TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028629
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2023133554
出願日
2023-08-18
発明の名称
サブマージアーク溶接機及びサブマージアーク溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/18 20060101AFI20250221BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サブマージアーク溶接において、溶接ワイヤの送給可変速制御によってアーク長を制御して溶接を安定化しつつ、溶接方向の単位長さあたりのワイヤ溶着量を一定に保つことができるサブマージアーク溶接方法を提供する。
【解決手段】母材の溶接線に沿ってトーチを移動させながら母材を溶接するサブマージアーク溶接方法であって、トーチから送給される溶接ワイヤの送給速度を変化させることによってアーク長を制御し、溶接線に沿う単位長さあたりのワイヤ溶着量が一定となるトーチの移動速度を決定し、決定した移動速度に基づいてトーチの移動速度を制御する。
【選択図】図3
特許請求の範囲
【請求項1】
母材の溶接線に沿ってトーチを移動させながら母材を溶接するサブマージアーク溶接機であって、
溶接線に沿って前記トーチを移動させる移動装置と、
溶接ワイヤを送給するワイヤ送給装置と、
アーク長に対応する溶接電圧を検出する電圧センサと、
制御装置と
を備え、
前記制御装置は、
前記電圧センサにて検出された電圧に基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を変化させることによってアーク長を制御し、
溶接線に沿う単位長さあたりのワイヤ溶着量が一定となる前記トーチの移動速度を決定し、
決定した移動速度に基づいて前記移動装置による前記トーチの移動速度を制御する
サブマージアーク溶接機。
続きを表示(約 740 文字)
【請求項2】
前記制御装置は、下記式に基づいて前記トーチの移動速度を決定する
請求項1に記載のサブマージアーク溶接機。
Sw×Vw×ρ/v=Q
但し、
Sw:前記溶接ワイヤの断面積
Vw:前記溶接ワイヤの送給速度
ρ:前記溶接ワイヤの密度
v:前記トーチの移動速度
Q:前記ワイヤ溶着量
【請求項3】
前記溶接ワイヤの断面積、前記溶接ワイヤの密度、及び前記ワイヤ溶着量に係る設定情報を受け付ける設定受付部を備え、
前記制御装置は、
前記電圧センサにて検出された電圧に基づいて、前記溶接ワイヤの送給速度を決定し、
決定した前記溶接ワイヤの送給速度と、前記設定受付部にて受け付けた前記設定情報に基づく、前記溶接ワイヤの断面積と、前記溶接ワイヤの密度と、前記ワイヤ溶着量とに基づいて、前記トーチの移動速度を決定する
請求項2に記載のサブマージアーク溶接機。
【請求項4】
前記移動装置は、
前記トーチを搭載し、該トーチを母材の溶接線に沿って移動させる台車である
請求項1から請求項3のいずれか1項に記載のサブマージアーク溶接機。
【請求項5】
母材の溶接線に沿ってトーチを移動させながら母材を溶接するサブマージアーク溶接方法であって、
前記トーチから送給される溶接ワイヤの送給速度を変化させることによってアーク長を制御し、
溶接線に沿う単位長さあたりのワイヤ溶着量が一定となる前記トーチの移動速度を決定し、
決定した移動速度に基づいて前記トーチの移動速度を制御する
サブマージアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接機及びサブマージアーク溶接方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
溶接電圧に応じて溶接ワイヤの送給速度を変化させる送給可変速制御によってアーク長を制御するサブマージアーク溶接方法が開示されている(例えば、特許文献1)。
【0003】
送給可変速制御では、ワイヤ送給速度を逐次変化させることで、アーク長を示すアーク電圧が一定に維持される。太径ワイヤを用いるサブマージアーク溶接では、溶接電流が多少変化してもワイヤ溶融速度が変化しにくく、定電圧特性の溶接電源を用いたGMA溶接で一般的に利用されるアーク長の自己制御作用が得られにくいため、送給可変速制御がアーク長制御に対して有効であることが知られている。
【先行技術文献】
【特許文献】
【0004】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、送給可変速制御では、ワイヤ溶融速度の変化に伴い、溶接方向の長さあたりのワイヤ溶着量が変化する。ワイヤ溶着量の変化は、脚長の不足や、積層計画に影響を及ぼす。これを回避するためには、ワイヤ送給速度を定速送給とする必要があり、その場合は定電圧特性の溶接電源を用いて、アーク長の自己制御作用によりアーク長を制御する必要がある。しかしながら、先に述べたように、太径ワイヤを用いるサブマージアーク溶接では、アーク長の自己制御作用が得られにくく、十分なアーク安定性(溶接安定性)が得られない。
【0006】
本開示の目的は、サブマージアーク溶接において、溶接ワイヤの送給可変速制御によってアーク長を制御して溶接を安定化しつつ、溶接方向の単位長さあたりのワイヤ溶着量を一定に保つことができるサブマージアーク溶接機及びサブマージアーク溶接方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示の一側面に係るサブマージアーク溶接機は、母材の溶接線に沿ってトーチを移動させながら母材を溶接するサブマージアーク溶接機であって、溶接線に沿って前記トーチを移動させる移動装置と、溶接ワイヤを送給するワイヤ送給装置と、アーク長に対応する溶接電圧を検出する電圧センサと、制御装置とを備え、前記制御装置は、前記電圧センサにて検出された電圧に基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を変化させることによってアーク長を制御し、溶接線に沿う単位長さあたりのワイヤ溶着量が一定となる前記トーチの移動速度を決定し、決定した移動速度に基づいて前記移動装置による前記トーチの移動速度を制御する。
【0008】
本開示の一側面に係るサブマージアーク溶接方法は、母材の溶接線に沿ってトーチを移動させながら母材を溶接するサブマージアーク溶接方法であって、前記トーチから送給される溶接ワイヤの送給速度を変化させることによってアーク長を制御し、溶接線に沿う単位長さあたりのワイヤ溶着量が一定となる前記トーチの移動速度を決定し、決定した移動速度に基づいて前記トーチの移動速度を制御する。
【発明の効果】
【0009】
本開示の一側面によれば、サブマージアーク溶接において、溶接ワイヤの送給可変速制御によってアーク長を制御して溶接を安定化しつつ、溶接方向の単位長さあたりのワイヤ溶着量を一定に保つことができる。
【図面の簡単な説明】
【0010】
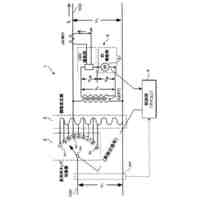
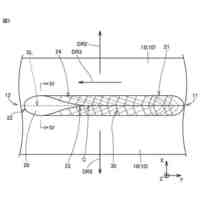
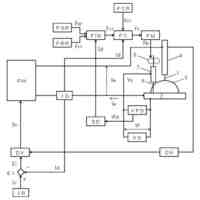
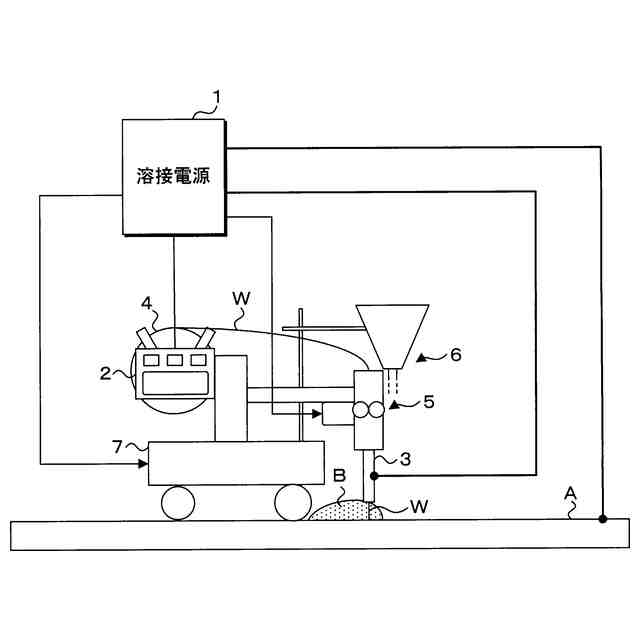
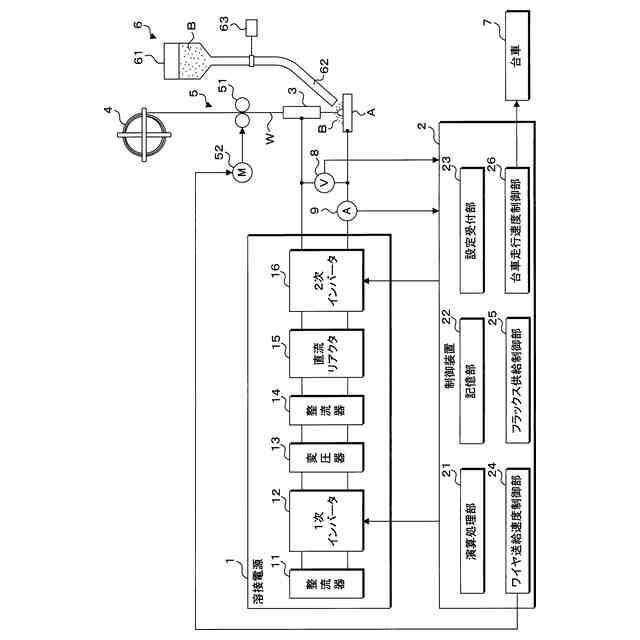
本実施形態に係るサブマージアーク溶接機の一構成を示す模式図である。
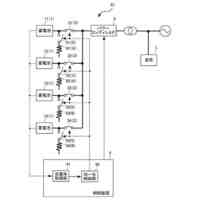
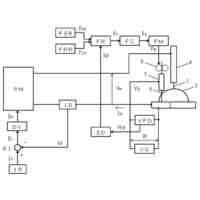
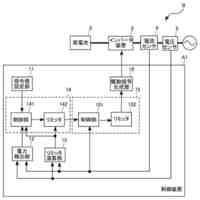
本実施形態に係るサブマージアーク溶接機の一構成を示すブロック図である。
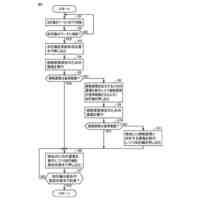
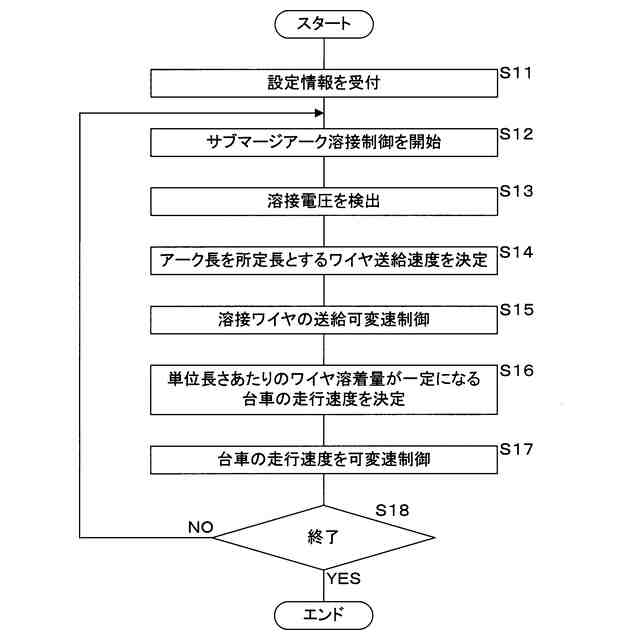
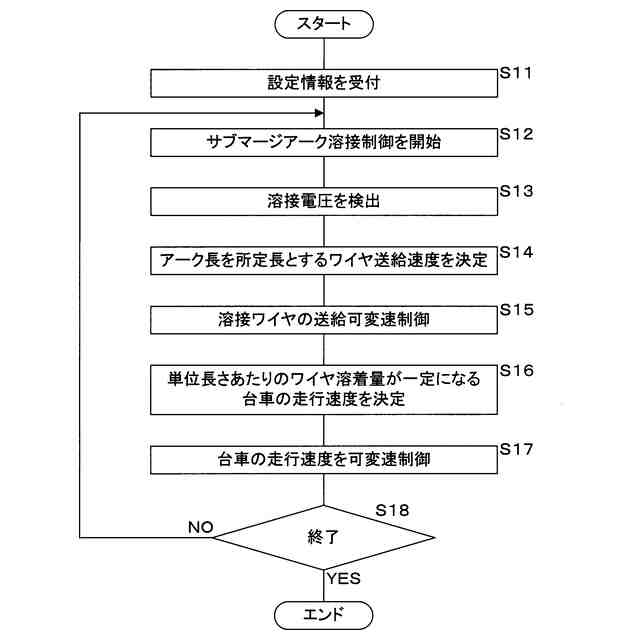
本実施形態に係る制御方法を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
溶接装置
22日前
株式会社ダイヘン
直流電源回路
29日前
株式会社ダイヘン
電力システム
17日前
株式会社ダイヘン
電圧調整装置
7日前
株式会社ダイヘン
蓄電池システム
22日前
株式会社ダイヘン
多層盛り溶接方法
9日前
株式会社ダイヘン
無線給電システム
7日前
株式会社ダイヘン
金属材料の分離方法
今日
株式会社ダイヘン
圧接装置及び圧接方法
23日前
株式会社ダイヘン
非消耗電極アーク溶接方法
23日前
株式会社ダイヘン
2重シールドティグ溶接方法
23日前
株式会社ダイヘン
複合溶接装置及び複合溶接方法
23日前
株式会社ダイヘン
制御装置、および、蓄電池システム
11日前
株式会社ダイヘン
電源装置におけるケースの取付構造
22日前
株式会社ダイヘン
非消耗電極アーク溶接の溶接開始方法
9日前
株式会社ダイヘン
多電極サブマージアーク溶接システム
23日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
25日前
株式会社ダイヘン
固相接合装置、制御装置、および制御方法
25日前
株式会社ダイヘン
パルスアーク溶接のアークスタート制御方法
9日前
個人
タップ
1日前
日東精工株式会社
ねじ締め機
29日前
株式会社不二越
ドリル
25日前
日東精工株式会社
ねじ締め装置
1か月前
株式会社FUJI
工作機械
1か月前
有限会社 ナプラ
金属粒子
1か月前
日東精工株式会社
多軸ねじ締め機
29日前
株式会社FUJI
工作機械
2か月前
株式会社ダイヘン
積層造形溶接方法
2か月前
日進工具株式会社
エンドミル
11日前
エフ・ピー・ツール株式会社
リーマ
11日前
株式会社ダイヘン
多層盛り溶接方法
9日前
ブラザー工業株式会社
工作機械
1か月前
ブラザー工業株式会社
工作機械
1か月前
トヨタ自動車株式会社
接合方法
23日前
株式会社FUJI
チャック装置
1か月前
株式会社ナベヤ
締結装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ