TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024090263
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206027
出願日
2022-12-22
発明の名称
締付状態判定方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23P
19/06 20060101AFI20240627BHJP(工作機械;他に分類されない金属加工)
要約
【課題】判定のためのプログラムの設定工数を低減した締付状態判定方法を提供する。
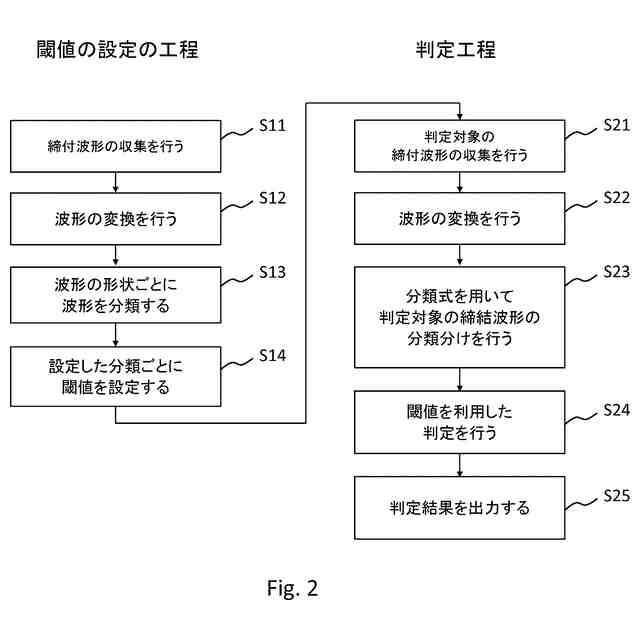
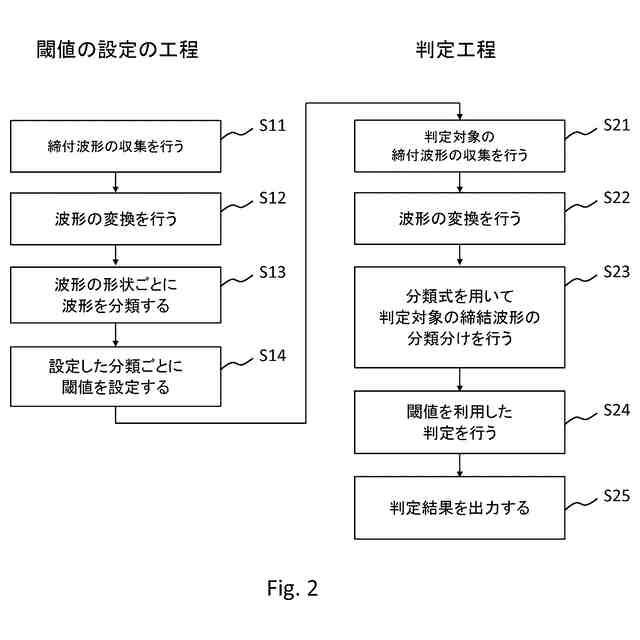
【解決手段】ねじの締付工程を計測して取得される締付波形を収集するステップと、収集された締付波形のデータに対して、一定のトルク値を閾値として締付波形を抽出するステップと、抽出された締付波形ごとに正規化を実施するステップと、一定のトルク値を閾値として抽出され正規化された複数の締付波形のデータを収集して、正規化された締付波形の形状ごとに締付波形を分類するステップと、判定対象の締付波形を分類のうちのいずれかに分類分けし、分類ごとに設けられた閾値を利用して、判定対象の締付状態の判定を行うステップと、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
ねじの締付工程を計測して取得される締付波形を収集するステップと、
前記収集された締付波形のデータに対して、一定のトルク値を閾値として締付波形を抽出するステップと、
前記抽出された締付波形ごとに正規化を実施するステップと、
前記一定のトルク値を閾値として抽出され正規化された複数の締付波形のデータを収集して、前記正規化された締付波形の形状ごとに締付波形を分類するステップと、
判定対象の締付波形を前記分類のいずれかに分類分けし、前記分類ごとに設けられた閾値を利用して、判定対象の締付状態の判定を行うステップと、を備える、
締付状態判定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、波形分類を利用した締付状態判定方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
近年、所定の工業部品同士を締付する際のねじの締付は、ねじ締付装置において所定のプログラムを実行することにより行われる。また、ねじ締付を行う装置では、1つのプログラムに対して1つの閾値を決定しておき、この閾値との比較によりねじ締付の保証を行うことができる。
【0003】
特許文献1には、ねじ締め作業におけるねじ締め状態として検出される所要の検出値を、初期設定した基準値及びその許容範囲と比較して、その良否判定を行うシステムについて開示されている。このシステムでは、ねじ締め作業において、検出値が良否判定の境界から若干外れる場合に、直ちに再度の良否判定を実行することで、ねじ締付状態のより適正な良否判定を達成するとともに、ねじ締め作業効率を向上することができる。
【先行技術文献】
【特許文献】
【0004】
特開2017-077592号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、締付工法は一般的な工法であって広く用いられており、工数管理低減を目的として、締付にかかる対象物やねじの材質、形状等が異なっていても、同じ締付プログラムを活用することがある。
【0006】
しかしながら、ボルト締めであるかナット締めであるか、又は、別部位の締め付けを行った場合など、同じ締付プログラムを使用したとしても、実際のトルク、角度の時系列データやトルク角度の相関の結果波形(以下、締付波形)は異なっていることがある。また、複数回の締付を行った場合に、たとえ同じ部位であり同じ材質やボルトの組み合わせであっても、締付時のひっかかりの有無などにより、必ずしも近似した締付波形にならず、複数の種類の締付波形が生じる場合がある。
【0007】
このような場合には、現状では締付プログラムを分けて別プログラムとして実行するか、もしくは、複数の締付波形が生じる場合のいずれもOKまたはいずれもNGとする規格を設定することが行われる。その結果、過検出や誤検出による稼働率の低下、異常品の流出が生じる可能性があり、または、プログラムの設定工数や維持管理の工数が余分に必要となる。
【0008】
本開示は、判定のためのプログラムの設定工数を低減した締付状態判定方法を提供するものである。
【課題を解決するための手段】
【0009】
本開示にかかる締付状態判定方法は、ねじの締付工程を計測して取得される締付波形を収集するステップと、前記収集された締付波形のデータに対して、一定のトルク値を閾値として締付波形を抽出するステップと、前記抽出された締付波形ごとに正規化を実施するステップと、前記一定のトルク値を閾値として抽出され正規化された複数の締付波形のデータを収集して、前記正規化された締付波形の形状ごとに締付波形を分類するステップと、判定対象の締付波形を前記分類のいずれかに分類分けし、前記分類ごとに設けられた閾値を利用して、判定対象の締付状態の判定を行うステップと、を備える。
これにより、締付波形の分類ごとに閾値を設定することができ、過剰な閾値設定を行わずに締付状態の判定を行うことができる。
【発明の効果】
【0010】
本開示よれば、判定のためのプログラムの設定工数を低減した締付状態判定方法を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る
 特許ウォッチ
特許ウォッチ