TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024058857
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166231
出願日
2022-10-17
発明の名称
部品実装機及び部品実装方法
出願人
株式会社FUJI
代理人
弁理士法人 快友国際特許事務所
主分類
H05K
13/04 20060101AFI20240422BHJP(他に分類されない電気技術)
要約
【課題】部品の実装効率を向上させ得る技術を提供する。
【解決手段】部品実装機は、部品供給位置に供給された部品を保持する部品保持部と、部品保持部を第1のストロークで昇降可能に保持するヘッドと、ヘッドを第2のストロークで昇降可能に保持するとともに、水平方向に移動させるヘッド駆動機構と、ヘッドの移動する経路を制御する移動経路制御部と、を備える。移動経路制御部は、部品の実装位置に向かう所定の経路において、実装済み部品の上端が、第1の下端よりも下方に位置する場合に、ヘッドを第2のストロークの最下点に維持した状態で、所定の経路に沿ってヘッドを移動させ、実装済み部品の上端が、第2の下端よりも下方に位置する場合に、所定の経路に沿ってヘッドを移動させ、実装済み部品の上端が、第2の下端よりも上方に位置する場合に、迂回経路に沿ってヘッドを移動させる。
【選択図】図4
特許請求の範囲
【請求項1】
部品を基板上の実装位置に実装する部品実装機であって、
部品供給位置に供給された前記部品を保持する部品保持部と、
前記部品保持部を第1のストロークで昇降可能に保持するヘッドと、
前記ヘッドを第2のストロークで昇降可能に保持するとともに、前記基板に対して水平方向に移動させるヘッド駆動機構と、
前記ヘッドが前記基板に沿って前記部品供給位置から前記実装位置に向かって移動する経路を制御する移動経路制御部と、
を備え、
前記移動経路制御部は、
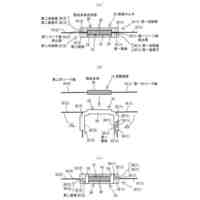
前記部品供給位置から前記実装位置に向かう所定の経路において、前記基板上に既に実装されている実装済み部品の上端が、前記ヘッドが前記第2のストロークの最下点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第1の下端よりも下方に位置する場合に、前記ヘッドを前記第2のストロークの最下点に維持した状態で、前記所定の経路に沿って前記ヘッドを移動させ、
前記実装済み部品の前記上端が、前記第1の下端よりも上方に位置すると共に、前記ヘッドが前記第2のストロークにおける最上点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第2の下端よりも下方に位置する場合に、前記部品保持部に保持された前記部品の下端が前記実装済み部品の前記上端より高くなるように前記ヘッドを上昇させた状態で、前記所定の経路に沿って前記ヘッドを移動させ、
前記実装済み部品の前記上端が、前記第2の下端よりも上方に位置する場合に、前記実装済み部品を迂回する迂回経路に沿って前記ヘッドを移動させる、
部品実装機。
続きを表示(約 1,100 文字)
【請求項2】
前記部品保持部によって保持された前記部品の下面および/もしくは側面を所定の撮像位置で撮像可能な撮像部をさらに備え、
前記所定の経路は、前記撮像位置を経由して前記実装位置に向かう経路である、
請求項1に記載の部品実装機。
【請求項3】
前記迂回経路は、平面視した前記基板の外形の外側を通過する外部経路を含む、請求項1に記載の部品実装機。
【請求項4】
前記迂回経路は、前記基板を搬送する基板搬送方向に直線的に移動する経路と前記基板搬送方向に直交する方向に直線的に移動する経路とによって構成される単動経路である、請求項1から3のいずれか一項に記載の部品実装機。
【請求項5】
部品実装機によって部品を基板上の実装位置に実装する部品実装方法であって、
前記部品実装機は、
部品供給位置に供給された前記部品を保持する部品保持部と、
前記部品保持部を第1のストロークで昇降可能に保持するヘッドと、
前記ヘッドを第2のストロークで昇降可能に保持するとともに、前記基板に対して水平方向に移動させるヘッド駆動機構と、
前記ヘッドが前記基板に沿って前記部品供給位置から前記実装位置に向かって移動する経路を制御する移動経路制御部と、
を備え、
前記部品実装方法は、
前記部品供給位置から前記実装位置に向かう所定の経路において、前記基板上に既に実装されている実装済み部品の上端が、前記ヘッドが前記第2のストロークの最下点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第1の下端よりも下方に位置する場合に、前記ヘッドを前記第2のストロークの最下点に維持した状態で、前記所定の経路に沿って前記ヘッドを移動させる工程と、
前記実装済み部品の前記上端が、前記第1の下端よりも上方に位置すると共に、前記ヘッドが前記第2のストロークにおける最上点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第2の下端よりも下方に位置する場合に、前記部品保持部に保持された前記部品の下端が前記実装済み部品の前記上端より高くなるように前記ヘッドを上昇させた状態で、前記所定の経路に沿って前記ヘッドを移動させる工程と、
前記実装済み部品の前記上端が、前記第2の下端よりも上方に位置する場合に、前記実装済み部品を迂回する迂回経路に沿って前記ヘッドを移動させる工程と、
を備える、
部品実装方法。
発明の詳細な説明
【技術分野】
【0001】
本明細書に開示する技術は、部品を基板に実装する技術に関する。詳しくは、部品実装機のヘッドの移動経路を決定するための技術に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
特許文献1には、回路基板の上面と、ヘッドに対して最上点までストロークしたノズルの下端との距離である最大離間距離に基づいて、ノズルの下端に吸着した部品を回路基板上の実装位置まで搬送する際のヘッドの移動経路を決定する部品実装機が開示されている。回路基板に先に装着されている部品がある場合は、回路基板に先に装着されている部品の高さと、最大離間距離と、後に装着される部品(すなわち、ノズルの下端に吸着する部品)の高さと、に基づいてヘッドの移動経路が決定されている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2015-173947号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
部品実装機の中には、基板に対してヘッドが昇降可能となっているものがある。ヘッドを昇降することで、回路基板に先に装着されている部品と、回路基板に後に装着される部品との干渉を回避することができる場合がある。特許文献1では、ノズルの昇降については考慮されているものの、ヘッドの昇降について何ら考慮されていない。本明細書は、ノズルに加え、ヘッドも昇降可能な部品実装機において、部品の実装効率を向上させ得る技術を提供する。
【課題を解決するための手段】
【0005】
本明細書に開示する技術は、部品を基板上の実装位置に実装する部品実装機によって具現化される。部品実装機は、部品供給位置に供給された前記部品を保持する部品保持部と、前記部品保持部を第1のストロークで昇降可能に保持するヘッドと、前記ヘッドを第2のストロークで昇降可能に保持するとともに、前記基板に対して水平方向に移動させるヘッド駆動機構と、前記ヘッドが前記基板に沿って前記部品供給位置から前記実装位置に向かって移動する経路を制御する移動経路制御部と、を備えてもよい。前記移動経路制御部は、前記部品供給位置から前記実装位置に向かう所定の経路において、前記基板上に既に実装されている実装済み部品の上端が、前記ヘッドが前記第2のストロークの最下点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第1の下端よりも下方に位置する場合に、前記ヘッドを前記第2のストロークの最下点に維持した状態で、前記所定の経路に沿って前記ヘッドを移動させ、前記実装済み部品の前記上端が、前記第1の下端よりも上方に位置すると共に、前記ヘッドが前記第2のストロークにおける最上点であり且つ前記部品保持部が前記第1のストロークの最上点であるときの前記部品保持部に保持された前記部品の下端である第2の下端よりも下方に位置する場合に、前記部品保持部に保持された前記部品の下端が前記実装済み部品の前記上端より高くなるように前記ヘッドを上昇させた状態で、前記所定の経路に沿って前記ヘッドを移動させ、前記実装済み部品の前記上端が、前記第2の下端よりも上方に位置する場合に、前記実装済み部品を迂回する迂回経路に沿って前記ヘッドを移動させてもよい。
【0006】
上記の部品実装機は、実装済み部品の上端が第1の下端よりも下方に位置する場合に、ヘッドを第2のストロークの最下点に維持した状態で、ヘッドを所定の経路に沿って実装位置まで移動させる。このため、ヘッドを第2のストロークの最下点に維持することによって、実装位置において部品保持部を降下させる距離を低減することができる。これにより、部品の実装効率を上げることができる。また、部品実装機は、実装済み部品の上端が第2の下端よりも下方に位置する場合に、部品の下端が実装済み部品の上端より高くなるようにヘッドを上昇させた状態で、所定の経路に沿ってヘッドを実装位置まで移動させる。このように、上記の部品実装機は、実装済み部品の上端が第2の下端よりも下方に位置していれば、実施済み部品の上端が第1の下端よりも下方に位置している場合と同じ所定の経路に沿ってヘッドを実装位置まで移動させることができる。このため、部品の実装効率を上げることができる。
【0007】
また、本明細書が開示する部品を実装する方法についても、新規で有益である。
【図面の簡単な説明】
【0008】
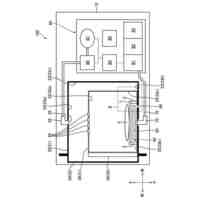
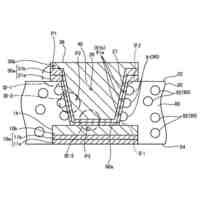
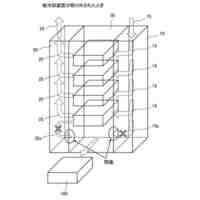
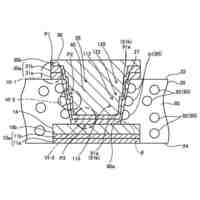
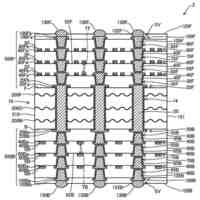
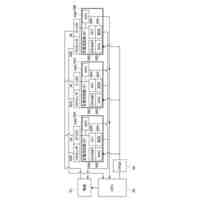
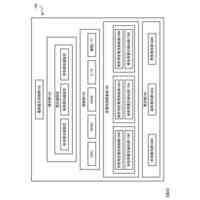
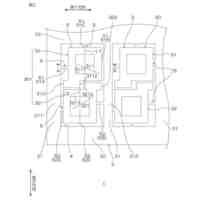
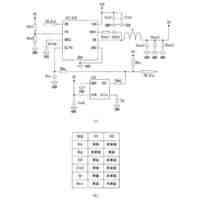
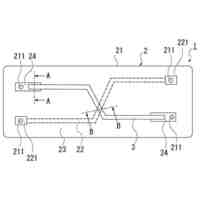
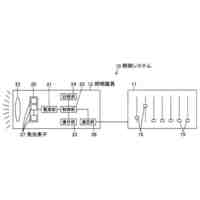
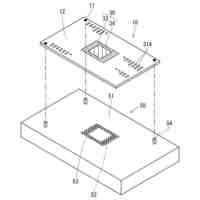
実施例1、2に係る部品実装機の概略構成を示す図。
実施例1、2に係る部品実装機の概略構成を示す図。
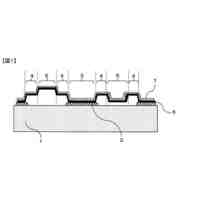
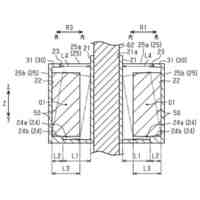
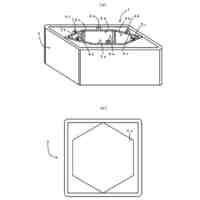
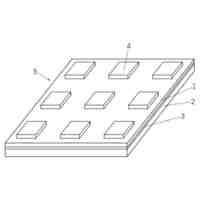
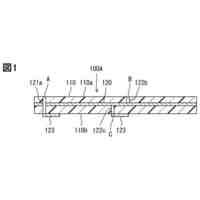
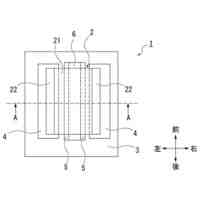
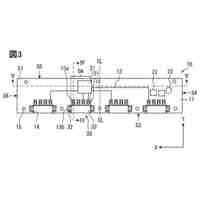
図1のIII-III線における断面図。
移動経路制御処理の一例を示すフローチャート。
【発明を実施するための形態】
【0009】
以下に説明する実施例の主要な特徴を列記しておく。なお、以下に記載する技術要素は、それぞれ独立した技術要素であって、単独であるいは各種の組合せによって技術的有用性を発揮するものであり、出願時の請求項に記載の組合せに限定されるものではない。
【0010】
本明細書に開示する部品実装機は、前記部品保持部によって保持された前記部品の下面および/もしくは側面を所定の撮像位置で撮像可能な撮像部をさらに備えてもよい。その場合、前記所定の経路は、前記撮像位置を経由して前記実装位置に向かう経路であってもよい。このような構成によると、部品の実装効率を上げつつ、部品の下面および/もしくは側面を撮像することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東レ株式会社
有機EL表示装置
1か月前
株式会社カネカ
製造システム
29日前
コーセル株式会社
部品ホルダ
13日前
シャープ株式会社
装置
1日前
東レ株式会社
配線付き基材の製造方法
15日前
中部電力株式会社
ホルダ
1か月前
イビデン株式会社
プリント配線板
1か月前
日本電気株式会社
電子機器
1か月前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
プリント配線板
1か月前
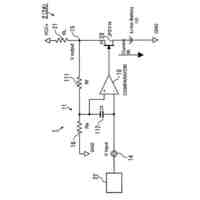
個人
電流駆動型素子の電流制御器
1か月前
イビデン株式会社
プリント配線板
2日前
株式会社ヤナギヤ
ジュール加熱鍋
1か月前
株式会社大林組
照明システム
1か月前
レボックス株式会社
照明装置
7日前
リンナイ株式会社
加熱調理器
1か月前
レボックス株式会社
光源装置
7日前
レボックス株式会社
照明装置
7日前
星和電機株式会社
シート状電波吸収体
21日前
コックス株式会社
自動点灯制御一体化ランプ
1か月前
キヤノン株式会社
有機発光素子
1か月前
日東電工株式会社
配線回路基板
1か月前
日東電工株式会社
集合体シート
1か月前
株式会社デンソー
回路基板
1か月前
株式会社ベスト
照明装置用センサ
27日前
株式会社クラベ
ヒータユニット及びその応用品
1か月前
株式会社ルミカ
発光具
6日前
キヤノン株式会社
回路基板、画像形成装置
1か月前
矢崎総業株式会社
配線基板
7日前
東芝ライテック株式会社
照明システム
1か月前
矢崎総業株式会社
電子装置
5日前
東芝ライテック株式会社
照明システム
1か月前
イビデン株式会社
プリント配線板の製造方法
2日前
イビデン株式会社
配線基板の製造方法
1か月前
株式会社デンソー
電池監視装置
29日前
ニデック株式会社
電子機器
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ