TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024035680
公報種別
公開特許公報(A)
公開日
2024-03-14
出願番号
2022140294
出願日
2022-09-02
発明の名称
レーザ溶接装置
出願人
株式会社片岡製作所
代理人
個人
,
個人
主分類
B23K
26/21 20140101AFI20240307BHJP(工作機械;他に分類されない金属加工)
要約
【課題】簡便な構成で、線状または棒状の第一部材を第二部材に的確にレーザ溶接できる装置を提供する。
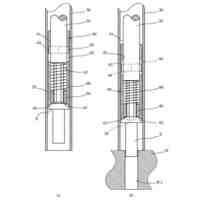
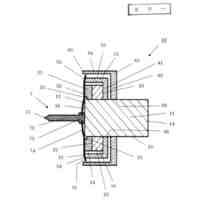
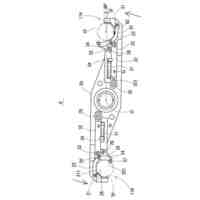
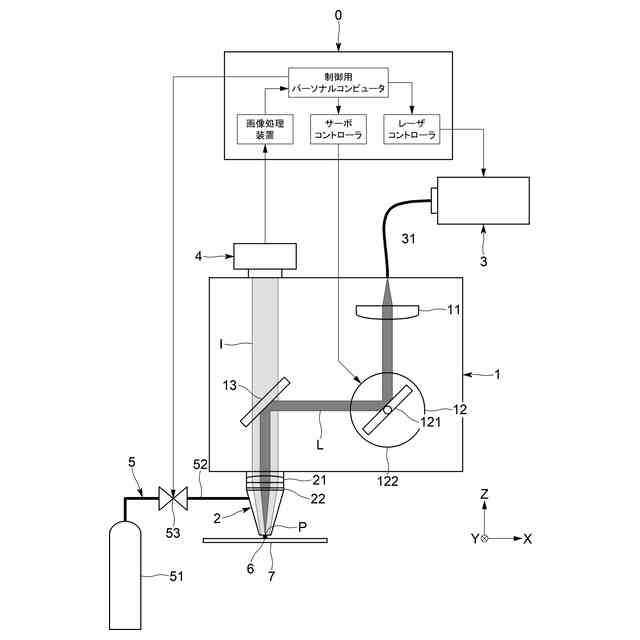
【解決手段】レーザ光源3から供給されるレーザ光Lを出射して第一部材6と第二部材7との溶接箇所に照射する加工ノズル2と、前記第一部材6を前記第二部材7に溶接するに際して前記加工ノズル2を第一部材6及び第二部材7に対して相対的に接近させ、加工ノズル2の先端を第一部材6に当接させて同第一部材6を第二部材7に向けて押圧し、加工ノズル2及び第二部材7が第一部材6を挟持する状態とした上で前記レーザ光Lを前記溶接箇所に照射できるようにするユニット1とを具備するレーザ溶接装置を構成した。
【選択図】図1
特許請求の範囲
【請求項1】
線状または棒状の第一部材を第二部材に溶接するレーザ溶接装置であって、
レーザ光源から供給されるレーザ光を出射して前記第一部材と前記第二部材との溶接箇所に照射する加工ノズルと、
前記第一部材を前記第二部材に溶接するに際して前記加工ノズルを第一部材及び第二部材に対して相対的に接近させ、加工ノズルの先端を第一部材に当接させて同第一部材を第二部材に向けて押圧し、加工ノズル及び第二部材が第一部材を挟持する状態とした上で前記レーザ光を前記溶接箇所に照射できるようにするユニットと
を具備するレーザ溶接装置。
続きを表示(約 800 文字)
【請求項2】
前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態で、加工ノズルの内部を通じて第一部材及び前記第二部材を撮像するカメラセンサと、
前記カメラセンサが撮像した画像を基に前記第一部材の位置を検出して前記レーザ光を照射するべき位置を決定する制御部と
を具備する請求項1記載のレーザ溶接装置。
【請求項3】
前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態で、加工ノズルの内部にシールドガスを導入するガス供給機構を具備するとともに、
前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態のまま、加工ノズルの内部に導入された前記シールドガスを当該加工ノズルの外部に排出することを可能にする切欠または貫通孔を、加工ノズルの周壁に形成している請求項1記載のレーザ溶接装置。
【請求項4】
前記加工ノズルの周壁に、当該加工ノズルの先端から凹む方向に切り欠かれて加工ノズルの内部と外部とを連通させる前記切欠が、前記第一部材の伸びる方向と交差する方向に沿って対向する二カ所に存在している請求項3記載のレーザ溶接方法。
【請求項5】
線状または棒状の第一部材を第二部材に溶接するレーザ溶接方法であって、
レーザ光源から供給されるレーザ光を出射して前記第一部材と前記第二部材との溶接箇所に照射する加工ノズルを、第一部材及び第二部材に対して相対的に接近させ、加工ノズルの先端を第一部材に当接させて同第一部材を第二部材に向けて押圧し、加工ノズル及び第二部材が第一部材を挟持する保定ステップと、
前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態で、加工ノズルからレーザ光を前記溶接箇所に照射して第一部材と第二部材とを溶接する溶接ステップと
を具備するレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、線状または棒状の第一部材を第二部材に溶接するレーザ溶接装置に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ある部材と他の部材とを溶接するにあたり、溶接箇所にレーザ光を照射して部材を加熱、溶融させて溶接を実行するレーザ溶接技術が公知である。
【0003】
レーザ溶接では、レーザ光の照射時に溶接箇所に向けてシールドガスを吹き付けることが通例である。その目的は、溶接中に空気が溶融金属に接触するのを遮断することにある。空気には酸素や水蒸気が含まれ、それらは溶融金属と容易に反応し得る。そこで、溶融金属と反応を起こさないような不活性ガスを溶融金属の周囲に供給し、溶融金属を空気から保護するのである(以上、例えば下記特許文献を参照)。
【先行技術文献】
【特許文献】
【0004】
特開2022-100050号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
線状または棒状の部材を他の部材に溶接するにあたっては、治具により前者の部材を保定して後者の部材に対して不動とし、その状態で加工ノズルから出射するレーザ光を溶接するべき箇所に向けて照射することが通例である。
【0006】
しかし、細径の線状または棒状の部材は、曲がったり反ったり撚れたりしやすい。その部材を保定する治具と、レーザ光を出射する加工ノズルとは、互いに別個独立した機構として存在する。それもあって、線状または棒状の部材を治具により押さえ付けたときに、当該部材の位置が加工ノズルの所在する位置から大きくずれてしまい、溶接箇所にレーザ光を照射できない可能性が生じる。のみならず、溶接する対象である双方の部材が密着せず、両者の間に隙間が空いていると、レーザ溶接の際にスパッタが多く発生し、最悪の場合溶接に失敗するおそれもある。
【0007】
本発明は、簡便な構成で、線状または棒状の第一部材を第二部材に的確にレーザ溶接できる装置を提供しようとするものである。
【課題を解決するための手段】
【0008】
本発明では、線状または棒状(細長い薄板状のものを含む)の第一部材を第二部材に溶接するレーザ溶接装置であって、レーザ光源から供給されるレーザ光を出射して前記第一部材と前記第二部材との溶接箇所に照射する加工ノズルと、前記第一部材を前記第二部材に溶接するに際して前記加工ノズルを第一部材及び第二部材に対して相対的に接近させ、加工ノズルの先端を第一部材に当接させて同第一部材を第二部材に向けて押圧し、加工ノズル及び第二部材が第一部材を挟持する状態とした上で前記レーザ光を前記溶接箇所に照射できるようにするユニットとを具備するレーザ溶接装置を構成した。
【0009】
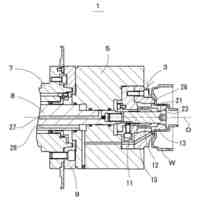
加えて、前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態で、加工ノズルの内部を通じて第一部材及び前記第二部材を撮像するカメラセンサと、前記カメラセンサが撮像した画像を基に前記第一部材の位置を検出して前記レーザ光を照射するべき位置を決定する制御部とを具備するものとすれば、両部材を溶接する箇所により精確にレーザ光軸を指向させてレーザ光を照射することが可能となる。
【0010】
前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態で、加工ノズルの内部にシールドガスを導入するガス供給機構を具備するとともに、前記加工ノズル及び前記第二部材により前記第一部材を挟持した状態のまま、加工ノズルの内部に導入された前記シールドガスを当該加工ノズルの外部に排出することを可能にする切欠または貫通孔を、加工ノズルの周壁に形成していれば、レーザ溶接中に加工ノズルの内側に位置する溶接箇所に適切にシールドガスを供給できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
5日前
津田駒工業株式会社
工作機械
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
24日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
着座確認装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
2か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
17日前
株式会社ダイヘン
アーク溶接制御方法
19日前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
19日前
株式会社不二越
エンドミル
2か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社不二越
複合加工機
3か月前
個人
クーラント装置
2か月前
株式会社小島半田製造所
はんだ線
1か月前
ニフコプラント株式会社
ろ過装置
4か月前
株式会社不二越
管用タップ
1か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社不二越
管用タップ
12日前
株式会社不二越
歯車製造装置
2か月前
株式会社FUJI
コレットチャック
3か月前
株式会社不二越
歯車加工装置
1か月前
株式会社ダイヘン
アークスタート制御方法
4か月前
株式会社NMC
水溶性切削液用フィルター
3か月前
工機ホールディングス株式会社
工具
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社永木精機
埋設管窓開け工具
1か月前
有限会社 ナプラ
接合材用金属粒子
27日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ