TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024111597
公報種別
公開特許公報(A)
公開日
2024-08-19
出願番号
2023016196
出願日
2023-02-06
発明の名称
刃具自動組付装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23Q
17/00 20060101AFI20240809BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数種類のホルダを1台の装置の簡単な構造で組付けることができる刃具自動組付装置を提供すること。
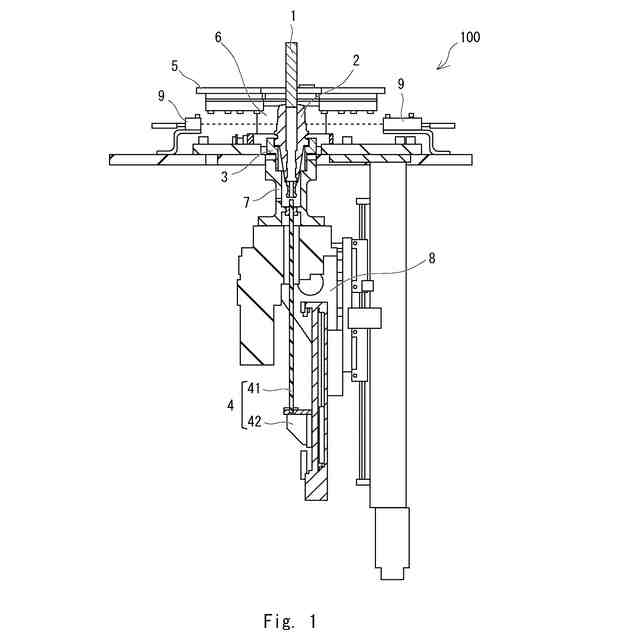
【解決手段】本開示の刃具自動組付装置100では、ソケット3は、刃具1が装着されたホルダ2を着脱可能に保持して刃具1の軸方向に昇降される。刃具突き出し量調整ユニット4は、刃具1の突き出し量を調整する。インデックステーブル5は、キャップ径が異なる複数のホルダ2に対応する複数のレンチ51を設け、刃具1の軸と平行な軸を中心に回転する。インデックス回転ユニット6は、ソケット3が下降し、ホルダ2及び刃具1が干渉しないように、ホルダ2のキャップ径に対応するレンチ51の中心軸が刃具1の軸に一致するようにインデックステーブル5を回転させ、レンチ51を回転割出する。ホルダ回転ユニット7は、ソケット3が上昇し、レンチ51に嵌合されたホルダ2を回転させ、キャップを締め付ける。
【選択図】図1
特許請求の範囲
【請求項1】
刃具が装着されたホルダを着脱可能に保持すると共に、当該保持された前記ホルダに装着された前記刃具の軸方向に昇降されるソケットと、
前記ソケットに保持された前記ホルダに装着された前記刃具の当該ホルダからの突き出し量を調整する刃具突き出し量調整ユニットと、
キャップ径が異なる複数のホルダに対応する複数のレンチを設け、かつ、前記ソケットに保持された前記ホルダに装着された前記刃具の軸と平行な軸を中心に回転するインデックステーブルと、
前記ソケットが下降し、前記ソケットに保持された前記ホルダ及び前記突き出し量が調整された前記刃具が前記インデックステーブルに干渉しない退避位置に位置した状態で、前記複数のレンチのうち前記ソケットに保持された前記ホルダのキャップ径に対応するレンチの中心軸が前記ソケットに保持された前記ホルダに装着された前記刃具の軸に一致するように前記インデックステーブルを回転させることにより、レンチを回転割出するインデックス回転ユニットと、
前記ソケットが上昇し、前記ソケットに保持された前記ホルダに装着され、かつ前記突き出し量が調整された前記刃具が前記回転割出された前記レンチに挿入され、かつ、当該ホルダのキャップが前記回転割出された前記レンチに嵌合した状態で、前記ソケットに保持された前記ホルダを回転させることにより、前記キャップを締め付けるホルダ回転ユニットと、を備える
刃具自動組付装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、刃具自動組付装置に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
特許文献1では、ホルダに装着される刃具の交換作業及びホルダに装着した刃具の突出長さの調整作業を自動化することを可能にした刃具交換装置が開示されている。当該刃具交換装置は、刃具が装着されたホルダを着脱自在に保持するスピンドルと、スピンドルの回転駆動装置と、スピンドルの回転軸の方向に沿ってスライダーを変位させる昇降装置と、スライダーに搭載されていてホルダのナット部を把持するスパナと、刃具の突出長さを調整する突出長さ調整機構と、ホルダの参照情報に基づいてスライダーの位置及び回転駆動装置により与えられるスピンドルの回転数又はトルクを制御すると共に、突出長さ調整機構により与えられる刃具の刃先の位置を制御する制御装置とを有する。
【先行技術文献】
【特許文献】
【0003】
特開2022-067717号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1に係る技術では、2面幅やカギ溝を持たないホルダキャップを組付ける場合、カギ爪等に代わり円筒型のワンウェイクラッチレンチを備える必要がある。1台の装置で複数のホルダを交換する場合、ワンウェイクラッチレンチの穴径を調整する技術は存在しないため、ワンウェイクラッチレンチの交換が必須となる。そのため、複数種類のホルダを1台の装置の簡単な構造で組付けることができないという課題があった。
【0005】
本開示により、そのような課題を鑑みることによって、複数種類のホルダを1台の装置の簡単な構造で組付けることができる刃具自動組付装置を提供することができる。
【課題を解決するための手段】
【0006】
本開示の刃具自動組付装置は、
刃具が装着されたホルダを着脱可能に保持すると共に、当該保持された前記ホルダに装着された前記刃具の軸方向に昇降されるソケットと、
前記ソケットに保持された前記ホルダに装着された前記刃具の当該ホルダからの突き出し量を調整する刃具突き出し量調整ユニットと、
キャップ径が異なる複数のホルダに対応する複数のレンチを設け、かつ、前記ソケットに保持された前記ホルダに装着された前記刃具の軸と平行な軸を中心に回転するインデックステーブルと、
前記ソケットが下降し、前記ソケットに保持された前記ホルダ及び前記突き出し量が調整された前記刃具が前記インデックステーブルに干渉しない退避位置に位置した状態で、前記複数のレンチのうち前記ソケットに保持された前記ホルダのキャップ径に対応するレンチの中心軸が前記ソケットに保持された前記ホルダに装着された前記刃具の軸に一致するように前記インデックステーブルを回転させることにより、レンチを回転割出するインデックス回転ユニットと、
前記ソケットが上昇し、前記ソケットに保持された前記ホルダに装着され、かつ前記突き出し量が調整された前記刃具が前記回転割出された前記レンチに挿入され、かつ、当該ホルダのキャップが前記回転割出された前記レンチに嵌合した状態で、前記ソケットに保持された前記ホルダを回転させることにより、前記キャップを締め付けるホルダ回転ユニットと、を備える。
【発明の効果】
【0007】
本開示は、複数種類のホルダを1台の装置の簡単な構造で組付けることができる刃具自動組付装置を提供することができる。
【図面の簡単な説明】
【0008】
第1の実施形態に係る刃具自動組付装置の構成の一例を示す断面図である。
第1の実施形態に係る刃具自動組付装置の構成の一例を示す俯瞰図である。
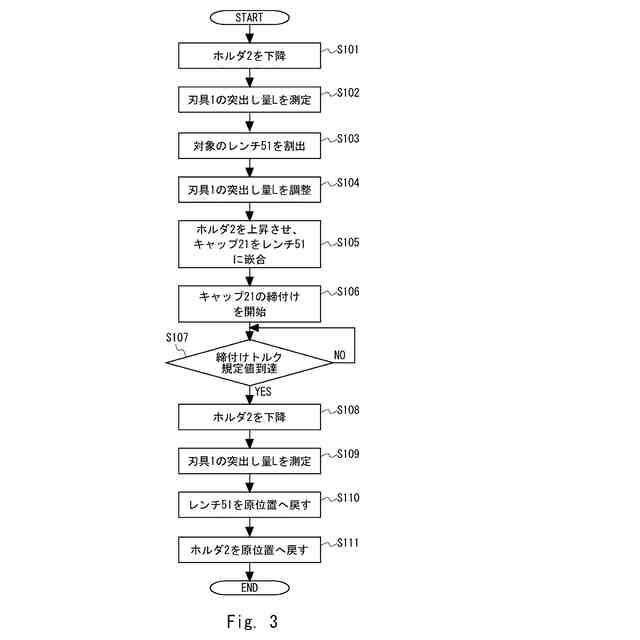
第1の実施形態に係る刃具自動組付装置の動作の一例を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下では、本開示を適用した具体的な実施形態について、図面を参照しながら詳細に説明する。各図面において、同一要素には同一の符号が付されており、説明の明確化のため、必要に応じて重複説明は省略する。
【0010】
(第1の実施形態)
まず、図1から図2を用いて、第1の実施形態に係る刃具自動組付装置100の構成を説明する。図1は、第1の実施形態に係る刃具自動組付装置100の構成の一例を示す断面図である。図2は、第1の実施形態に係る刃具自動組付装置100の構成の一例を示す俯瞰図である。図2Aは、刃具自動組付装置100の構成の一例を示す俯瞰図である。図2Bは、刃具自動組付装置100に組付けられる刃具が装着されたホルダの構成の一例を示す俯瞰図である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
1か月前
有限会社津谷工業
切削工具
3か月前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
14日前
株式会社ダイヘン
積層造形溶接方法
18日前
トヨタ自動車株式会社
積層コア
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社ナベヤ
締結装置
18日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
取付装置
1か月前
株式会社メドメタレックス
ドリル
2か月前
オークマ株式会社
工作機械
4日前
オークマ株式会社
診断装置
4日前
株式会社不二越
歯車研削盤
26日前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
トヨタ自動車株式会社
位相測定方法
2か月前
サムテック株式会社
加工物製造方法
2か月前
株式会社ダイヘン
溶接トーチ
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社FUJI
自動化用パレット
2か月前
トヨタ自動車株式会社
銅線の接合方法
18日前
株式会社不二越
工具の製造方法
2か月前
DMG森精機株式会社
工作機械
1か月前
工機ホールディングス株式会社
作業機
2か月前
工機ホールディングス株式会社
作業機
2か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































