TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028627
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2023133552
出願日
2023-08-18
発明の名称
サブマージアーク溶接機及びサブマージアーク溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/18 20060101AFI20250221BHJP(工作機械;他に分類されない金属加工)
要約
【課題】交流サブマージアーク溶接において、交流電流の波形を操作するための各種操作パラメータを変化させた場合であっても、操作パラメータの変化に応じて交流電流の波形を定める他の各種パラメータを速やかに計算することができ、目標とする所定電流通りの実効電流を得ることができるサブマージアーク溶接方法を提供する。
【解決手段】サブマージアーク溶接方法であって、溶接電源から出力される電流の交流波形を操作するための複数の操作パラメータと、該複数の操作パラメータと共に交流波形を定めるパラメータとを、出力電流の実効値が所定電流に一致することを拘束条件として関連付けるために、2つ又は3つの操作パラメータと、関数値とを対応付けた複数のテーブルを用意し、複数の操作パラメータを受け付け、受け付けた複数の操作パラメータを用いて、複数のテーブルを参照してパラメータを算出する。
【選択図】図3
特許請求の範囲
【請求項1】
サブマージアーク溶接機であって、
溶接電源から出力される電流の交流波形を操作するための複数の操作パラメータと、該複数の操作パラメータと共に交流波形を定めるためのパラメータとを、出力電流の実効値が所定電流に一致することを拘束条件として関連付けるために、2つ又は3つの前記操作パラメータと、関数値とを対応付けた複数のテーブルを記憶する記憶部と、
前記複数の操作パラメータを受け付ける設定受付部と、
該設定受付部にて受け付けた前記複数の操作パラメータを用いて、前記記憶部が記憶する複数のテーブルを参照して前記パラメータを算出する演算処理部と
を備えるサブマージアーク溶接機。
続きを表示(約 810 文字)
【請求項2】
前記操作パラメータは、
EP(Electrode Positive)期間及びEN(Electrode Negative)期間の長さの比、EP期間及びEN期間におけるピーク電流の比、又は極性切替電流を含み、
前記パラメータは、EP期間の長さ、EN期間の長さ、EP期間におけるピーク電流、又はEN期間におけるピーク電流を含む
請求項1に記載のサブマージアーク溶接機。
【請求項3】
前記演算処理部は、
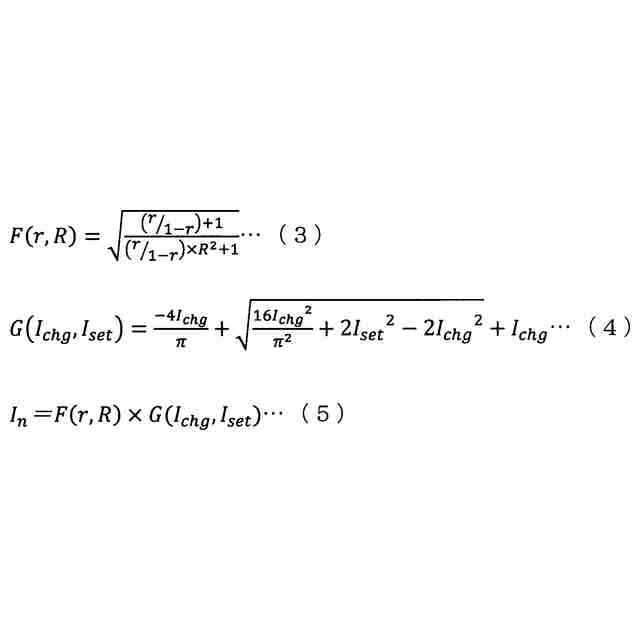
下記式に基づいて、EN期間におけるピーク電流又はEP期間におけるピーク電流を算出する
請求項1に記載のサブマージアーク溶接機。
In=F(r,R)×G(Ichg,Iset)
Ip=R×In
但し、
In:EN期間におけるピーク電流
Ip:EP期間におけるピーク電流
F(r,R):第1の前記テーブルに係る関数
G(Ichg,Iset):第2の前記テーブルに係る関数
r:EP期間及びEN期間の長さの比
R:EP期間及びEN期間のピーク電流の比
Ichg:極性切替電流
Iset:所定電流
【請求項4】
サブマージアーク溶接方法であって、
溶接電源から出力される電流の交流波形を操作するための複数の操作パラメータと、該複数の操作パラメータと共に交流波形を定めるためのパラメータとを、出力電流の実効値が所定電流に一致することを拘束条件として関連付けるために、2つ又は3つの前記操作パラメータと、関数値とを対応付けた複数のテーブルを用意し、
前記複数の操作パラメータを受け付け、
受け付けた前記複数の操作パラメータを用いて、前記複数のテーブルを参照して前記パラメータを算出する
サブマージアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接機及びサブマージアーク溶接方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
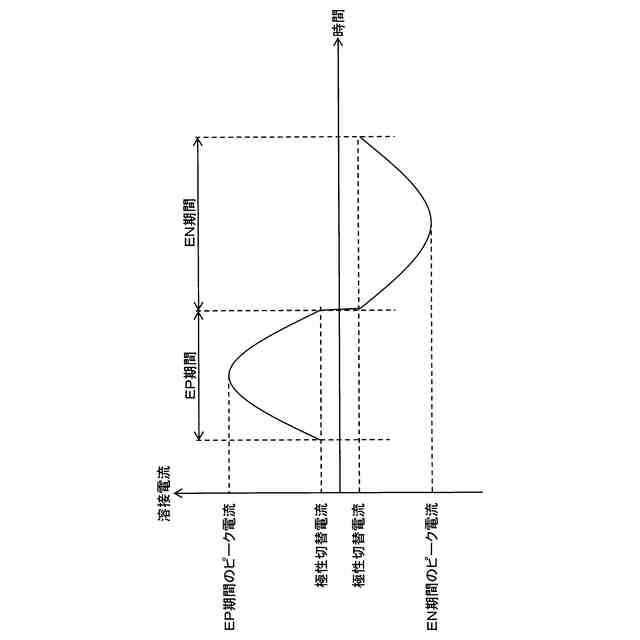
交流サブマージアーク溶接では、溶接ワイヤの極性がプラスとマイナスに交互に切り替えられるところ、EP(Electrode Positive)期間及びEN(Electrode Negative)期間の長さ又はピーク電流を操作することで、溶込み形状又はワイヤ溶着速度を制御できることが知られている(例えば、特許文献1)。EP期間は溶接ワイヤの電圧極性がプラスの期間、EN期間は溶接ワイヤの電極極性がマイナスの期間である。
【0003】
EP期間を長くするほど、またはEP期間のピーク電流を大きくするほど、溶込み形状が狭く深くなり、ワイヤ溶着速度は小さくなる傾向がある。また、EN期間を長くするほど、またはEN期間のピーク電流を大きくするほど、溶込み形状は広く浅くなり、ワイヤ溶着速度が大きくなる傾向がある。
【先行技術文献】
【特許文献】
【0004】
特開2018-153866公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ただし、EP期間及びEN期間の長さ又はピーク電流が変化すると、それに伴い、実効電流(出力電流の実効値)が変化する。そのため、一般的には、実効電流の変化が小さくなるように、関連する複数のパラメータを連動させる方法が用いられる。パラメータを連動させれば、実効電流の変化をある程度小さく抑えることができるが、単純な操作(連動)だけでは、実効電流の変化を完全になくすことはできず、場合によっては100Aを超える大きな実効電流変化が生じ得る。
【0006】
本開示の目的は、交流サブマージアーク溶接において、交流電流の波形を操作するための各種操作パラメータを変化させた場合であっても、目標とする所定電流通りの実効電流を得ることを可能にする、交流電流波形の他の各種パラメータを速やかに計算することができるサブマージアーク溶接機及びサブマージアーク溶接方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示の一側面に係るサブマージアーク溶接機は、サブマージアーク溶接機であって、溶接電源から出力される電流の交流波形を操作するための複数の操作パラメータと、該複数の操作パラメータと共に交流波形を定めるためのパラメータとを、出力電流の実効値が所定電流に一致することを拘束条件として関連付けるために、2つ又は3つの前記操作パラメータと、関数値とを対応付けた複数のテーブルを記憶する記憶部と、前記複数の操作パラメータを受け付ける設定受付部と、該設定受付部にて受け付けた前記複数の操作パラメータを用いて、前記記憶部が記憶する複数のテーブルを参照して前記パラメータを算出する演算処理部とを備える。
【0008】
本開示の一側面に係るサブマージアーク溶接方法は、サブマージアーク溶接方法であって、溶接電源から出力される電流の交流波形を操作するための複数の操作パラメータと、該複数の操作パラメータと共に交流波形を定めるためのパラメータとを、出力電流の実効値が所定電流に一致することを拘束条件として関連付けるために、2つ又は3つの前記操作パラメータと、関数値とを対応付けた複数のテーブルを用意し、前記複数の操作パラメータを受け付け、受け付けた前記複数の操作パラメータを用いて、前記複数のテーブルを参照して前記パラメータを算出する。
【発明の効果】
【0009】
本開示の一側面によれば、交流サブマージアーク溶接において、交流電流の波形を操作するための各種操作パラメータを変化させた場合であっても、目標とする所定電流通りの実効電流を得ることを可能にする、交流電流波形の他の各種パラメータを速やかに計算することができる。
【図面の簡単な説明】
【0010】
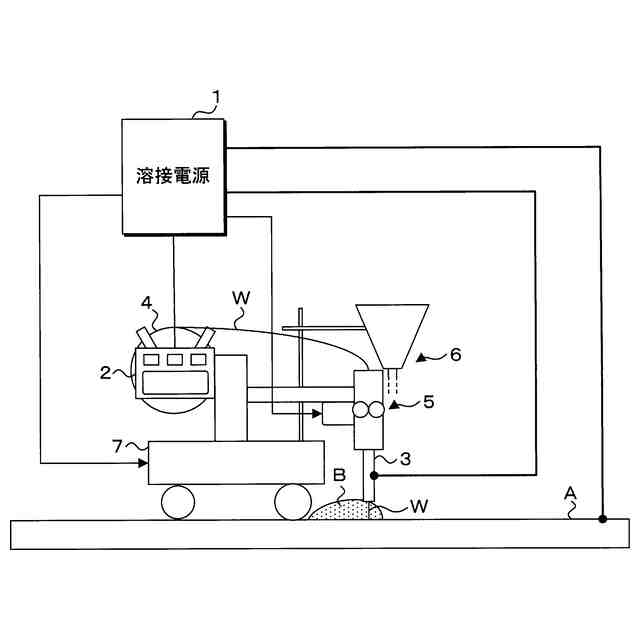
本実施形態に係るサブマージアーク溶接機の一構成を示す模式図である。
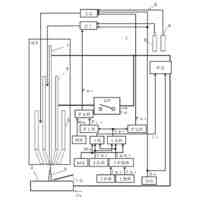
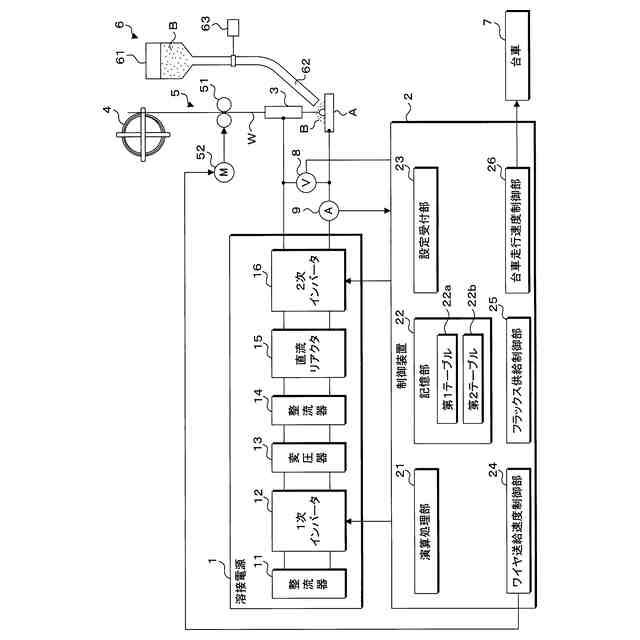
本実施形態に係るサブマージアーク溶接機の一構成を示すブロック図である。
溶接電源から出力される電流の交流波形の一例を示す模式図である。
本実施形態に係る制御方法を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め装置
25日前
株式会社FUJI
工作機械
今日
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
20日前
株式会社ダイヘン
積層造形溶接方法
1か月前
株式会社ナベヤ
締結装置
1か月前
株式会社FUJI
チャック装置
10日前
大和ハウス工業株式会社
溶接方法
26日前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
20日前
オークマ株式会社
工作機械
19日前
オークマ株式会社
診断装置
1か月前
株式会社不二越
歯車研削盤
1か月前
株式会社コスメック
クランプ装置
14日前
株式会社コスメック
クランプ装置
5日前
スター精密株式会社
工作機械
25日前
豊田鉄工株式会社
レーザー溶接装置
21日前
オーエスジー株式会社
ドリル
6日前
トヨタ自動車株式会社
レーザ加工機
11日前
アサダ株式会社
バンドソー装置
10日前
アサダ株式会社
バンドソー装置
10日前
株式会社プロテリアル
クラッド材の製造方法
20日前
株式会社ダイヘン
サブマージアーク溶接装置
11日前
株式会社恵信工業
アプセット溶接方法
13日前
株式会社プロテリアル
クラッド材の製造方法
20日前
トヨタ自動車株式会社
銅線の接合方法
1か月前
宮川工機株式会社
プレカット加工装置
6日前
株式会社マキタ
ジグソー
14日前
株式会社恵信工業
アプセット溶接方法
6日前
エンシュウ株式会社
摩擦撹拌接合装置
5日前
東レエンジニアリング株式会社
レーザ加工装置
5日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社不二越
管用テーパタップ
1か月前
株式会社東芝
レーザ溶接方法
12日前
ライズワークス株式会社
異物除去用タップ
25日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ