TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024081869
公報種別
公開特許公報(A)
公開日
2024-06-19
出願番号
2022195391
出願日
2022-12-07
発明の名称
2重シールドティグ溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/16 20060101AFI20240612BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2重シールドティグ溶接方法において、アークスタート性を良好にすること。
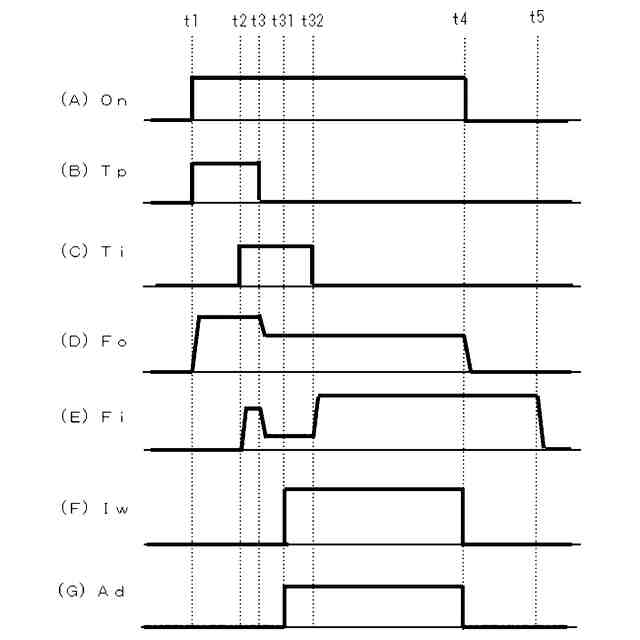
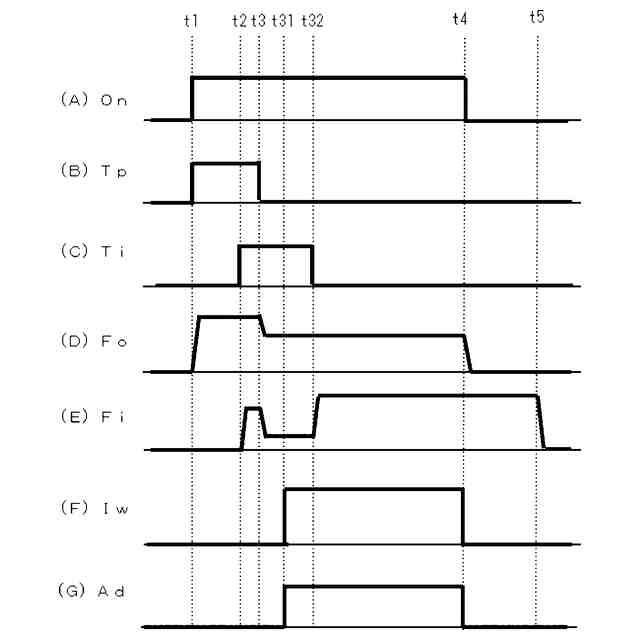
【解決手段】インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、溶接開始に際してインナーガス及びアウターガスのプリフローを行った後にアークを発生させ溶接電流Iwを通電させて溶接する2重シールドティグ溶接方法において、インナーガスの流量Fiを、少なくともプリフローが終了した時点(時刻t3)から、アークが発生した時点(時刻t31)又はそれから初期期間が経過した時点(時刻t32)までの期間を含む所定期間中はそれ以後の期間中よりも小さくする。
【選択図】 図2
特許請求の範囲
【請求項1】
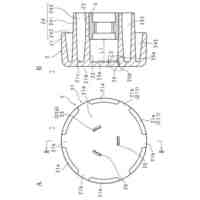
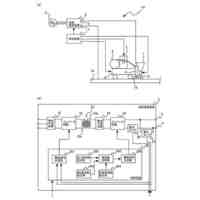
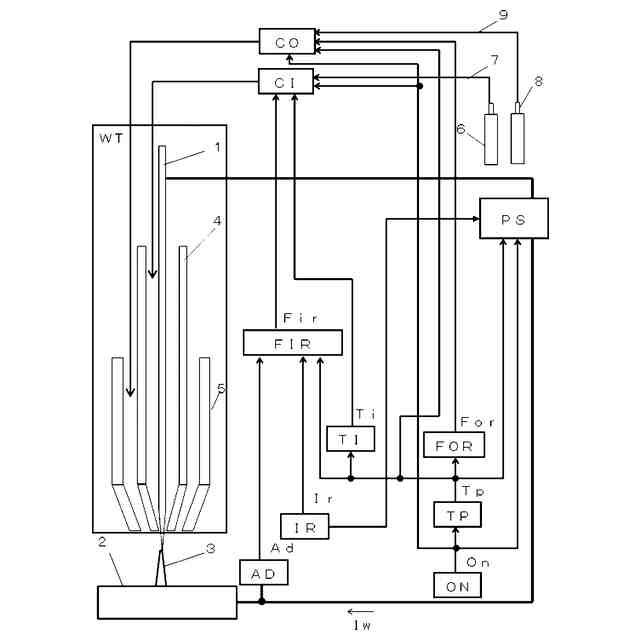
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接開始に際して前記インナーガス及び前記アウターガスのプリフローを行った後にアークを発生させ溶接電流を通電させて溶接する2重シールドティグ溶接方法において、
前記インナーガスの流量を、少なくとも前記プリフローが終了した時点から、前記アークが発生した時点又はそれから初期期間が経過した時点までの期間を含む所定期間中はそれ以後の期間中よりも小さくする、
ことを特徴とする2重シールドティグ溶接方法。
続きを表示(約 370 文字)
【請求項2】
前記所定期間の開始時点を、前記プリフロー中の前記インナーガスの噴出開始時点とする、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項3】
前記インナーガスの流量を、前記所定期間中は前記それ以後の期間中の50%以下とする、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法。
【請求項4】
前記所定期間中の前記インナーガスの流量を、前記溶接電流の値に応じて変化させる、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法。
【請求項5】
前記プリフローは前記アウターガスを噴出させた後に前記インナーガスを噴出させる、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2重シールドティグ溶接方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用して溶接する2重シールドティグ溶接方法が慣用されている(例えば、特許文献1参照)。インナーガス及びアウターガスとしては、アルゴン、ヘリウム等の不活性ガスが使用される。
【先行技術文献】
【特許文献】
【0003】
特開2020-15048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
2重シールドティグ溶接では、通常の1重シールドティグ溶接に比べて、電極の周囲のガス流速が速いために、アーク発生時の安定性が悪いという問題がある。すなわち、2重シールドティグ溶接では、アークの発生性が悪かったり、アークが発生後にふらついて安定性が悪かったりする現象が発生する。特に、溶接電流が100A以下程度の小電流値である場合には、この現象が顕著となる。
【0005】
そこで、本発明では、アーク発生時の安定性を良好にすることができる2重シールドティグ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
溶接開始に際して前記インナーガス及び前記アウターガスのプリフローを行った後にアークを発生させ溶接電流を通電させて溶接する2重シールドティグ溶接方法において、
前記インナーガスの流量を、少なくとも前記プリフローが終了した時点から、前記アークが発生した時点又はそれから初期期間が経過した時点までの期間を含む所定期間中はそれ以後の期間中よりも小さくする、
ことを特徴とする2重シールドティグ溶接方法である。
【0007】
請求項2の発明は、
前記所定期間の開始時点を、前記プリフロー中の前記インナーガスの噴出開始時点とする、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0008】
請求項3の発明は、
前記インナーガスの流量を、前記所定期間中は前記それ以後の期間中の50%以下とする、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法である。
【0009】
請求項4の発明は、
前記所定期間中の前記インナーガスの流量を、前記溶接電流の値に応じて変化させる、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法である。
【0010】
請求項5の発明は、
前記プリフローは前記アウターガスを噴出させた後に前記インナーガスを噴出させる、
ことを特徴とする請求項1又は2に記載の2重シールドティグ溶接方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
碍子
13日前
株式会社ダイヘン
電力システム
8日前
株式会社ダイヘン
電力システム
8日前
株式会社ダイヘン
絶縁紙巻き機構
13日前
株式会社ダイヘン
プリント基板の補強構造
11日前
株式会社ダイヘン
溶接検査装置および溶接検査方法
11日前
株式会社ダイヘン
溶接波形制御装置及び溶接波形制御方法
11日前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
20日前
日東精工株式会社
組み付け装置
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
検査方法
8日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社ツガミ
工作機械
8日前
株式会社トーキン
溶接用トーチ
4日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
積層コア
20日前
株式会社オーエム製作所
工作機械
11日前
株式会社不二越
歯車研削盤
2か月前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
19日前
株式会社FUJI
自動化用パレット
1か月前
三菱電機株式会社
ねじ取り出し装置
12日前
株式会社浪速試錐工業所
防風カバー
2か月前
サムテック株式会社
加工物製造方法
19日前
株式会社関本管工
エルボ管保持装置
4日前
株式会社メタルクリエイト
切削装置
2か月前
住友重機械工業株式会社
レーザ装置
2か月前
トヨタ自動車株式会社
位相測定方法
19日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
株式会社不二越
工具の製造方法
20日前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
工機ホールディングス株式会社
作業機
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ