TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024111785
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023077195
出願日
2023-05-09
発明の名称
肉盛加工ノズル
出願人
株式会社進和
代理人
個人
,
個人
主分類
B23K
26/342 20140101AFI20240809BHJP(工作機械;他に分類されない金属加工)
要約
【課題】アウタノズルに金属粉末が付着しにくい肉盛加工ノズルを提供する。
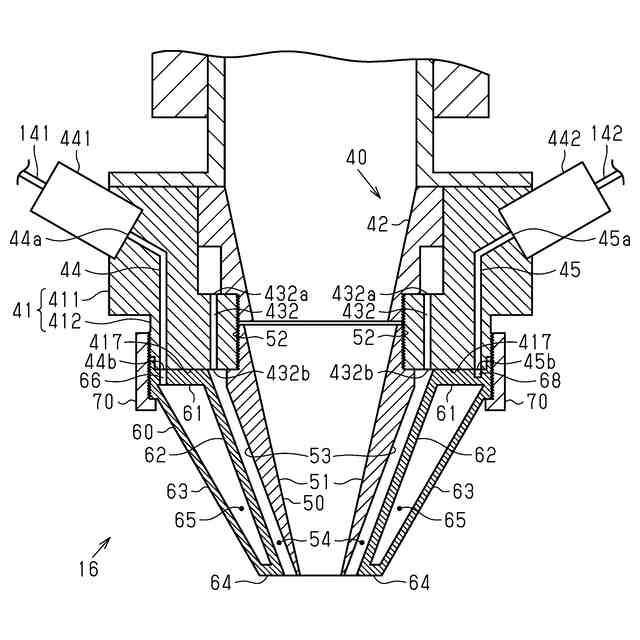
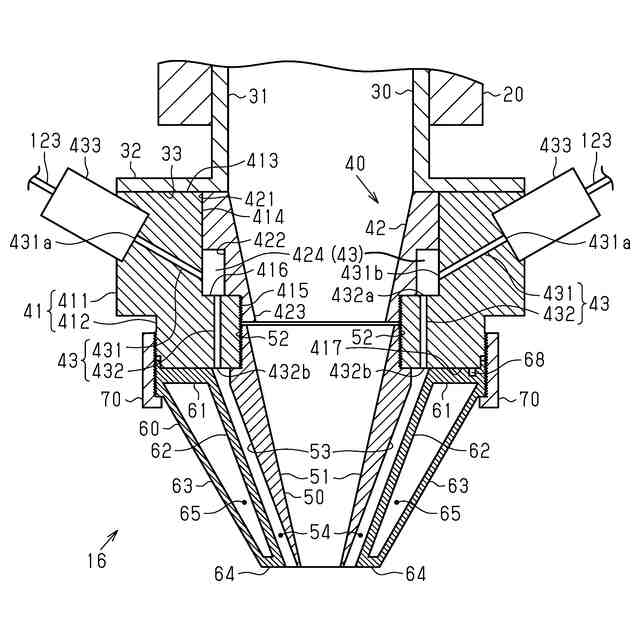
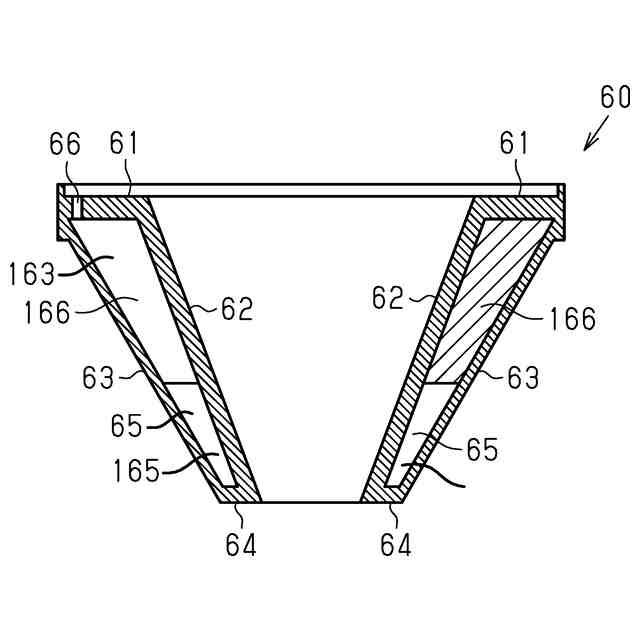
【解決手段】レーザが通過するレーザ通路を有するインナノズル50と、インナノズル50に外嵌されてインナノズル50との間に金属粉末供給路54を形成するアウタノズル60とを備えた肉盛加工ノズル16であって、前記アウタノズル60は、金属粉末供給路54を形成する内周部62と前記内周部62の外側に位置する外周部63とを有しており、前記内周部62と前記外周部63との間に冷却材流路65を有する。
【選択図】図3
特許請求の範囲
【請求項1】
レーザが通過するレーザ通路を有するインナノズルと、前記インナノズルに外嵌されて前記インナノズルとの間に金属粉末供給路を形成するアウタノズルとを備えた肉盛加工ノズルであって、
前記アウタノズルは、前記金属粉末供給路を形成する内周部と前記内周部の外側に位置する外周部とを有しており、前記内周部と前記外周部との間に冷却材流路を有する肉盛加工ノズル。
続きを表示(約 470 文字)
【請求項2】
前記アウタノズルは前記内周部と前記外周部との先端間に位置する先端部を有し、前記冷却材流路は、前記先端部の内側に形成されている請求項1に記載の肉盛加工ノズル。
【請求項3】
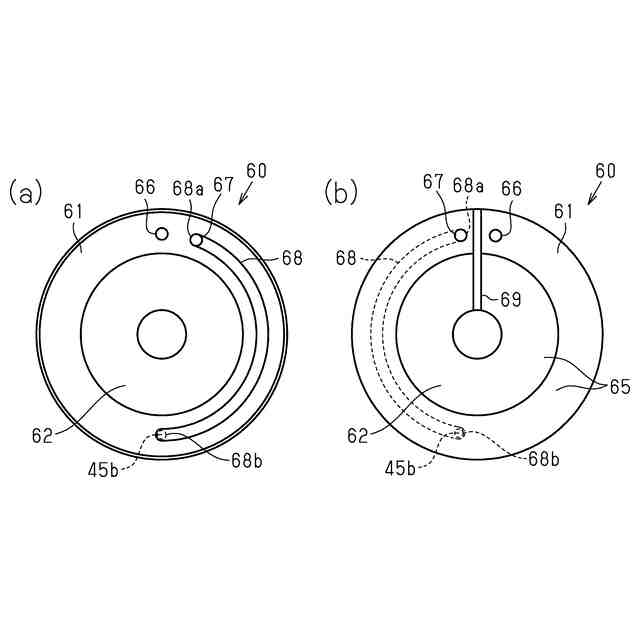
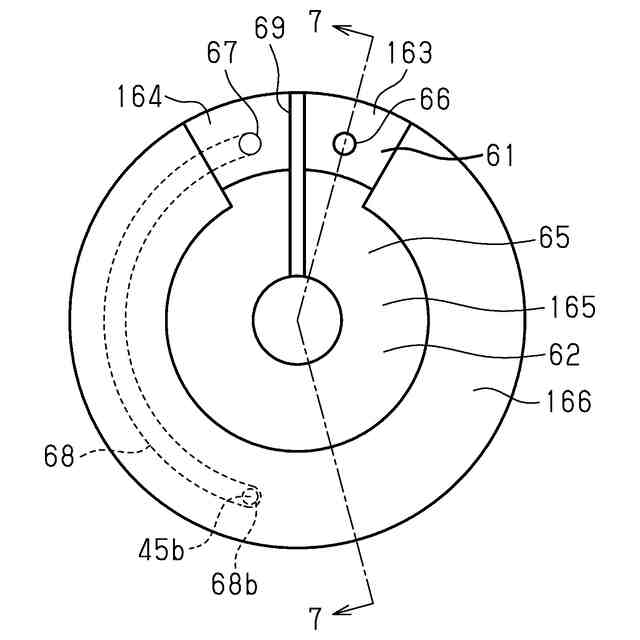
前記冷却材流路は、前記アウタノズルの内部に形成された中空部であり、前記中空部の周方向の1箇所には前記中空部を周方向に仕切る仕切壁が形成されており、前記仕切壁を挟んで前記中空部へと冷却材を導入する導入孔と前記中空部から前記冷却材を排出する排出孔とが形成されている請求項1又は2に記載の肉盛加工ノズル。
【請求項4】
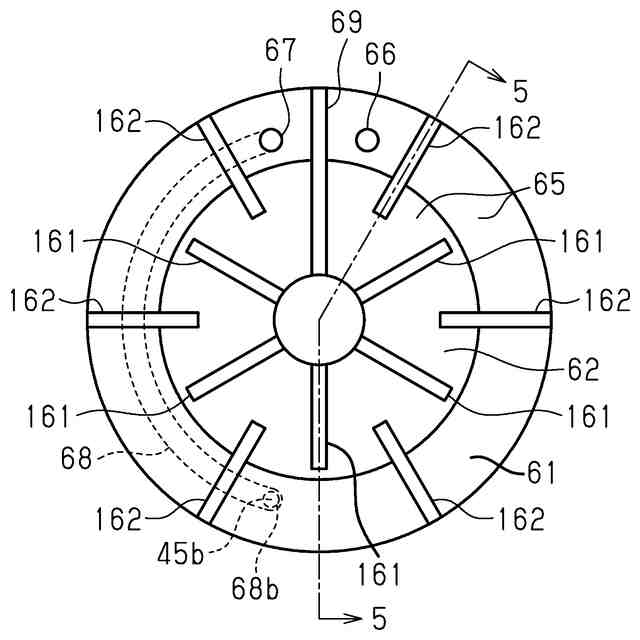
前記冷却材流路は、前記アウタノズル内において先端側と基端側とをジグザグ状に移動しながら前記アウタノズルを周回する形状である請求項3に記載の肉盛加工ノズル。
【請求項5】
前記冷却材流路は、前記アウタノズルの内部において前記仕切壁を挟み基端から先端に向けて延びる2本の案内路と前記両案内路に連絡して前記アウタノズル内を周回する周回路によって形成されている請求項3に記載の肉盛加工ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、肉盛加工ノズルに関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
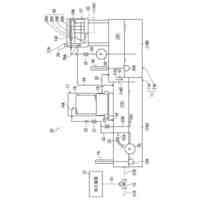
被加工物表面の摩耗や変質の補修、あるいは被加工物の表面に耐摩耗性や耐食性を付与して被加工物の表面特性を改変したい場合などに、被加工物表面に肉盛加工をするレーザ肉盛方法が知られている。このレーザ肉盛方法では、被加工物の局所にレーザを照射して被加工物の表面が溶融した溶融池を形成し、溶融池に向けて金属粉末を供給する。供給された金属粉末は溶融して溶融池の表面を覆う形で堆積するため、被加工物の表面には新たな金属組織からなる肉盛り層が形成される。
【0003】
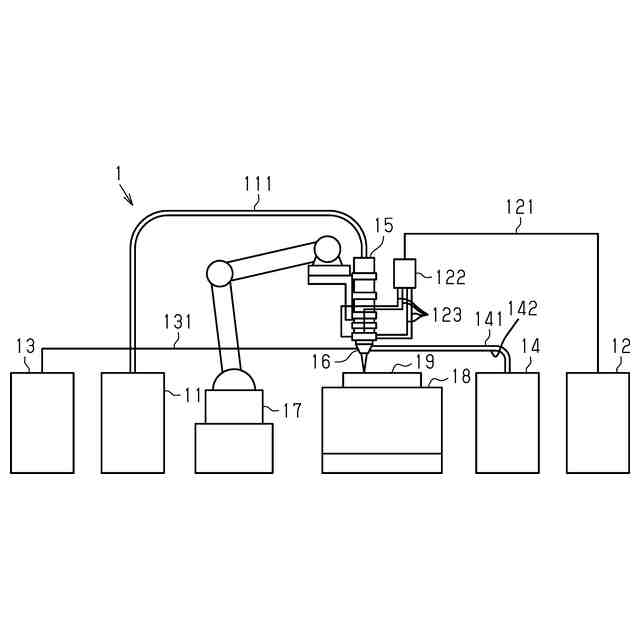
レーザ肉盛方法は、被加工物にレーザを照射して局所的に加熱するため、母材である被加工物への熱影響が少なく歪みの少ない加工が可能となる。また、レーザ肉盛方法は肉盛り層の厚みや幅などの制御が容易であり、肉盛りした金属組織の被加工物への溶け込みが少なく最小限の肉盛り厚で被加工物の表面特性を改変することができる。ところで、このレーザ肉盛方法では、被加工物にレーザを照射して形成した溶融池に金属粉末を吹き付ける。このため、レーザ肉盛方法に用いるレーザ肉盛装置は、レーザ通路と、レーザ通路に近接しレーザ通路を周回した金属粉末供給路が形成された肉盛加工ノズルを有している(特許文献1)。
【先行技術文献】
【特許文献】
【0004】
特開平09-141467号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1に記載の肉盛加工ノズルは、レーザ通路を有するインナノズルと、これに外嵌されるアウタノズルとを備え、インナノズルとアウタノズルとの間に金属粉末が通過する粉末供給路を有し、その先端が開口している。肉盛加工ノズル、特にアウタノズルは被加工物の加工箇所に近接して配置されるため、レーザの反射光や加熱された被加工物の輻射熱を受けて高温になる。また、肉盛加工中にスパッタが発生し飛散することがあるが、アウタノズルが高温になっていると飛散したスパッタが付着しやすくなる。スパッタは肉盛加工ノズルへの付着箇所によっては粉末供給路を塞ぐこともあり、この場合は粉末供給路からの金属粉末の吐出が妨げられる場合がある。また、粉末供給路に限らずスパッタがアウタノズルに付着すると、スパッタによりノズル表面の品質が変化されてアウタノズルの寿命が低下する要因にもなる。
【0006】
一方、レーザ肉盛装置として、アウタノズルに冷却水流路を設けた構成がある。図9に冷却水流路を備えた肉盛加工ノズルの断面模式図を示す。同図に示すようにノズル本体500には冷却水供給路501と冷却水排出路502とが周方向に180度離れた位置に形成されており、ノズル本体500の先端面503にそれぞれ周方向に180度離間して開口している。そして、ノズル本体500の先端面503にはアウタノズル504の基端面505が当接しており、図10に示すようにアウタノズル504の基端面505には円環有底溝である冷却水流路506が形成されている。この冷却水流路506の円の直径は冷却水供給路501と冷却水排出路502の2つの開口間の距離と同径になっており、冷却水供給路501と冷却水排出路502は冷却水流路506に対向して開口する。また、レーザ肉盛装置は図示しない循環ポンプを有し、同じく図示しない配管が循環ポンプと冷却水供給路501及び冷却水排出路502を繋いでいる。この構成によりアウタノズル504の冷却水流路506に冷却水が供給される。
【0007】
しかし、図9、図10に示すように、冷却水流路506はアウタノズル504の基端側にのみ形成された円環状の有底溝である。このため、スパッタが付着しやすいアウタノズル504の先端側の冷却には十分といえず、アウタノズルへのスパッタの付着を防止するには不十分であった。このため、一定時間ごとに肉盛加工を停止してアウタノズルに付着したスパッタを除去する作業を清掃しており、作業効率の低下を招いていた。
【0008】
そこで、本発明は上記問題点を解決するため、アウタノズルに金属粉末が付着しにくい肉盛加工ノズルを提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するため肉盛加工ノズルは、レーザが通過するレーザ通路を有するインナノズルと、前記インナノズルに外嵌されて前記インナノズルとの間に金属粉末供給路を形成するアウタノズルとを備えた肉盛加工ノズルであって、前記アウタノズルは、前記金属粉末供給路を形成する内周部と前記内周部の外側に位置する外周部とを有しており、前記内周部と前記外周部との間に冷却材流路を有する。
【0010】
また、前記アウタノズルは前記内周部と前記外周部との先端間に位置する先端部を有し、前記冷却材流路は、前記先端部の内側に形成されている。
前記冷却材流路は、前記アウタノズルの内部に形成された中空部であり、前記中空部の周方向の1箇所には前記中空部を周方向に仕切る仕切壁が形成されており、前記仕切壁を挟んで前記中空部へと冷却材を導入する導入孔と前記中空部から前記冷却材を排出する排出孔とが形成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社進和
肉盛加工ノズル
4か月前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
2か月前
個人
コンタクトチップ
2か月前
シヤチハタ株式会社
組立ライン
1か月前
日東精工株式会社
組み付け装置
1か月前
有限会社津谷工業
切削工具
10日前
トヨタ自動車株式会社
治具
2か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
スタッド溶接電源
2か月前
エンシュウ株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
2か月前
ダイハツ工業株式会社
冷却構造
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
インチング制御方法
2か月前
株式会社FUJI
ワーク置き台
2か月前
株式会社不二越
歯車加工機
9日前
光精工株式会社
クーラントタンク
2か月前
旭精工株式会社
シャフトブレーキ
2か月前
株式会社不二越
歯車研削盤
23日前
株式会社浪速試錐工業所
防風カバー
23日前
株式会社ヤマダスポット
抵抗溶接機
16日前
株式会社ムラタ溶研
剪断装置
2か月前
三和テッキ株式会社
レーザ付着物除去装置
2か月前
住友重機械工業株式会社
レーザ装置
24日前
古川精機株式会社
タッピングガイド
2か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社ダイヘン
アークスタート制御方法
2か月前
株式会社メタルクリエイト
切削装置
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
株式会社東京精密
加工用排液濾過装置
2か月前
工機ホールディングス株式会社
作業機
9日前
株式会社アイシン
金属部材の接合方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ