TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024013598
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022115803
出願日
2022-07-20
発明の名称
コレットチャック
出願人
株式会社FUJI
代理人
個人
主分類
B23B
31/20 20060101AFI20240125BHJP(工作機械;他に分類されない金属加工)
要約
【課題】引き込み過ぎによる破損を防止するコレットチャックを提供すること。
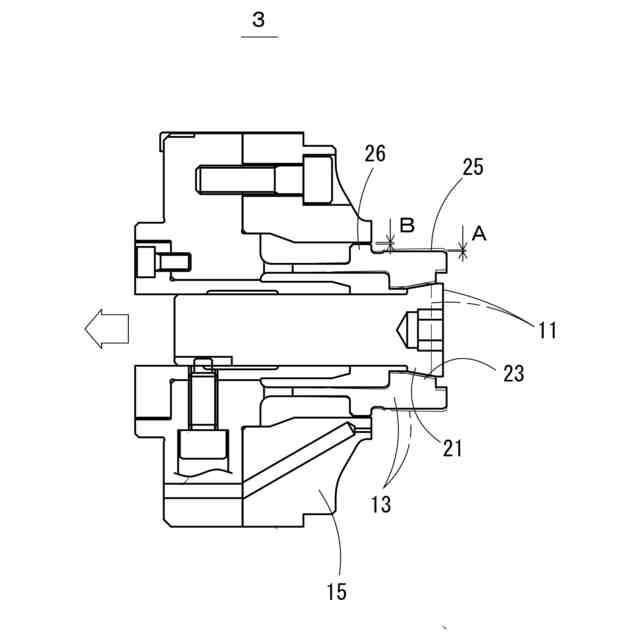
【解決手段】引込み側に径を小さくした第1テーパ部が形成され軸方向に変位するチャック用マンドレルと、前記チャック用マンドレルの径方向外側に配置され、中心軸に平行な複数のスリットが円周方向に形成された筒状体であって、その内径側先端部に前記第1テーパ部と摺接する第2テーパ部が形成されたコレット部材と、前記コレット部材の径方向外側に配置されワークが当てられる当金と、を有し、前記コレット部材または前記当金には、径方向外側へ撓められた前記コレット部材の変形を抑えるためのストッパ部が形成されたコレットチャック。
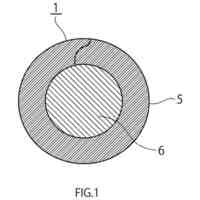
【選択図】図1
特許請求の範囲
【請求項1】
引込み側に径を小さくした第1テーパ部が形成され軸方向に変位するチャック用マンドレルと、
前記チャック用マンドレルの径方向外側に配置され、中心軸に平行な複数のスリットが円周方向に形成された筒状体であって、その内径側先端部に前記第1テーパ部と摺接する第2テーパ部が形成されたコレット部材と、
前記コレット部材の径方向外側に配置されワークが当てられる当金と、
を有し、
前記コレット部材または前記当金には、径方向外側へ撓められた前記コレット部材の変形を抑えるためのストッパ部が形成されたコレットチャック。
続きを表示(約 240 文字)
【請求項2】
前記コレット部材に形成された前記ストッパ部は前記当金の内周面に当たる凸部であり、前記当金に形成された前記ストッパ部は前記コレット部材の外周面に当たる凸部である請求項1に記載のコレットチャック。
【請求項3】
前記コレット部材のクランプ面がワークに当たるまでの径方向変位量である第1開き代に比べ、前記コレット部材が前記ストッパによって止められるまでの径方向の変位量である第2開き代が大きい請求項1または請求項2に記載のコレットチャック。
発明の詳細な説明
【技術分野】
【0001】
本発明は、引込み動作によってワークの内径を把持するコレットに関して、引き込み過ぎによる破損を防止するようにしたコレットチャックに関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
コレットチャックには様々なタイプのものがあるが、下記特許文献1には引込み型であってワークの内径を把持するものが開示されている。そのコレットチャックは、ワークに形成された穴にコレットが挿入され、その内側には引込み側に径を小さくしたテーパ部を有するチャック用マンドレルが挿入されている。そのチャック用マンドレルはコレットの内部側へと引き込むためのピストンに連結されている。すなわち、従来のコレットチャックは、チャック本体の内部にシリンダが設けられ、その伸縮動作によってワークの把持および解放が行われるよう構成されている。
【先行技術文献】
【特許文献】
【0003】
特開2014-8598号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、前記従来例のようにチャック本体の内部にシリンダを構成したコレットチャックは、それ自体が大型化し且つ重くなってしまうため、例えば工作機械の主軸装置に使用するための主軸チャックとしては適してなかった。そこで、主軸装置を構成するコレットチャックは、チャック用マンドレルが外部のシリンダとドローバを介して連結され、その伸縮動作によって開閉操作が行われている。こうしたコレットチャックであれば、小型軽量化によって回転する主軸装置にも適している。
【0005】
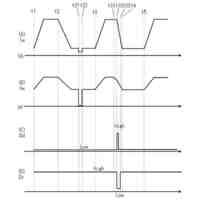
一方で、両者をワークWが無い状態で把持動作を行う空クランプについて比較する。前記従来例のコレットチャックは、小ストロークのシリンダによって引込み過ぎになってしまうことはないが、外部シリンダはストロークが大きく、引込み過ぎによってコレットチャックを破損させてしまうおそれがある。従って、外部シリンダによって把持動作が操作されるコレットチャックには適切なストッパを設けることが必要であった。
【0006】
そこで、本発明は、かかる課題を解決すべく、引き込み過ぎによる破損を防止するコレットチャックを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係るコレットチャックは、引込み側に径を小さくした第1テーパ部が形成され軸方向に変位するチャック用マンドレルと、前記チャック用マンドレルの径方向外側に配置され、中心軸に平行な複数のスリットが円周方向に形成された筒状体であって、その内径側先端部に前記第1テーパ部と摺接する第2テーパ部が形成されたコレット部材と、前記コレット部材の径方向外側に配置されワークが当てられる当金と、を有し、前記コレット部材または前記当金には、径方向外側へ撓められた前記コレット部材の変形を抑えるためのストッパ部が形成されたものである。
【発明の効果】
【0008】
前記構成によれば、チャック用マンドレルの引込みによりその第1テーパ部がコレット部材の第2テーパ部に摺接し、そのことにより径方向外側へと押されたコレット部材によってワークが把持される。一方で、存在するはずのワークが無いままチャック用マンドレルの引込みを行う空クランプでは、コレット部材または当金に形成されたストッパ部が径方向外側へ撓められたコレット部材の変形を抑えるため、引き込み過ぎによるコレット部材の破損を防止することができる。
【図面の簡単な説明】
【0009】
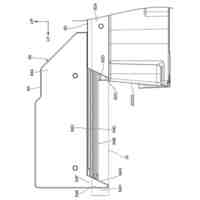
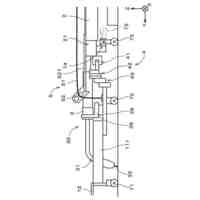
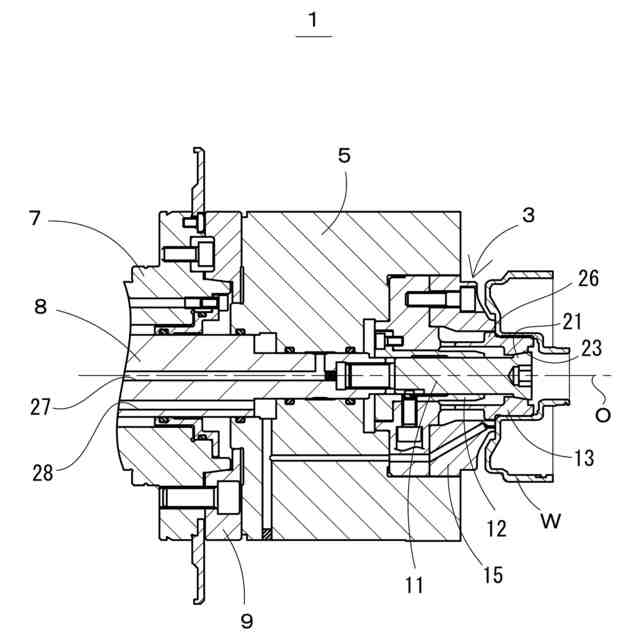
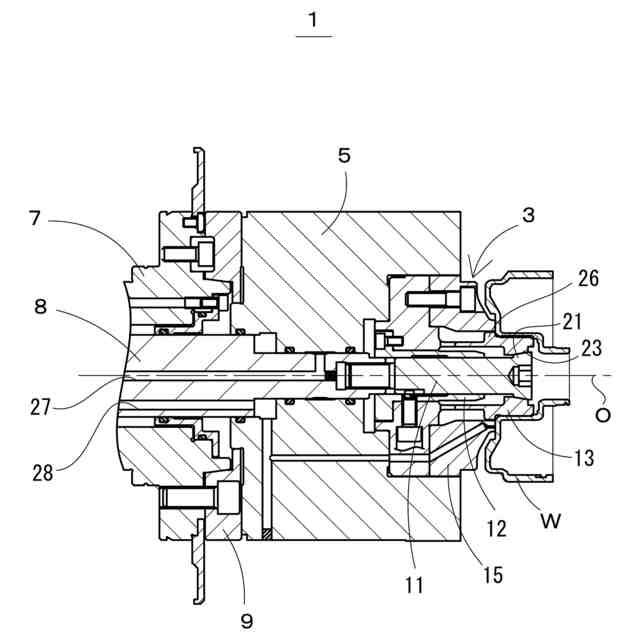
コレットチャックの一実施形態を示した断面図である。
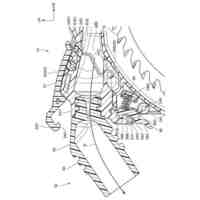
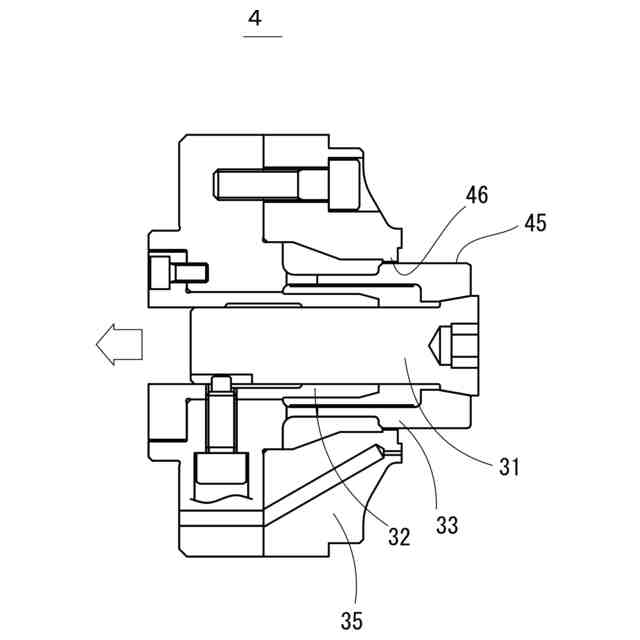
第1実施形態のチャック機構を示した図である。
第2実施形態のチャック機構を示した図である。
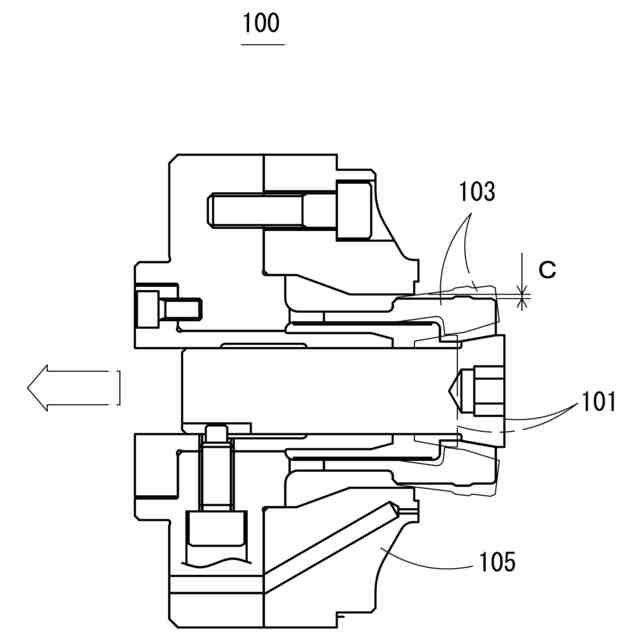
従来のチャック機構を示した図である。
【発明を実施するための形態】
【0010】
本発明に係るコレットチャックの一実施形態について、図面を参照しながら以下に説明する。図1は、本実施形態のコレットチャックを示した断面図である。コレットチャック1は、工作機械の主軸装置を構成するものであり、回転自在なスピンドル7の先端部に固定され、不図示のスピンドルモータによって回転が与えられる。また、スピンドル7の中心部にはドローバ8が通され、チャック装置1は、不図示の油圧シリンダによって軸方向に変位するドローバ8を介してその開閉動作が行われるよう構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
10日前
津田駒工業株式会社
工作機械
1か月前
個人
低周波振動発生出力方法
23日前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
2か月前
日東精工株式会社
着座確認装置
1か月前
株式会社FUJI
工作機械
25日前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
着脱装置
3日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
くびれ検出制御方法
5日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社不二越
エンドミル
2か月前
株式会社小島半田製造所
はんだ線
1か月前
個人
クーラント装置
1か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
歯車加工装置
20日前
株式会社永木精機
埋設管窓開け工具
18日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
工機ホールディングス株式会社
工具
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
有限会社 ナプラ
接合材用金属粒子
13日前
株式会社不二越
歯車製造装置
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社FUJI
ワーク加工システム
2か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
SUS株式会社
ナット挿入装置
1か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
清水建設株式会社
溶接装置
25日前
日立造船株式会社
溶接装置
17日前
株式会社片岡製作所
レーザ溶接装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ