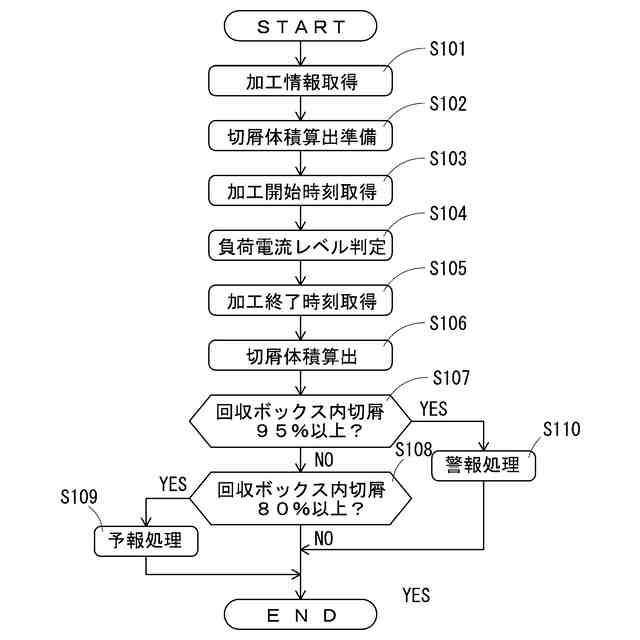
前記制御装置は、前記合計体積が前記回収ボックの容積に対応して設定された限界割合に達したところで、作業者に対する所定の報知を行う警報処理を実行する請求項1乃至請求項3のいずれかに記載の工作機械。
【請求項5】
前記制御装置は、前記合計体積が前記回収ボックの容積に対して前記限界割合以で設定された準備割合に達したところで、作業者に対する所定の報知を行う予報処理を実行する請求項4に記載の工作機械。
【請求項6】
前記加工装置は、把持したワークに回転を与えるためのスピンドルモータを備えた主軸装置と、回転工具に回転を与えるための工具用モータを備えた工具側装置であり、
前記制御装置は、前記スピンドルモータおよび前記工具用モータに関して前記切屑用基準データを備え、ワーク加工時に使用される前記スピンドルモータまたは前記工具用モータの実際の負荷情報および加工時間に従い前記切屑用基準データから切屑体積を算出し、その切屑体積を積算することにより前記排出装置の排出口に置かれた回収ボックス内の切屑の合計体積を算出する請求項1に記載の工作機械。
発明の詳細な説明
【技術分野】
【0001】
本発明は、作業者による回収ボックスの確認作業を不要にした工作機械に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
工作機械ではワークに対する切削加工によって切屑が発生するため、クーラントで洗い流した後にチップコンベアなどによって回収が行われる。そうした切屑は回収ボックスに集められ、一定量に達したところで溢れる前に空の回収ボックスとの交換が行われる。しかし、そのタイミングを目視で何度も確認するのは作業者にとって煩わしくミスも生じやすい。すなわち、作業者が行う回収ボックス内の切屑を確認する作業は無駄な手間であり、その一方で作業者が切屑の確認を怠ってしまうと、切屑が容器から溢れたり、切屑が落ち切らずにチップコンベアに巻き付いてしまうなどの問題が生じる。
【0003】
この点、下記特許文献1には作業者が適切なタイミングで切屑を除去することを支援する数値制御装置が記載されている。その数値制御装置は、工作機械において工具がワークを切削する際の切屑の堆積量を推測するものである。ワークの切削加工が行われる際、切削に対応する負荷が主軸に加わるため、主軸モータは比較的大きな出力を発生し、電流値が比較的大きくなる。そして、その電流値に応じてワークに対する切削加工が行われていることから、切屑が発生しているか否かの判断および切屑の堆積量が推定できる。
【先行技術文献】
【特許文献】
【0004】
国際公開WO2019/123593号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、前記従来技術は、工作機械がワークを切削する際の加工条件や切屑の形状を特定する加工モードを基に切屑の体積量を算出するものであるが、その条件などが複雑であり実現が困難である。加工条件は、ワークの形状や材質、工具の形状や材質、工具がワークを切削する際の切込量等々であり、加工モードは、ワークが円柱か円柱以外の柱であるかなどである。そのため、回収ボックスが溜められた切屑によって交換が必要な時期であることを、より簡単に確認できるようにすることが望まれる。
【0006】
そこで、本発明は、かかる課題を解決すべく、作業者による回収ボックスの確認作業を不要にした工作機械を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る工作機械は、ワークに対する切削加工を実行するための加工装置と、前記加工装置のワークに対する切削加工により発生する切屑を機外へと送り出す排出装置と、前記加工装置および前記排出装置の駆動を制御する制御装置と、を有し、前記制御装置は、前記加工装置の所定のモータに関して負荷情報と基準時間とによって特定した切屑体積を切屑用基準データとして備え、ワーク加工時に使用される前記モータの実際の負荷情報および加工時間に従い前記切屑用基準データから切屑体積を算出し、その切屑体積を積算することにより前記排出装置の排出口に置かれた回収ボックス内に集められる切屑の合計体積を算出するものである。
【発明の効果】
【0008】
前記構成によれば、加工装置によってワークに対する切削加工が実行され、その切削加工によって発生した切屑を排出装置機が外へと送り出すことにより、排出口に置かれた回収ボックス内に切屑が集められる。その際、制御装置では、ワーク加工時に使用されるモータの実際の負荷情報および加工時間に従い切屑用基準データから切屑体積を算出し、その切屑体積を積算することにより前記排出装置の排出口に置かれた回収ボックス内に集められる切屑の合計体積を算出するので、その値が一定量に達したところで報知させるようにすれば、作業者による回収ボックスの確認作業が不要になる。
【図面の簡単な説明】
【0009】
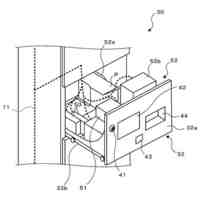
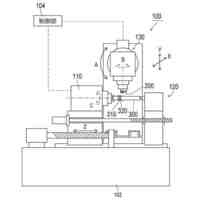
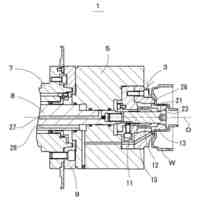
工作機械の一実施形態について主要な内部構造を示した斜視図である。
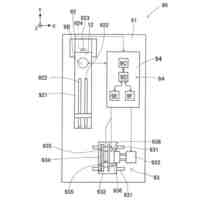
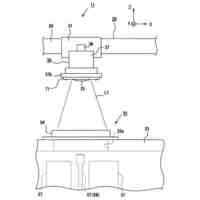
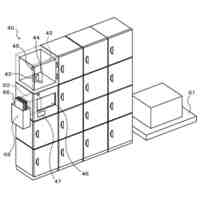
工作機械の一実施形態を示した全体の外観斜視図である。
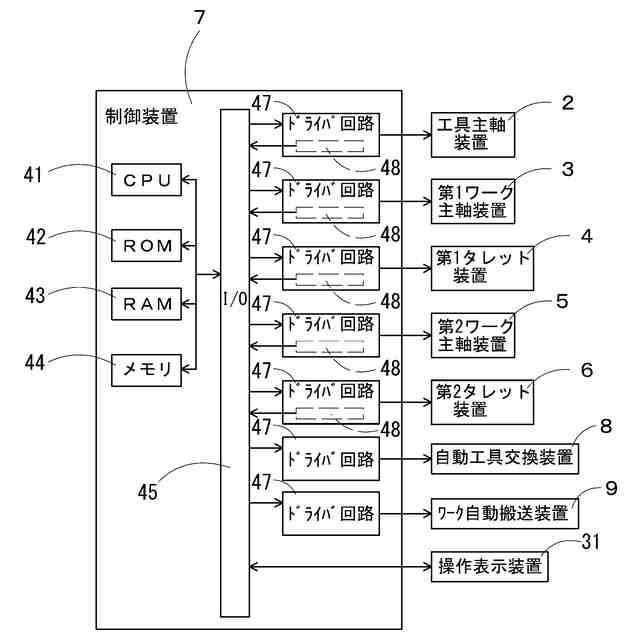
工作機械を制御する制御システムを示したブロック図である。
切屑用基準データのイメージ図である。
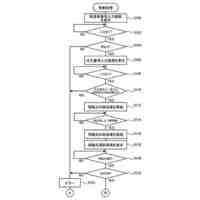
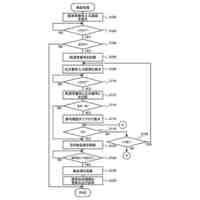
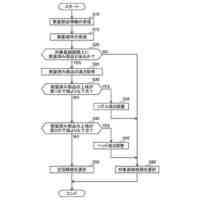
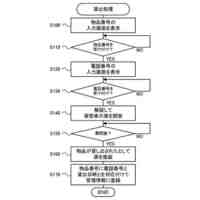
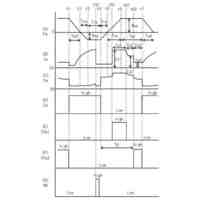
切屑情報報知プログラムの処理工程を示したフローチャート図である。
【発明を実施するための形態】
【0010】
本発明に係る工作機械の一実施形態について、図面を参照しながら以下に説明する。図1は、本実施形態の工作機械について主要な内部構造を示した斜視図である。この工作機械1は、加工装置を有することによりNC旋盤とマシニングセンタの両方の機能を持つようにした複合加工機である。その加工装置は、ワークWを把持する第1ワーク主軸装置3および第2ワーク主軸装置5、複数の工具Tを有する第1タレット装置4および第2タレット装置6であり、それぞれが左右対称に配置され対向2軸旋盤を構成し、更に加工装置として機体中央に工具主軸装置2が設けられている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
ストッカ
28日前
株式会社FUJI
ストッカシステム
13日前
株式会社FUJI
ストッカシステム
13日前
株式会社FUJI
テープ剥離判定装置
1日前
株式会社FUJI
部品実装機及び部品実装方法
1日前
株式会社FUJI
貸出ロッカーおよびロッカーシステム
13日前
株式会社FUJI
対基板作業機及びそのメンテナンス方法
1日前
株式会社FUJI
荷物管理方法およびストッカ用札並びにストッカシステム
6日前
日東精工株式会社
ねじ締め機
13日前
個人
低周波振動発生出力方法
26日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
着座確認装置
1か月前
個人
パワーデバイスの接合方法
3か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
28日前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
着脱装置
6日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
8日前
株式会社ダイヘン
くびれ検出制御方法
8日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社不二越
管用タップ
1日前
株式会社不二越
管用タップ
1か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
複合加工機
3か月前
株式会社小島半田製造所
はんだ線
1か月前
個人
クーラント装置
1か月前
株式会社FUJI
コレットチャック
3か月前
有限会社 ナプラ
接合材用金属粒子
16日前
工機ホールディングス株式会社
工具
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車加工装置
23日前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ