TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024176627
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023095338
出願日
2023-06-09
発明の名称
サブマージアーク溶接システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/18 20060101AFI20241212BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サブマージアーク溶接の経験が少ない作業者であっても、フラックスの散布量を適切に調整できるサブマージアーク溶接システムを提供する。
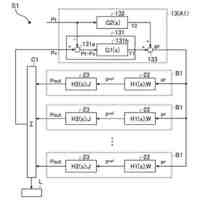
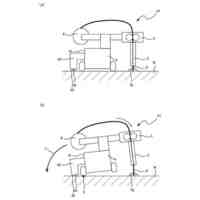
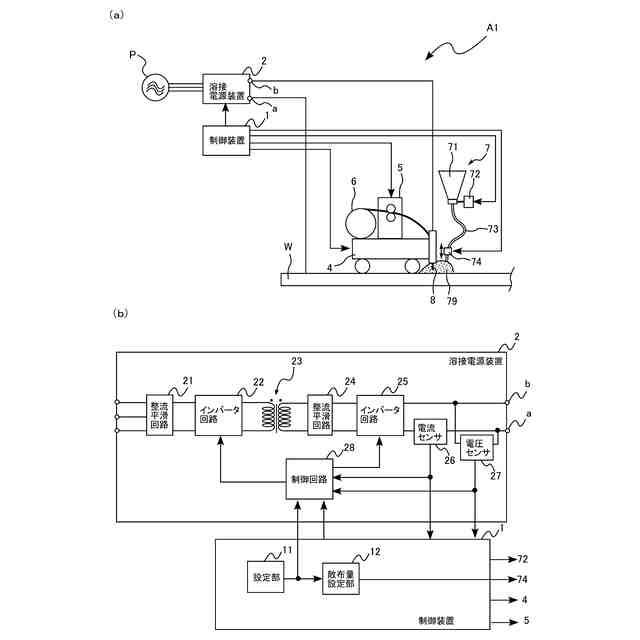
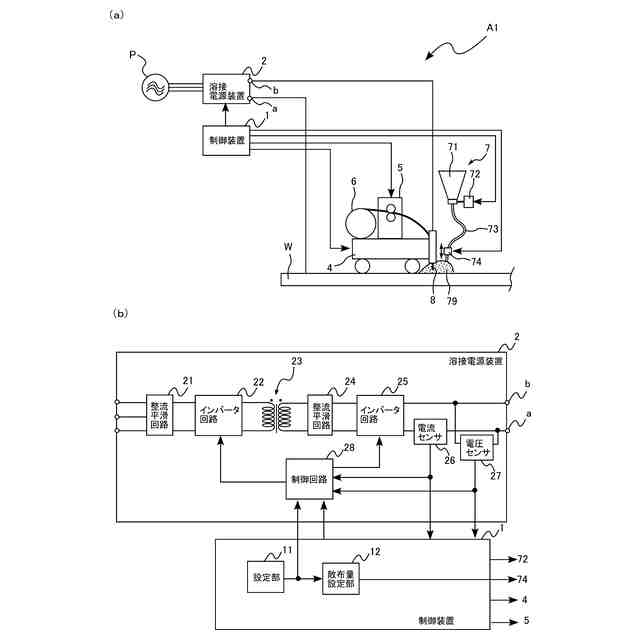
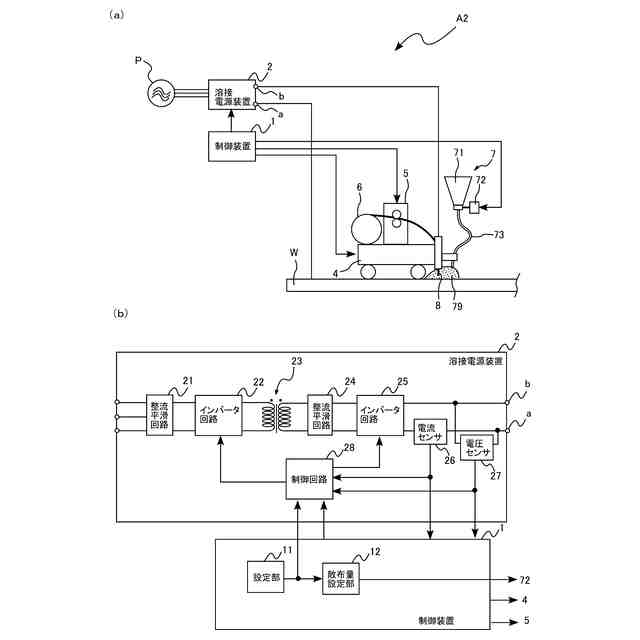
【解決手段】サブマージアーク溶接を行うための溶接システムA1において、インバータ回路25を有し電力を供給する溶接電源装置2と、被溶接物Wの上にフラックス79を散布する散布装置7と、溶接電源装置2および散布装置7を制御する制御装置1と、を備えた。散布装置7は、フラックス79の散布量を、溶接電流、溶接電圧、溶接速度、突出し長、および、開先角度の少なくともいずれかに応じて自動的に変化させる。
【選択図】図1
特許請求の範囲
【請求項1】
サブマージアーク溶接を行うためのサブマージアーク溶接システムであって、
インバータ回路を有し電力を供給する溶接電源装置と、
被溶接物の上にフラックスを散布する散布装置と、
前記溶接電源装置および前記散布装置を制御する制御装置と、
を備え、
前記散布装置は、前記フラックスの散布量を、溶接電流、溶接電圧、溶接速度、突出し長、および、開先角度の少なくともいずれかに応じて自動的に変化させる、
サブマージアーク溶接システム。
続きを表示(約 610 文字)
【請求項2】
前記制御装置は、前記散布量に対応した散布設定値を設定する散布量設定部を備え、
前記散布装置は、前記散布設定値に応じて前記散布量を変化させる散布量変化機構を備えている、
請求項1に記載のサブマージアーク溶接システム。
【請求項3】
前記散布量設定部は、前記溶接電流に基づく散布設定値を設定し、前記溶接電圧に応じて当該散布設定値を補正する、
請求項2に記載のサブマージアーク溶接システム。
【請求項4】
前記散布装置は、
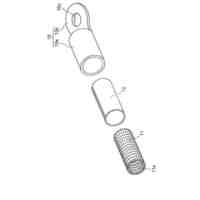
前記フラックスを貯留するホッパと、
前記フラックスを前記ホッパから前記被溶接物の上に導くホースと、
をさらに備え、
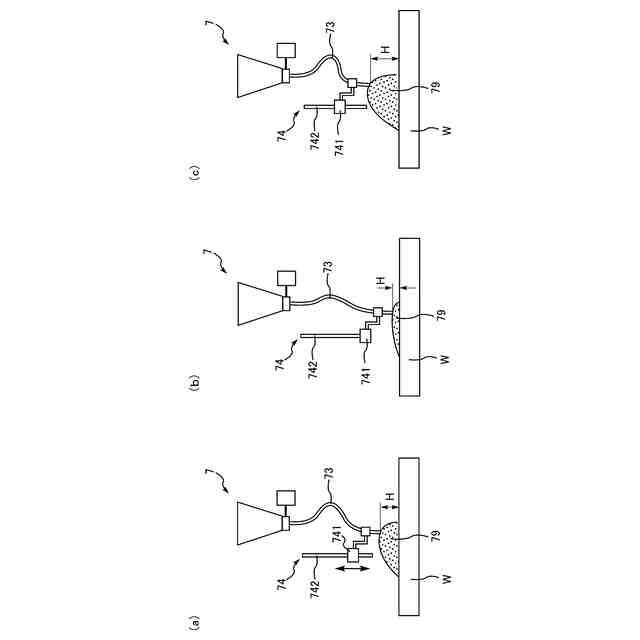
前記散布量変化機構は、前記散布設定値に応じて、前記ホースの先端の前記被溶接物からの高さを変化させる、
請求項2に記載のサブマージアーク溶接システム。
【請求項5】
前記散布装置は、
前記フラックスを貯留するホッパと、
前記フラックスを前記ホッパから前記被溶接物の上に導くホースと、
をさらに備え、
前記散布量変化機構は、
前記ホッパと前記ホースとの間に配置された開閉バルブを備え、
前記散布設定値に応じて前記開閉バルブの開度を変化させる、
請求項2に記載のサブマージアーク溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接を行うためのサブマージアーク溶接システムに関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来からサブマージアーク溶接が知られている。サブマージアーク溶接は、被溶接物の上に粒上のフラックスを散布し、フラックスの中に溶接ワイヤを送給して、溶接ワイヤの先端と被溶接物との間にアークを発生させて溶接を行うものである。サブマージアーク溶接では、太径の溶接ワイヤに大電流を流すことで、厚板を高能率で溶接することができる。
【0003】
フラックスは、アークの周辺をシールドして、アークを安定させる。また、フラックスの一部は、アーク熱によって溶融されてスラグとなり、溶融金属を大気から保護し、また、溶融金属が凝固する際にビードの形状を整える。散布されるフラックスが不足すると、溶接部分が大気にさらされて溶接不良になることがある。逆に、散布されるフラックスが多すぎても、ビードの形状が荒れる場合がある。したがって、フラックスの散布量は、適切に調整する必要がある。特許文献1には、サブマージアーク溶接装置の一例が開示されている。当該サブマージアーク溶接装置は、ホッパに蓄えられたフラックスを、ノズル(ホース)によって溶接部分に供給する。作業者は、バルブを調整することで、フラックスの散布量を調整する。
【先行技術文献】
【特許文献】
【0004】
特開2000-117442号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、フラックスの散布量を適切に調整するには、熟練者のように、多くの経験が必要になる。経験が少ない作業者は、フラックスの散布量を適切に調整することが困難である。
【0006】
本発明は、上記した事情のもとで考え出されたものであって、サブマージアーク溶接の経験が少ない作業者であっても、フラックスの散布量を適切に調整できるサブマージアーク溶接システムを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明によって提供されるサブマージアーク溶接システムは、サブマージアーク溶接を行うためのサブマージアーク溶接システムであって、インバータ回路を有し電力を供給する溶接電源装置と、被溶接物の上にフラックスを散布する散布装置と、前記溶接電源装置および前記散布装置を制御する制御装置と、を備え、前記散布装置は、前記フラックスの散布量を、溶接電流、溶接電圧、溶接速度、突出し長、および、開先角度の少なくともいずれかに応じて自動的に変化させる。
【0008】
なお、「溶接電流」は、溶接時に電極を流れる電流であり、溶接電流の設定値であってもよいし、実際に計測された溶接電流の計測値であってもよい。「溶接電圧」は、溶接時に被溶接物と電極の先端との間に印加される電圧であり、溶接電圧の設定値であってもよいし、実際に計測された溶接電圧の計測値であってもよい。「溶接速度」は、溶接ビードを置く速度であり、電極(台車)の位相速度の設定値などを用いる。「突出し長」は、コンタクトチップの先端から電極(溶接ワイヤ)が突出している長さであり、突出し長の設定値などを用いる。「開先角度」は、被溶接物に設けられた溝状の窪みである開先の角度であり、開先角度の設定値などを用いる。
【0009】
本発明の好ましい実施の形態においては、前記制御装置は、前記散布量に対応した散布設定値を設定する散布量設定部を備え、前記散布装置は、前記散布設定値に応じて前記散布量を変化させる散布量変化機構を備えている。
【0010】
本発明の好ましい実施の形態においては、前記散布量設定部は、前記溶接電流に基づく散布設定値を設定し、前記溶接電圧に応じて当該散布設定値を補正する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電力システム
18日前
株式会社ダイヘン
リユース方法
18日前
株式会社ダイヘン
電力システム
4日前
株式会社ダイヘン
無効電力補償装置
4日前
株式会社ダイヘン
積層造形溶接方法
18日前
株式会社ダイヘン
ロボット制御システム
8日前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
サブマージアーク溶接システム
11日前
株式会社ダイヘン
サブマージアーク溶接システム
11日前
白山商事株式会社
圧着接続部材
19日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
18日前
株式会社ダイヘン
電力変換装置、および、電力システム
25日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
22日前
株式会社ダイヘン
ロボット制御装置及びプラズマ切断方法
4日前
株式会社ダイヘン
スポット接合用電極及びスポット接合装置
19日前
国立大学法人九州工業大学
搬送ロボットの制御方法
26日前
株式会社ダイヘン
サブマージアーク溶接機及びサブマージアーク溶接方法
8日前
株式会社ダイヘン
サブマージアーク溶接機及びサブマージアーク溶接方法
8日前
株式会社ダイヘン
サブマージアーク溶接機及びサブマージアーク溶接方法
8日前
株式会社ダイヘン
サブマージアーク溶接機及びサブマージアーク溶接方法
8日前
株式会社ダイヘン
ロボット制御装置、位置算出方法及びそれに用いられるセンサ装置
8日前
個人
スラッジ除去装置
1か月前
株式会社FUJI
工作機械
14日前
株式会社FUJI
工作機械
1か月前
個人
複合金属回転式ホーン
1か月前
有限会社津谷工業
切削工具
3か月前
株式会社ダイヘン
積層造形溶接方法
18日前
株式会社トーキン
溶接用トーチ
1か月前
株式会社ナベヤ
締結装置
18日前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ツガミ
工作機械
1か月前
トヨタ自動車株式会社
取付装置
1か月前
トヨタ自動車株式会社
積層コア
2か月前
株式会社ツガミ
工作機械
1か月前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ