TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024024173
公報種別
公開特許公報(A)
公開日
2024-02-22
出願番号
2022126809
出願日
2022-08-09
発明の名称
エンドミル
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23C
5/10 20060101AFI20240215BHJP(工作機械;他に分類されない金属加工)
要約
【課題】本発明は、主にステンレス鋼を中心とする被削材、いわゆる難削材の溝加工を行う場合において、切りくずのかみ込みが起因してのびびり、バリ発生を抑制するエンドミルを提供することを課題とする。
【解決手段】
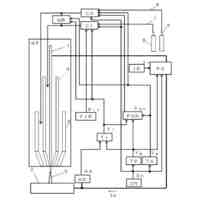
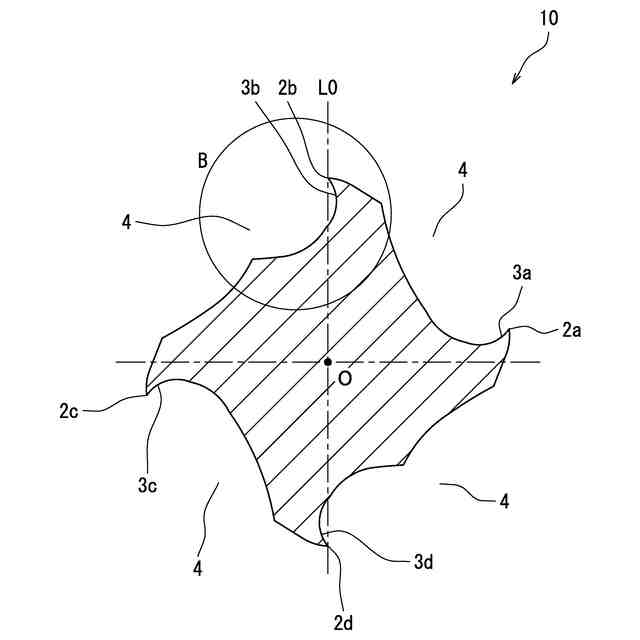
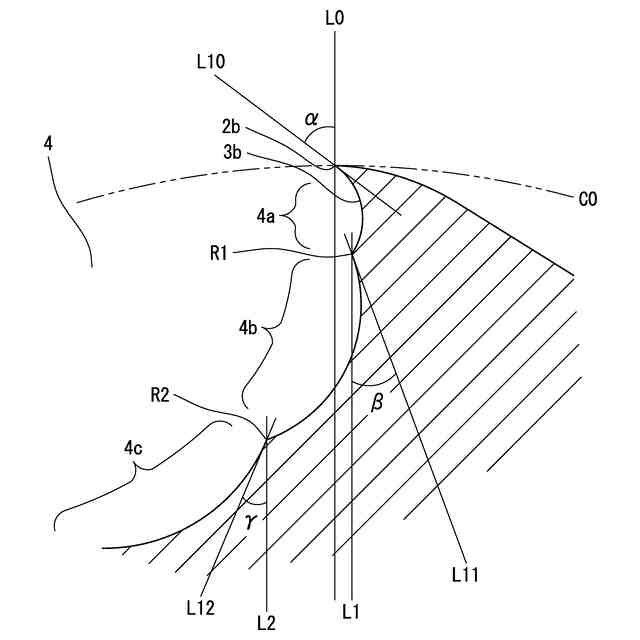
少なくとも、複数枚の底刃1と、長手方向に沿ってらせん状に形成された外周刃2と、外周刃2に隣接して形成されるすくい面3を備えたねじれ溝4と、を有するエンドミル10において、ねじれ溝4はすくい面3を備える第1ねじれ溝4aと、第1ねじれ溝4aに隣接して形成される第2ねじれ溝4bと、第2ねじれ溝4bに隣接してエンドミル10の回転方向前方側に形成される第3ねじれ溝4cと、から構成されており、エンドミル10の軸直角断面視において、すくい面3のすくい角αは9~11度の範囲とする。
【選択図】図4
特許請求の範囲
【請求項1】
少なくとも、複数枚の底刃と、長手方向に沿ってらせん状に形成された外周刃と、前記外周刃に隣接して形成されるすくい面を備えたねじれ溝と、を有しており、隣接する前記底刃同士が成す角度は互いに異なり、かつ隣接する前記ねじれ溝のねじれ角が互いに異なるエンドミルにおいて、前記ねじれ溝は、前記すくい面を備える第1ねじれ溝と、前記第1ねじれ溝に隣接して形成される第2ねじれ溝と、前記第2ねじれ溝に隣接して前記エンドミルの回転方向前方側に形成される第3ねじれ溝と、から構成されており、前記エンドミルの軸直角断面視において、前記すくい面のすくい角は9~11度の範囲であることを特徴とするエンドミル。
続きを表示(約 270 文字)
【請求項2】
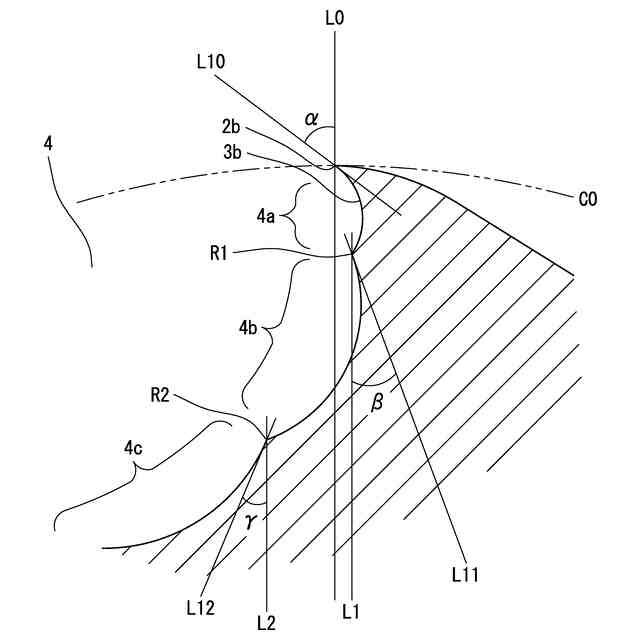
前記エンドミルの軸直角断面視において、前記外周刃と前記中心軸を結ぶ直線L0、前記第1ねじれ溝と前記第2ねじれ溝が交わる第1交差稜線R1、前記第2ねじれ溝と前記第3ねじれ溝が交わる第2交差稜線R2、とした場合において、前記第1交差稜線R1を起点とした前記直線L0に平行な直線L1と前記第2ねじれ溝の接線L11との成す角度βが6~10度の範囲であり、前記第2交差稜線R2を起点とした前記直線L0に平行な直線L2と前記第3ねじれ溝の接線L12との成す角度γが11~100度の範囲であることを特徴とする請求項1に記載のエンドミル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、主にステンレス鋼を中心とする被削材、いわゆる難削材の溝加工を行うエンドミルに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
従来、エンドミルによる側面加工や溝加工などの切削加工において、被削材から発生する切りくずの擦過抑制と生成される切りくずの下にクーラント(冷却剤)溜まりを設けることでエンドミルから切りくず離れを促進する技術が開示されている(特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第4986854号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1で開示されたエンドミルは、ステンレス鋼を中心とする被削材を切削加工する場合に発生する切りくずの下にできる空間が狭くなり、切りくず排出性の効果が著しく低下する。
【0005】
そこで、本発明は主にステンレス鋼を中心とする被削材、いわゆる難削材の溝加工を行う場合において、切りくずのかみ込みが起因してのびびり、バリ発生を抑制するエンドミルを提供することを課題とする。
【課題を解決するための手段】
【0006】
前述した課題を解決するために、本発明のエンドミルは、少なくとも、複数枚の底刃と、長手方向に沿ってらせん状に形成された外周刃と、当該外周刃に隣接して形成されるすくい面を備えたねじれ溝と、を有しており、隣接する底刃同士が成す角度は互いに異なり、かつ隣接するねじれ溝のねじれ角も互いに異なるエンドミルにおいて、ねじれ溝は、すくい面を備える第1ねじれ溝、第1ねじれ溝に隣接して形成される第2ねじれ溝、第2ねじれ溝に隣接してエンドミルの回転方向前方側に形成される第3ねじれ溝から構成されており、エンドミルの軸直角断面視においてすくい面のすくい角は9~11度の範囲とする。
【0007】
また、外周刃と中心軸を結ぶ直線L0、第1ねじれ溝と第2ねじれ溝が交わる第1交差稜線、第2ねじれ溝と第3ねじれ溝が交わる第2交差稜線、とした場合において、第1交差稜線を起点として直線L0に平行な直線L1と第2ねじれ溝の接線L11との成す角度が6~10度の範囲であり、第2交差稜線を起点とした直線L0に平行な直線L2と第3ねじれ溝の接線L12との成す角度が11~100度の範囲としてもよい。
【発明の効果】
【0008】
本発明のエンドミルは、ステンレス鋼を中心とする被削材、いわゆる難削材の溝加工を行う場合においても、切りくずのかみ込みが起因してのびびり、バリ発生を抑制するという効果を奏する。
【図面の簡単な説明】
【0009】
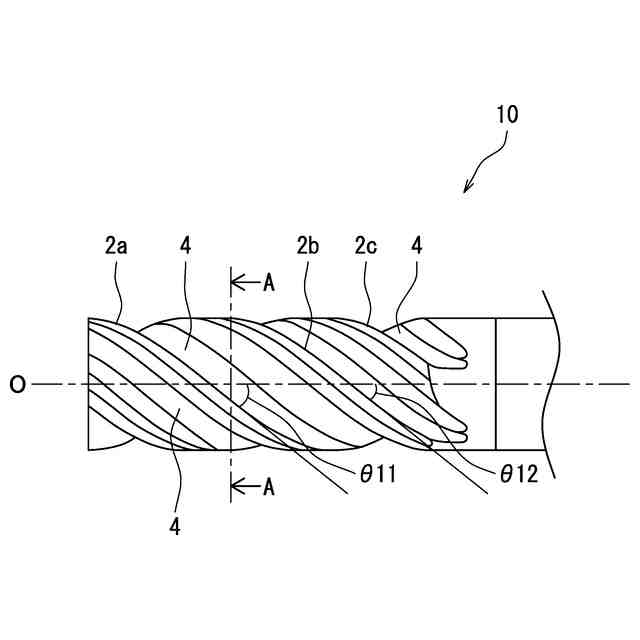
本発明のエンドミル10の正面図である。
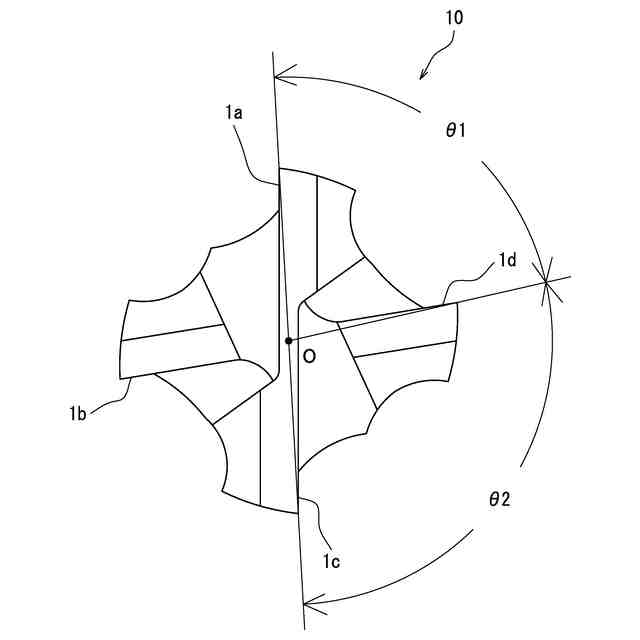
本発明のエンドミル10の左側面図である。
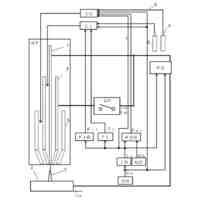
図1に示すA-A線断面図である。
図3に示すB部分の拡大図である。
【発明を実施するための形態】
【0010】
本発明のエンドミルの一実施形態について図面を用いて説明する。本発明のエンドミル10の正面図を図1、左側面図を図2にそれぞれ示す。本発明のエンドミル10は、図1および図2に示す様に4枚の底刃1(1a,1b,1c,1d)およびそれら底刃の端部(最外周部)から連続的に形成されている4枚の外周刃2(2a,2b,2c,2d)をそれぞれ有している。これらのらせん状の4枚の外周刃2a,2b,2c,2dには、隣接して4条のねじれ溝4,4,4,4が形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
電気抵抗溶接用電極
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ろう付け装置
1か月前
株式会社FUJI
工作機械
1か月前
有限会社ハラダ印刷
穿孔機用案内板
18日前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
1か月前
株式会社不二越
ドリル
2か月前
福井県
マルチマテリアルの点接合構造
18日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
回転アーク溶接方法
1か月前
株式会社MOLDINO
ドリル
2日前
株式会社ダイヘン
くびれ検出制御方法
16日前
津根精機株式会社
鉄筋切断装置
12日前
国立大学法人 東京大学
加工方法
2か月前
株式会社向洋技研
スポットネジ及び電極
18日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
個人
交換式給油ブラシの切削油の給油器
9日前
株式会社進和
肉盛加工ノズル
13日前
第一システム株式会社
切粉検査装置
1か月前
トヨタ自動車株式会社
熱変形解析方法
2か月前
株式会社IHI検査計測
表面処理装置
2か月前
コントレイル合同会社
レーザ加工装置
6日前
トヨタ自動車株式会社
レーザ加工方法
19日前
アポロ精工株式会社
はんだ付けパイプ
2か月前
株式会社ダイヘン
熱加工システム
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社IMS
管体加工装置
1か月前
村田機械株式会社
診断装置及び診断方法
3日前
トヨタ自動車株式会社
締付状態判定方法
1か月前
トヨタ自動車株式会社
刃具自動組付装置
13日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
キタムラ機械株式会社
マシニングセンタ
2日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ