TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025028628
公報種別
公開特許公報(A)
公開日
2025-03-03
出願番号
2023133553
出願日
2023-08-18
発明の名称
サブマージアーク溶接機及びサブマージアーク溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/18 20060101AFI20250221BHJP(工作機械;他に分類されない金属加工)
要約
【課題】送給可変速制御によってアーク長を制御するサブマージアーク溶接において、アーク長の変化に対するワイヤ送給速度の応答性を手動で調整することができるサブマージアーク溶接方法を提供する。
【解決手段】サブマージアーク溶接方法であって、アーク長の変化に対する溶接ワイヤの送給速度変化の応答性のゲインの設定を受け付け、アーク長に対応する溶接電圧を検出し、検出された電圧に基づいて、溶接ワイヤの送給速度を変化させることによってアーク長を制御し、検出された電圧と、所定アーク長に対応する所定電圧と、受け付けたゲインとに基づいて、溶接ワイヤの送給速度を変化させることによってアーク長を制御する。
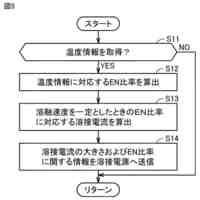
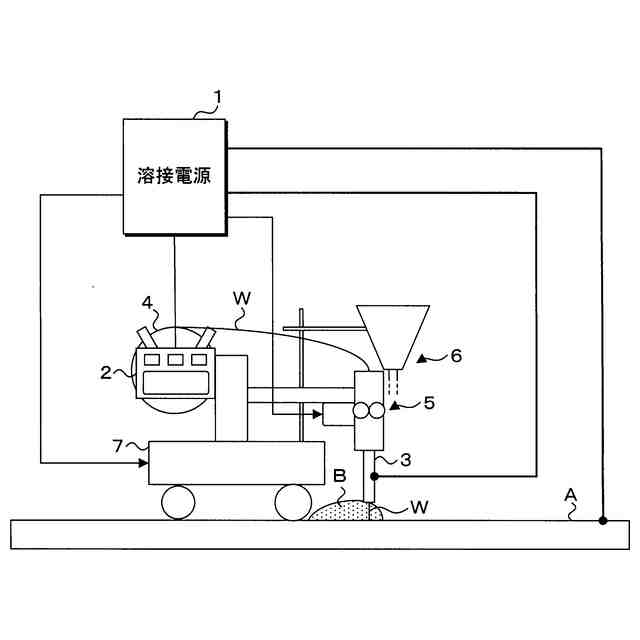
【選択図】図3
特許請求の範囲
【請求項1】
溶接ワイヤを送給するワイヤ送給装置と、
アーク長に対応する溶接電圧を検出する電圧センサと、
前記電圧センサにて検出された溶接電圧に基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を変化させることにより、アーク長を制御する制御装置と、
アーク長の変化に対する前記溶接ワイヤの送給速度変化の応答性を示すゲインの設定を受け付ける設定受付部と
を備え、
前記制御装置は、
前記電圧センサにて検出された溶接電圧と、所定アーク長に対応する所定電圧と、前記設定受付部にて受け付けた前記ゲインとに基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を決定する
サブマージアーク溶接機。
続きを表示(約 340 文字)
【請求項2】
前記ゲインは、
前記電圧センサにて検出された溶接電圧の平均値又は実効値と、所定アーク長に対応する所定電圧との差分に対する、前記溶接ワイヤの送給速度の変化量の関係を示す比例ゲインを含む
請求項1に記載のサブマージアーク溶接機。
【請求項3】
サブマージアーク溶接方法であって、
アーク長の変化に対する溶接ワイヤの送給速度変化の応答性を示すゲインの設定を受け付け、
アーク長に対応する溶接電圧を検出し、
検出された溶接電圧と、所定アーク長に対応する所定電圧と、受け付けた前記ゲインとに基づいて、前記溶接ワイヤの送給速度を変化させることによってアーク長を制御する
サブマージアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、サブマージアーク溶接機及びサブマージアーク溶接方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
溶接電圧に応じて溶接ワイヤの送給速度を変化させる送給可変速制御によってアーク長を制御することが可能なサブマージアーク溶接方法が開示されている(例えば、特許文献1)。
【0003】
送給可変速制御では、ワイヤ送給速度を逐次変化させることで、アーク長を示すアーク電圧が一定に維持される。太径ワイヤを用いるサブマージアーク溶接では、溶接電流が多少変化してもワイヤ溶融速度が変化しにくく、定電圧特性の溶接電源を用いたGMA溶接で一般的に利用されるアーク長の自己制御作用が得られにくいため、送給可変速制御がアーク長制御に対して有効であることが知られている。
【0004】
送給可変速制御は、例えば、溶接電圧(アーク電圧)の実効値又は平均値に応じて、あるいは、設定電圧と溶接電圧の実効値又は平均値の差に応じて、送給速度又は送給速度の補正量を決定するように動作する。溶接電圧の実効値又は平均値が大きい場合、あるいは、設定電圧に対して溶接電圧の実効値又は平均値が大きい場合は、アーク長が大きいことを示しており、この場合は送給速度を大きくする方向に調整することで、アーク長を小さくして、アーク長に相関する溶接電圧の実効値又は平均値が小さくなるように制御される。逆も同様である。
【先行技術文献】
【特許文献】
【0005】
特開平9-271944号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記した制御では、電圧の変化量に対する送給速度の変化量が大きいほど、送給速度の操作量が大きくなり、アーク長を示す溶接電圧の実効値又は平均値の変化は小さくなる。ただし、電圧の変化量に対する送給速度の変化量が大きすぎると、いわゆるハイゲインの状態になり、送給速度及び溶接電圧の実効値又は平均値が振動し、溶接が不安定化する。また、振動まで至らずとも、送給速度の変化量が大きいほど、送給ギアやチップ等のワイヤ送給周りの機器消耗速度が速くなる。
【0007】
なお、従来のサブマージアーク溶接用アナログ送給制御装置では、電圧調整目盛りや送給用のギア比を変えることが、結果的に上述の、電圧情報に応じた送給速度の応答性を変化させることに相当する。ただし、同送給装置では、送給速度の応答性のみを変化させることはできず、送給速度、及び電圧の実効値又は平均値の収束値も同時に変化する。電圧の実効値又は平均値の収束値は、溶接条件を調整するうえで最も重要な因子のひとつであり、安定した溶接が行えることや、所望のアーク長、溶込み深さが得られるように、電圧の実効値又は平均値の収束値が最優先で調整される。上述した電圧情報に応じた送給速度の応答性は、その結果として決まるだけである。すなわち、従来の溶接システムでは、送給速度の応答性を独立して操作することはできない。
【0008】
本開示の目的は、送給可変速制御によってアーク長を制御するサブマージアーク溶接において、アーク長の変化(溶接電圧の変化)に対するワイヤ送給速度の応答性を手動で調整することができるサブマージアーク溶接機及びサブマージアーク溶接方法を提供することにある。
【課題を解決するための手段】
【0009】
本開示の一側面に係るサブマージアーク溶接機は、溶接ワイヤを送給するワイヤ送給装置と、アーク長に対応する溶接電圧を検出する電圧センサと、前記電圧センサにて検出された溶接電圧に基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を変化させることにより、アーク長を制御する制御装置と、アーク長の変化に対する前記溶接ワイヤの送給速度変化の応答性を示すゲインの設定を受け付ける設定受付部とを備え、前記制御装置は、前記電圧センサにて検出された溶接電圧と、所定アーク長に対応する所定電圧と、前記設定受付部にて受け付けた前記ゲインとに基づいて、前記ワイヤ送給装置による前記溶接ワイヤの送給速度を決定する。
【0010】
本開示の一側面に係るサブマージアーク溶接方法は、アーク長の変化に対する溶接ワイヤの送給速度変化の応答性を示すゲインの設定を受け付け、アーク長に対応する溶接電圧を検出し、検出された溶接電圧と、所定アーク長に対応する所定電圧と、受け付けた前記ゲインとに基づいて、前記溶接ワイヤの送給速度を変化させることによってアーク長を制御する。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
株式会社ダイヘン
溶接トーチ
18日前
株式会社ダイヘン
電極交換装置
18日前
株式会社ダイヘン
研削システム
18日前
株式会社ダイヘン
レーザ接合装置
18日前
株式会社ダイヘン
積層造形システム
23日前
株式会社ダイヘン
熱加工用電源装置
24日前
株式会社ダイヘン
積層造形システム
23日前
株式会社ダイヘン
積層造形システム
23日前
株式会社ダイヘン
溶接ワイヤ送給装置
18日前
株式会社ダイヘン
溶接ワイヤ送給機構
18日前
株式会社ダイヘン
溶接ワイヤ送給機構
18日前
株式会社ダイヘン
パルスアーク溶接制御方法
2日前
株式会社ダイヘン
パルスアーク溶接制御方法
10日前
株式会社ダイヘン
パルスアーク溶接制御方法
10日前
株式会社ダイヘン
溶接ワイヤ送給機構およびインレットガイド
18日前
株式会社ダイヘン
ティーチングチップおよびこれを装着した溶接ロボット
23日前
株式会社ダイヘン
タップ切換台
23日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
26日前
個人
タップ
6か月前
個人
フライス盤
2か月前
個人
加工機
6か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
6か月前
株式会社不二越
ドリル
6か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ねじ締め機
5か月前
日東精工株式会社
ねじ締め機
1か月前
株式会社北川鉄工所
回転装置
5か月前
株式会社ダイヘン
溶接電源装置
4か月前
日東精工株式会社
ねじ締め装置
4か月前
ダイニチ工業株式会社
配膳治具
18日前
キヤノン電子株式会社
加工装置
15日前
日東精工株式会社
ねじ締め装置
2か月前
株式会社ダイヘン
溶接電源装置
4か月前
株式会社ダイヘン
溶接電源装置
3か月前
株式会社FUJI
工作機械
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ