TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024132858
公報種別
公開特許公報(A)
公開日
2024-10-01
出願番号
2023212442
出願日
2023-12-15
発明の名称
金属部材の接合方法
出願人
株式会社アイシン
代理人
個人
主分類
B23K
26/244 20140101AFI20240920BHJP(工作機械;他に分類されない金属加工)
要約
【課題】金属部材の溶融金属への金属蒸気の侵入を抑制することにより、溶融金属が凝固して形成された接合部分においてブローホールが発生するのを抑制することが可能な金属部材の接合方法を提供する。
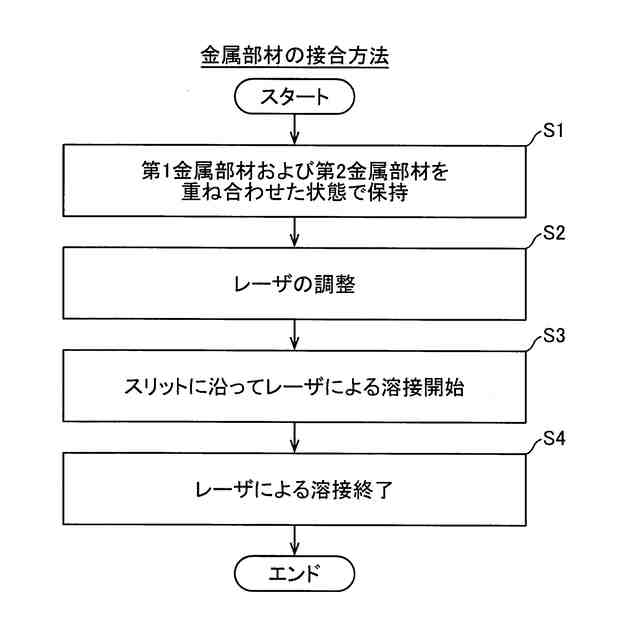
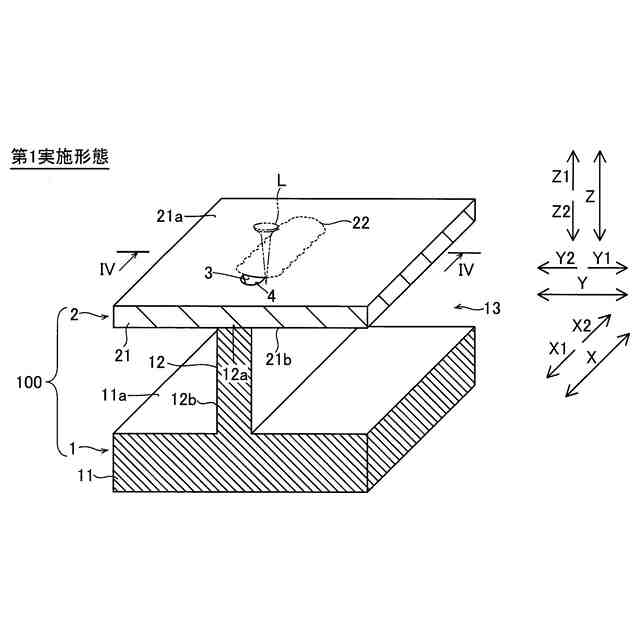
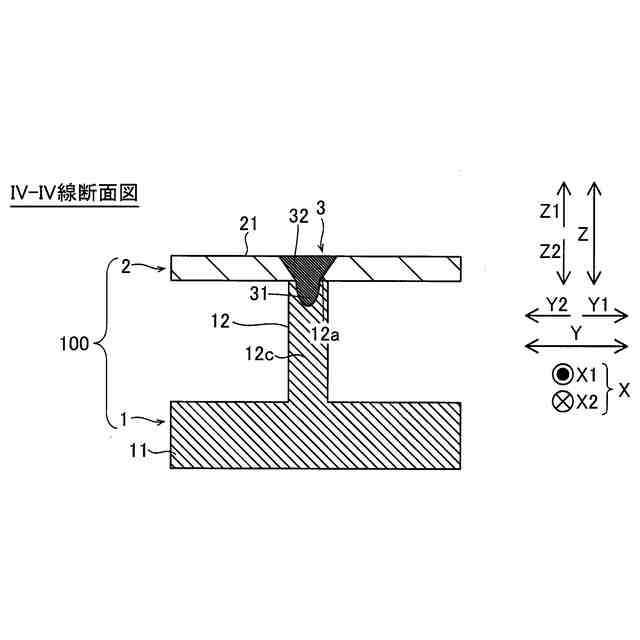
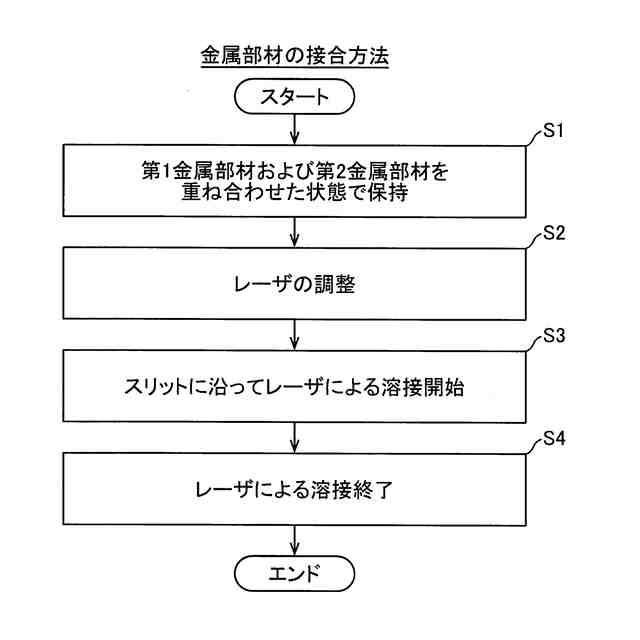
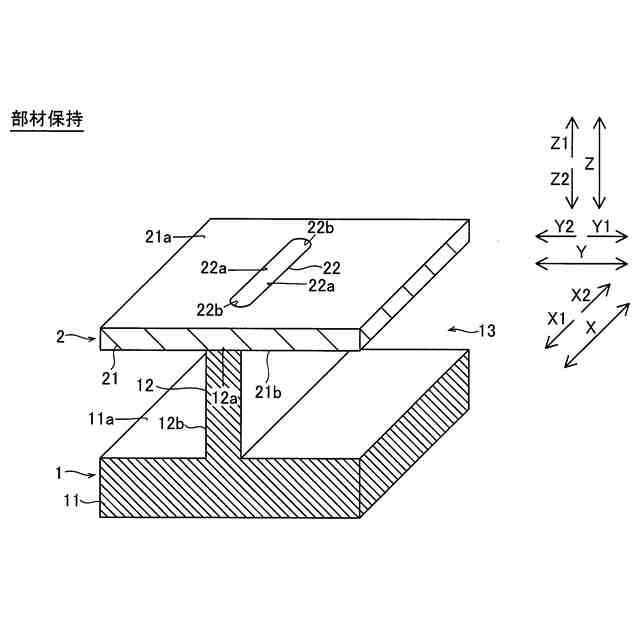
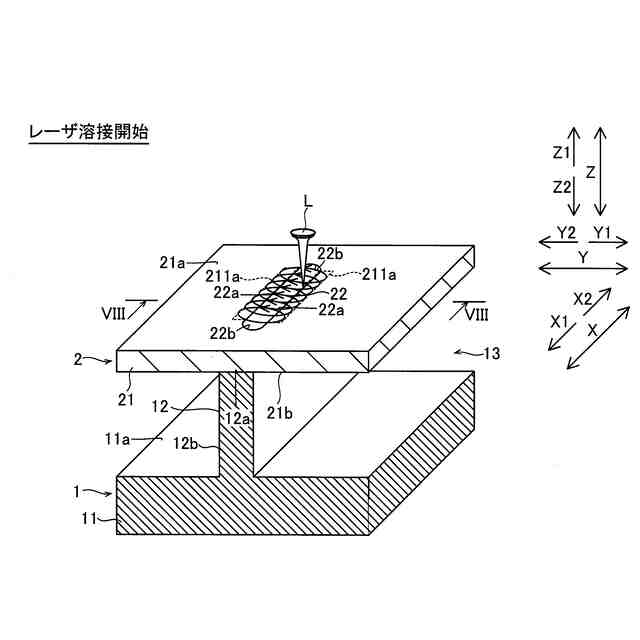
【解決手段】この金属部材100の接合方法は、第1金属部材1における第1表面12aの一部が露出するように、第2金属部材2における側面22aの照射方向側の端部を当接させるステップS1と、第2金属部材2の端側表面部分221aに向かってエネルギービームLを照射することにより、第1金属部材1と第2金属部材2とを互いに溶接して接合するステップS3とを備える。
【選択図】図5
特許請求の範囲
【請求項1】
第1金属部材と第2金属部材とをエネルギービームにより溶接する金属部材の接合方法であって、
前記第1金属部材における、前記エネルギービームの照射方向に直交する方向に沿った第1表面に対して、前記第1表面の一部が露出するように、前記第2金属部材における前記照射方向に沿った側面の前記照射方向側の端部を当接させるステップと、
前記第2金属部材の前記側面の前記照射方向側とは反対側の端部と連続する前記照射方向に直交する方向に沿った第2表面のうちの前記側面側の端側表面部分に向かって前記エネルギービームを照射することにより、前記第1金属部材と前記第2金属部材とを互いに溶接して接合するステップとを備える、金属部材の接合方法。
続きを表示(約 1,800 文字)
【請求項2】
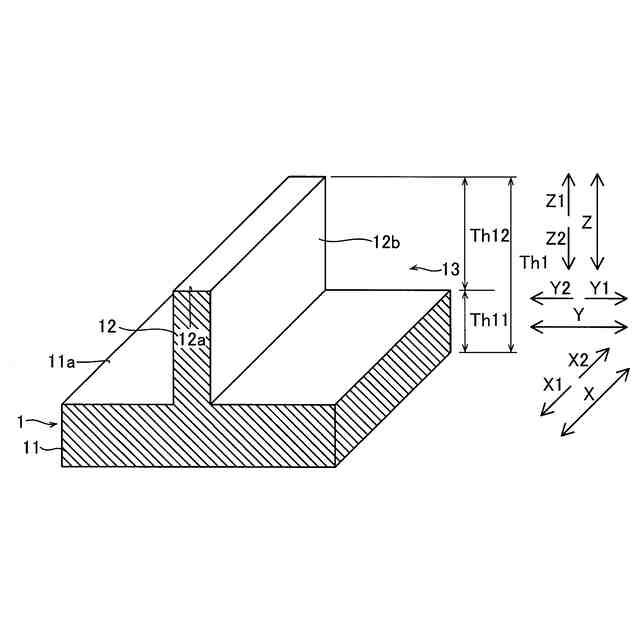
前記第1金属部材は、前記第1表面から前記照射方向に延びて所定の厚みを有する形状を有し、
前記溶接して接合するステップは、前記第1金属部材の前記第1表面の露出した部分、および、前記第2金属部材の前記端側表面部分の各々に向かって前記エネルギービームを照射するステップを含む、請求項1に記載の金属部材の接合方法。
【請求項3】
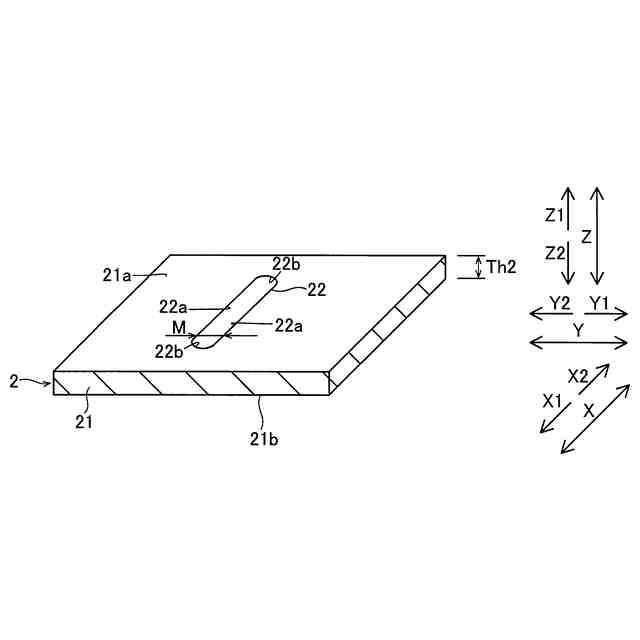
前記第2金属部材は、前記照射方向に貫通したスリットと、前記照射方向および前記スリットの延びる方向の両方に直交する方向に対向する一対の前記側面とを含み、
前記溶接して接合するステップは、前記エネルギービームにより、前記第1表面の露出した部分、および、前記第2金属部材における一対の前記側面の各々に対応する前記端側表面部分の両方を溶融させつつ、前記第1表面の露出した部分と一対の前記側面とに囲まれて構成された空間に溶融させた金属を充填させるステップを有する、請求項1に記載の金属部材の接合方法。
【請求項4】
前記第2金属部材は、前記照射方向に貫通したスリットと、前記照射方向および前記スリットの延びる方向の両方に直交する方向に対向する一対の前記側面とを含み、
前記溶接して接合するステップは、対向する一対の前記側面間の間隔よりも小さいスポット径に調整された前記エネルギービームを、前記第1金属部材の前記第1表面の露出した部分、および、前記第2金属部材の前記端側表面部分の各々に向かって照射するステップを有する、請求項1に記載の金属部材の接合方法。
【請求項5】
前記第1金属部材は、前記照射方向に窪ませて設けられ、前記第2金属部材が嵌め込まれる嵌め込み用凹部を含み、
前記当接させるステップは、前記第1金属部材の前記嵌め込み用凹部に前記第2金属部材を嵌め込むステップを含み、
前記溶接して接合するステップは、前記エネルギービームにより、前記第2金属部材の前記側面と、前記第2金属部材の前記側面に対向する前記嵌め込み用凹部の対向側面とを互いに溶接して接合するステップを有する、請求項1に記載の金属部材の接合方法。
【請求項6】
前記溶接して接合するステップは、前記エネルギービームにより、前記第2金属部材の前記側面と、前記嵌め込み用凹部の前記対向側面と、前記第1金属部材の前記第1表面の露出した部分とを互いに溶接して接合するステップを有する、請求項5に記載の金属部材の接合方法。
【請求項7】
前記第1金属部材は、前記嵌め込み用凹部の前記照射方向側に設けられた流体が流れる流路用凹部を含み、
前記エネルギービームによる溶接をオーバーラップさせる溶接オーバーラップ領域に設けられ、前記エネルギービームによる溶接に起因して発生する金属蒸気を前記流路用凹部に逃がす逃がし空間部をさらに備え、
前記嵌め込むステップは、前記嵌め込み用凹部に前記第2金属部材を嵌め込むことにより、前記流路用凹部を流体が流れる流路として形成するステップを含み、
前記溶接して接合するステップは、前記溶接オーバーラップ領域において、前記エネルギービームにより、前記第2金属部材の前記側面と、前記第1金属部材の前記対向側面とを溶融させるステップを含む、請求項5に記載の金属部材の接合方法。
【請求項8】
前記逃がし空間部は、前記第1金属部材の前記嵌め込み用凹部の底面における前記溶接オーバーラップ領域に形成された第1切り欠きであり、
前記溶接して接合するステップは、前記溶接オーバーラップ領域において、前記エネルギービームにより、前記第2金属部材の前記側面と、前記第1金属部材の前記対向側面とを溶融させるステップを含む、請求項7に記載の金属部材の接合方法。
【請求項9】
前記逃がし空間部は、前記第2金属部材の前記側面における前記溶接オーバーラップ領域に形成された第2切り欠きであり、
前記溶接して接合するステップは、前記溶接オーバーラップ領域において、前記エネルギービームにより、前記第2金属部材の前記側面と、前記第1金属部材の前記対向側面とを溶融させるステップを含む、請求項7に記載の金属部材の接合方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属部材の接合方法に関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
従来、金属部材の接合方法が知られている(たとえば、特許文献1参照)。
【0003】
上記特許文献1には、レーザ(エネルギービーム)により、下金属板(第1金属部材)および上金属板(第2金属部材)を溶接する金属板の接合方法が開示されている。この金属板の接合方法では、下金属板の上に上金属板を重ね合わせた状態で、上金属板および下金属板の両方が治具で保持される。この金属板の接合方法では、レーザが上金属板に照射されることにより、上金属板が溶融されるとともに、レーザが溶融した上金属板を貫通して下金属板に照射されることにより、下金属板が溶融される。また、この金属板の接合方法では、レーザが溶融した上金属板および下金属板の両方を貫通する。これにより、金属板の接合方法では、レーザにより上金属板および下金属板の両方を貫通させることにより、下金属板が溶融する際に発生した金属蒸気を下金属板の下方の空間に逃がしている。
【先行技術文献】
【特許文献】
【0004】
特開2010-94702号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記特許文献1の金属板の接合方法では、レーザにより上金属板および下金属板の両方を貫通させるまでの間、下金属板を溶融させる際に発生した金属蒸気が、下金属板の下方の空間に逃げることができず、かつ、溶融した上金属板により上金属板の上方の空間に逃げにくい。この場合、下金属板を溶融させる際に発生した金属蒸気は、溶融した上金属板の溶融金属に侵入する。このため、上記特許文献1の金属板の接合方法では、侵入した金属蒸気に起因して、溶融した上金属板および下金属板の各々の溶融金属が凝固することにより形成された接合部分に気孔(ブローホール)が発生するという問題点がある。
【0006】
この発明は、上記のような課題を解決するためになされたものであり、この発明の1つの目的は、金属部材の溶融金属への金属蒸気の侵入を抑制することにより、溶融金属が凝固して形成された接合部分においてブローホールが発生するのを抑制することが可能な金属部材の接合方法を提供することである。
【課題を解決するための手段】
【0007】
上記目的を達成するために、この発明の一の局面における金属部材の接合方法は、第1金属部材と第2金属部材とをエネルギービームにより溶接する金属部材の接合方法であって、第1金属部材における、エネルギービームの照射方向に直交する方向に沿った第1表面に対して、第1表面の一部が露出するように、第2金属部材における照射方向に沿った側面の照射方向側の端部を当接させるステップと、第2金属部材の側面の照射方向側とは反対側の端部と連続する照射方向に直交する方向に沿った第2表面のうちの側面側の端側表面部分に向かってエネルギービームを照射することにより、第1金属部材と第2金属部材とを互いに溶接して接合するステップとを備える。
【0008】
この発明の一の局面における金属部材の接合方法では、上記のように、第2金属部材の端側表面部分に向かってエネルギービームを照射することにより、第1金属部材と第2金属部材とを互いに溶接して接合するステップを設ける。これにより、第1金属部材の第1表面を露出させている空間に、第2金属部材の端側表面部分に向かって照射されたエネルギービームにより発生する第1金属部材および第2金属部材の金属蒸気を排出することができる。したがって、第1金属部材および第2金属部材から発生した金属蒸気が金属部材外の外部空間へ排出されやすくなることにより、金属蒸気の第2金属部材の溶融金属への侵入を抑制することができる。その結果、金属部材に含まれる第2金属部材の溶融金属への金属蒸気の侵入を抑制することにより、金属部材に含まれる第1金属部材および第2金属部材の各々の溶融金属が凝固して形成された接合部分においてブローホールが発生するのを抑制することができる。
【0009】
上記一の局面による金属部材の接合方法において、好ましくは、第1金属部材は、第1表面から照射方向に延びて所定の厚みを有する形状を有し、溶接して接合するステップは、第1金属部材の第1表面の露出した部分、および、第2金属部材の端側表面部分の各々に向かってエネルギービームを照射するステップを含む。
【0010】
ここで、エネルギービームにより第1金属部材を貫通させることによって、第1金属部材から発生した金属蒸気をその貫通させた照射方向側の先端から金属部材外に排出するという方法が、一般的に知られている。この方法を、第1金属部材におけるエネルギービームを照射する部分が、所定の厚み(ある程度大きい厚み)を有する形状である場合に採用すると、エネルギービームにより第1金属部材を貫通するまでの間において、第1金属部材から発生した金属蒸気が、第1金属部材の溶融金属に侵入することになり、第1金属部材と第2金属部材との接合部分においてブローホールが発生してしまうことになる。そこで、第1金属部材の第1表面の露出した部分、および、第2金属部材の端側表面部分の各々に向かってエネルギービームを照射するステップにより、エネルギービームにより第1金属部材を貫通させることなく、第1金属部材から発生した金属蒸気を金属部材外の空間へ排出されやすくすることができるので、溶融した第1金属部材および第2金属部材が凝固することにより形成された接合部分においてブローホールが発生するのをより抑制することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
20日前
個人
トーチノズル
19日前
日東精工株式会社
検査装置
25日前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
組み付け装置
11日前
シヤチハタ株式会社
組立ライン
13日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
19日前
有限会社ハラダ印刷
穿孔機用案内板
3か月前
福井県
マルチマテリアルの点接合構造
3か月前
ダイハツ工業株式会社
冷却構造
11日前
株式会社MOLDINO
ドリル
2か月前
株式会社ダイヘン
くびれ検出制御方法
3か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
インチング制御方法
1か月前
ブラザー工業株式会社
工作機械
1か月前
津根精機株式会社
鉄筋切断装置
3か月前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
株式会社向洋技研
スポットネジ及び電極
3か月前
個人
交換式給油ブラシの切削油の給油器
2か月前
株式会社不二越
エンドミル
2か月前
光精工株式会社
クーラントタンク
1か月前
古川精機株式会社
タッピングガイド
1か月前
津田駒工業株式会社
工作機械用の主軸装置
26日前
株式会社進和
肉盛加工ノズル
3か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社ムラタ溶研
剪断装置
1か月前
株式会社ダイヘン
アークスタート制御方法
1か月前
株式会社メタルクリエイト
切削装置
5日前
トヨタ自動車株式会社
レーザ加工装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































