TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024082420
公報種別
公開特許公報(A)
公開日
2024-06-20
出願番号
2022196256
出願日
2022-12-08
発明の名称
熱加工システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/10 20060101AFI20240613BHJP(工作機械;他に分類されない金属加工)
要約
【課題】省エネモードからの復帰時に、作業者の操作負担を軽減し、かつ、作業開始までの時間をより短縮できる熱加工システムを提供する。
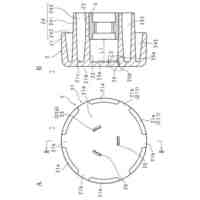
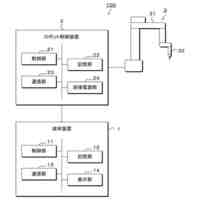
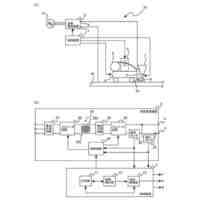
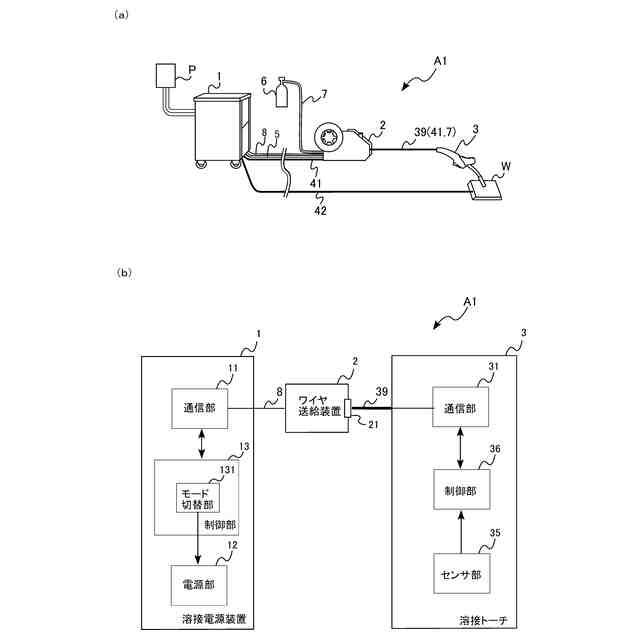
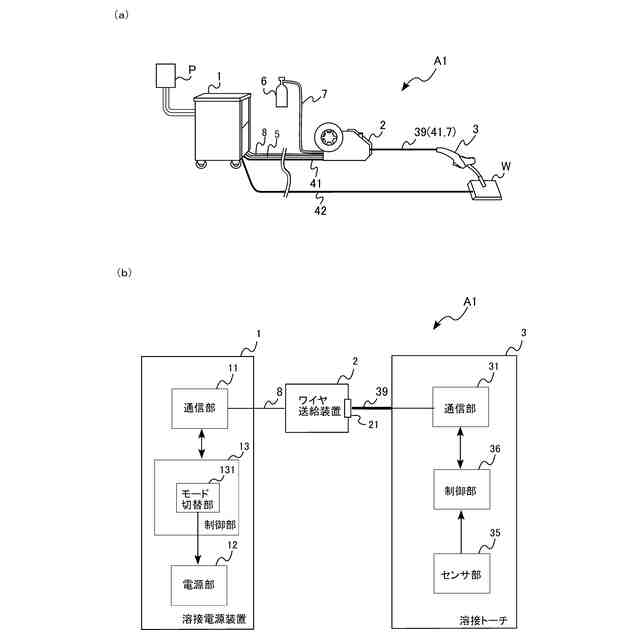
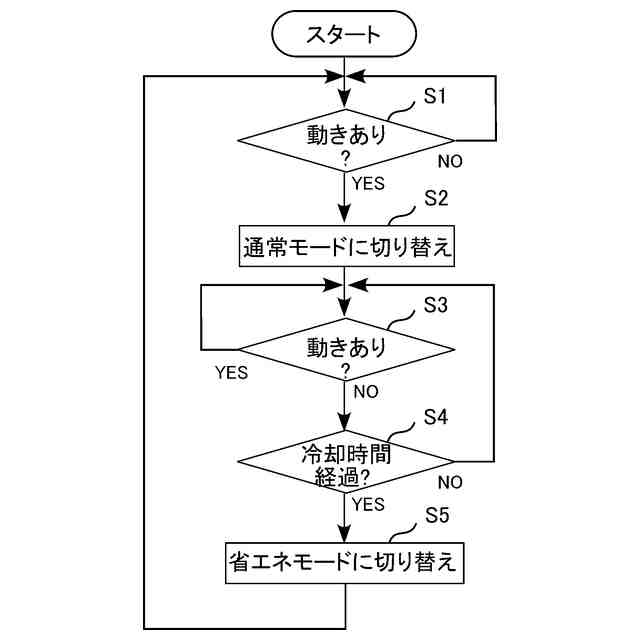
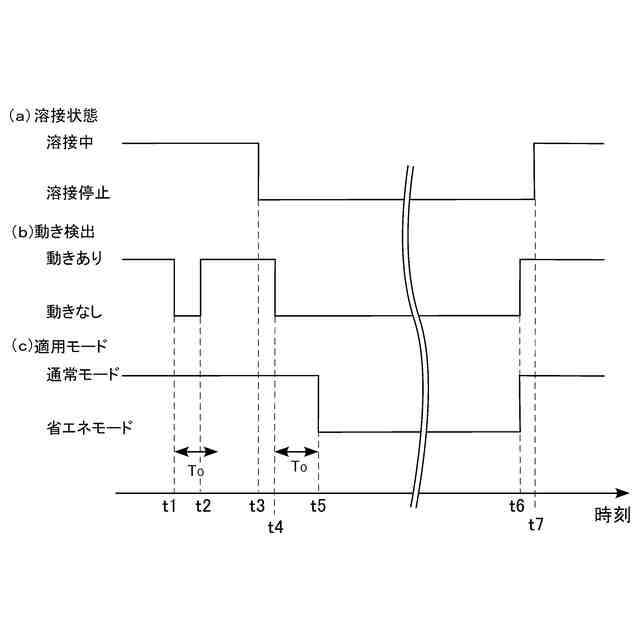
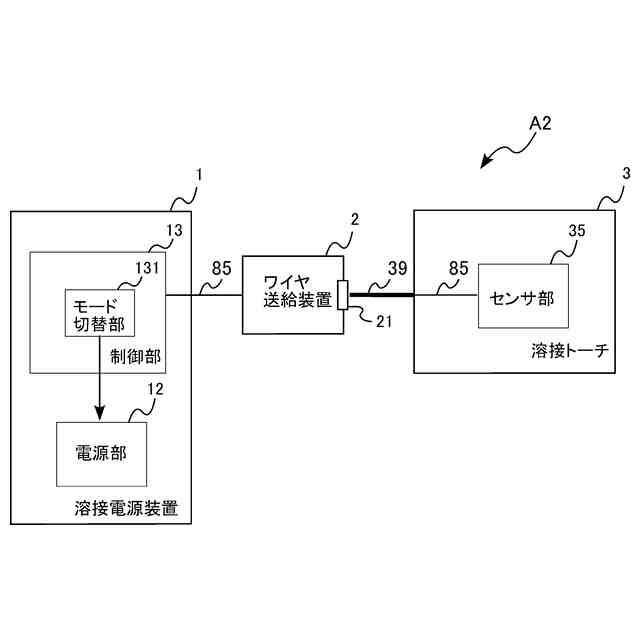
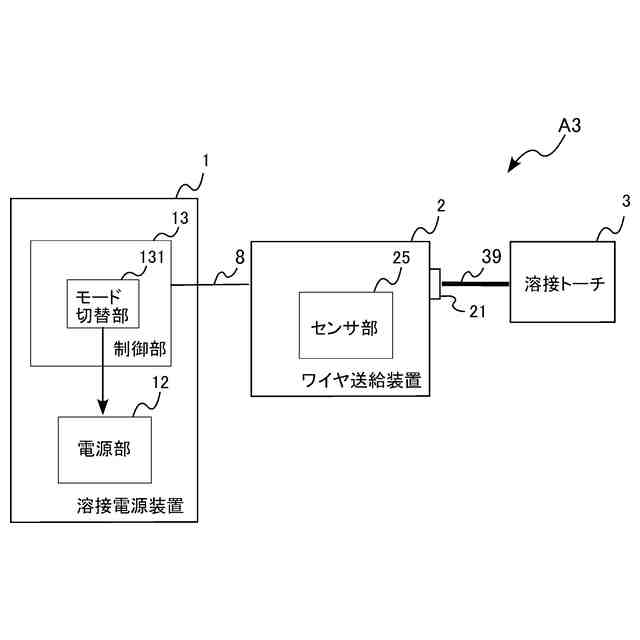
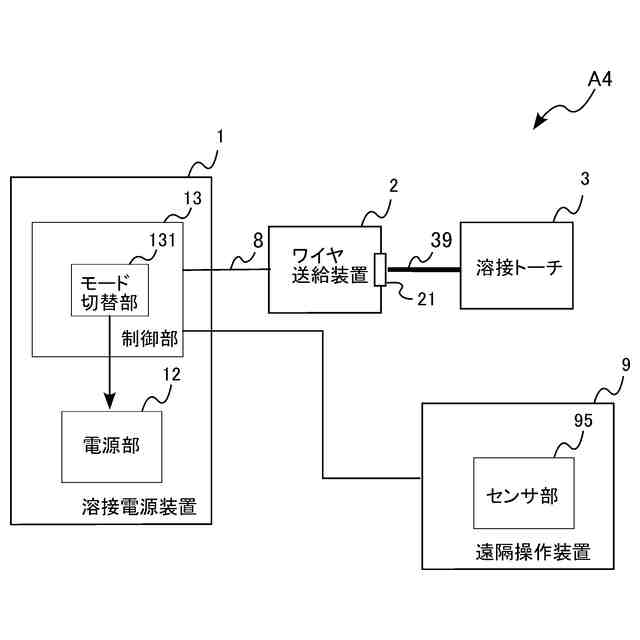
【解決手段】溶接システムA1は、溶接電源装置1と、溶接電源装置1に接続され、かつ、操作者によって移動させられる溶接トーチ3と、を備えている。溶接トーチ3は、動きを検知するセンサ部35を備えている。溶接電源装置1は、電力を供給する電源部12と、電源部12による電力供給を制限しない通常モードと制限する省エネモードとを切り替えるモード切替部131とを備えている。モード切替部131は、センサ部35によって動きが検知された場合、省エネモードから通常モードに切り替える。
【選択図】図1
特許請求の範囲
【請求項1】
電源装置と、前記電源装置に接続され、かつ、操作者によって移動させられる移動部と、を備え、
前記移動部は、動きを検知するセンサを備え、
前記電源装置は、
電力を供給する電源部と、
前記電源部による電力供給を制限しない通常モードと制限する省エネモードとを切り替えるモード切替部と、
を備え、
前記モード切替部は、前記センサによって動きが検知された場合、前記省エネモードから前記通常モードに切り替える、
熱加工システム。
続きを表示(約 320 文字)
【請求項2】
前記モード切替部は、前記センサによって動きが検知されなくなって、所定の冷却期間の経過後、前記通常モードから前記省エネモードに切り替える、
請求項1に記載の熱加工システム。
【請求項3】
前記移動部は、前記電源装置から電力を供給されて溶接を行う溶接トーチである、
請求項1または2に記載の熱加工システム。
【請求項4】
前記電源装置から電力を供給されて溶接を行う溶接トーチと、
前記溶接トーチに溶接ワイヤを送給するワイヤ送給装置と、
をさらに備え、
前記移動部は、前記ワイヤ送給装置である、
請求項1または2に記載の熱加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、トーチを用いて熱加工を行う熱加工システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
アークなどの熱を利用して溶接や切断などの熱加工を行うための熱加工システムがある。熱加工システムは、トーチと、トーチに電力を供給する電源装置とを備えている。たとえば溶接システムの場合、作業者は溶接トーチを把持し、トーチスイッチを操作することで、溶接電源装置から溶接トーチに電力を供給させる。これにより、溶接トーチの先端と被加工物との間にアークが発生して、溶接が行われる。
【0003】
近年、エネルギーの安定供給の確保および地球温暖化の防止などの観点から、溶接電源装置においても、省電力化が求められており、待機電力を抑制することが求められている。一般的に、待機電力を抑制する方法として、機器の操作が一定時間行われない場合に、通常モードから省エネモードに切り替わって、電力の供給を制限する方法が知られている。当該方法においては、機器の操作が行われた場合に、省エネモードから通常モードに切り替わる。溶接システムにおいては、溶接電源装置の配置位置と溶接作業を行う位置とが離れている場合がある。省エネモードからの復帰の条件を、溶接電源装置の操作パネルの操作とすると、操作者は、省エネモードからの復帰のために、溶接電源装置まで移動する必要がある。この場合、溶接作業を開始するまでに時間がかかる。特許文献1には、操作ボタンが配置され、当該操作ボタンの操作によって溶接電源装置の操作を行える溶接トーチが開示されている。このような溶接トーチを使用する場合、溶接トーチの操作ボタンの操作を、省エネモードからの復帰の条件とすることで、溶接作業開始までの時間を短縮できる。
【先行技術文献】
【特許文献】
【0004】
特開2007-21542号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、この場合でも、溶接トーチの操作ボタンの操作によって省エネモードから復帰し、その後、溶接可能な状態になるので、溶接作業を開始するまでにある程度の時間が必要になる。なお、この課題は、溶接システムに限られず、切断などのトーチを用いた熱加工システムにおいても同様である。
【0006】
本発明は上記した事情のもとで考え出されたものであって、省エネモードからの復帰時に、作業者の操作負担を軽減し、かつ、作業開始までの時間をより短縮できる熱加工システムを提供することをその目的としている。
【課題を解決するための手段】
【0007】
上記課題を解決するため、本発明では、次の技術的手段を講じている。
【0008】
本発明の第1の側面によって提供される熱加工システムは、電源装置と、前記電源装置に接続され、かつ、操作者によって移動させられる移動部と、を備え、前記移動部は、動きを検知するセンサを備え、前記電源装置は、電力を供給する電源部と、前記電源部による電力供給を制限しない通常モードと制限する省エネモードとを切り替えるモード切替部と、を備え、前記モード切替部は、前記センサによって動きが検知された場合、前記省エネモードから前記通常モードに切り替える。
【0009】
本発明の好ましい実施の形態においては、前記モード切替部は、前記センサによって動きが検知されなくなって、所定の冷却期間の経過後、前記通常モードから前記省エネモードに切り替える。
【0010】
本発明の好ましい実施の形態においては、前記移動部は、前記電源装置から電力を供給されてアーク溶接を行う溶接トーチである。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
碍子
今日
株式会社ダイヘン
移動体
1か月前
株式会社ダイヘン
移動体
1か月前
株式会社ダイヘン
端末装置
1か月前
株式会社ダイヘン
充電装置
1か月前
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
可搬型端末
1か月前
株式会社ダイヘン
充電システム
1か月前
株式会社ダイヘン
干渉判定装置
1か月前
株式会社ダイヘン
溶接検査方法
20日前
株式会社ダイヘン
絶縁紙巻き機構
今日
株式会社ダイヘン
レーザ加工装置
1か月前
株式会社ダイヘン
レーザ加工装置
1か月前
株式会社ダイヘン
プラズマ処理装置
7日前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
株式会社ダイヘン
サブマージアーク溶接システム
27日前
株式会社ダイヘン
サブマージアーク溶接システム
27日前
株式会社ダイヘン
接合監視システムおよび測定方法
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
8日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
8日前
国立大学法人大阪大学
固相接合装置および固相接合方法
1か月前
国立大学法人大阪大学
固相接合装置および不純物の除去方法
1か月前
株式会社ダイヘン
サブマージアーク溶接システム、および、サブマージアーク溶接方法
7日前
国立大学法人大阪大学
抵抗スポット接合方法及び抵抗スポット接合装置
1か月前
個人
作業用治具
2か月前
個人
トーチノズル
2か月前
日東精工株式会社
検査装置
2か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
3か月前
個人
コンタクトチップ
3か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
トヨタ自動車株式会社
治具
3か月前
エンシュウ株式会社
工作機械
2か月前
株式会社ダイヘン
スタッド溶接電源
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ