TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025000076
公報種別
公開特許公報(A)
公開日
2025-01-07
出願番号
2023099721
出願日
2023-06-19
発明の名称
消耗電極アーク溶接の溶接終了制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/00 20060101AFI20241224BHJP(工作機械;他に分類されない金属加工)
要約
【課題】消耗電極アーク溶接において、種々な溶接条件に対応して良好な溶接終了制御を行うこと。
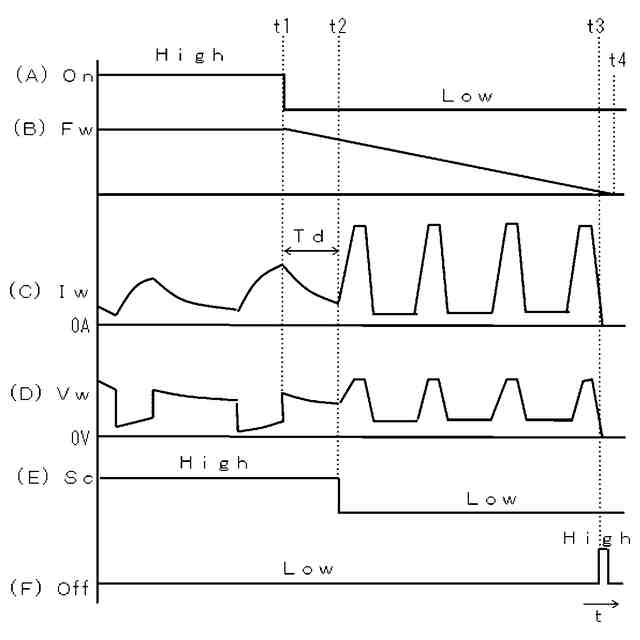
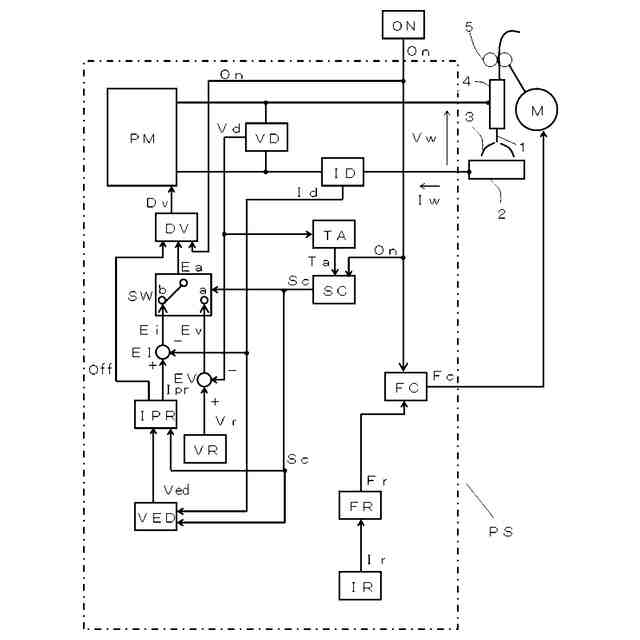
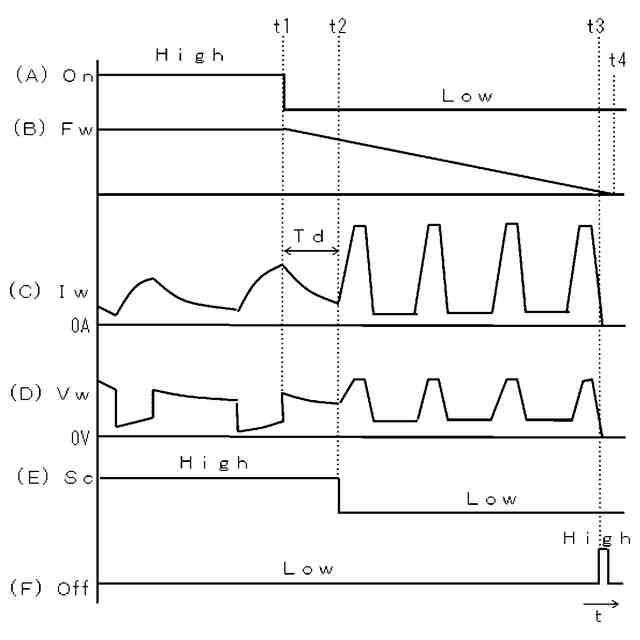
【解決手段】時刻t1において溶接電源に溶接終了信号Onが入力されると、時刻t2に溶接終了処理期間に移行し、溶接終了処理期間中はピーク期間中のピーク電流及びベース期間中のベース電流を1周期とする溶接電流Iwを所定周期繰り返して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、溶接終了処理期間への移行時である時刻t2の溶接電圧Vwを検出し、検出された移行時の溶接電圧Vwに応じて溶接終了処理期間中の入熱を増減させる。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接電源に溶接終了信号が入力されると溶接終了処理期間に移行し、
前記溶接終了処理期間中はピーク期間中のピーク電流の通電及びベース期間中のベース電流の通電を1周期として所定周期繰り返して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、
前記溶接終了処理期間への移行時の溶接電圧を検出し、
前記検出された前記移行時の前記溶接電圧に応じて前記溶接終了処理期間中の入熱を増減させる、
ことを特徴とする消耗電極アーク溶接の溶接終了制御方法。
続きを表示(約 250 文字)
【請求項2】
前記入熱の増減を、前記ピーク期間、前記ピーク電流、前記ベース期間及び前記所定周期の少なくとも一つの値を増減させることによって行う、
ことを特徴とする請求項1に記載の消耗電極アーク溶接の溶接終了制御方法。
【請求項3】
前記アーク溶接がパルスアーク溶接であるときは、
前記移行時の前記溶接電圧として、前記移行直前の所定期間中の前記溶接電圧の平均値を検出する、
ことを特徴とする請求項1又は2に記載の消耗電極アーク溶接の溶接終了制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、消耗電極アーク溶接の溶接終了制御方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
消耗電極アーク溶接においては、溶接終了時の溶接ワイヤ先端と母材との距離を適正化して溶接ワイヤが溶融池に溶着(スチック)するのを防止し、溶接終了時に形成されるワイヤ先端粒のサイズを適正化して次のアークスタート性を良好にするための溶接終了制御(アンチスチック制御)が行われる。溶接電源に溶接終了信号が入力されると溶接終了処理期間に移行し、溶接終了処理期間は送給モータが慣性によって過渡的に減速して停止するまでの慣性期間であり、溶接電流及び溶接電圧の制御が行われる。
【0003】
特許文献1及び2には、 溶接電源に溶接終了信号が入力されるとピーク電流及びベース電流の通電を1周期として通電して溶接を終了する消耗電極アーク溶接の溶接終了制御方法が開示されている。特許文献1は、消耗電極アーク溶接が直流アーク溶接の場合である。特許文献2は、消耗電極アーク溶接がパルスアーク溶接の場合である。
【先行技術文献】
【特許文献】
【0004】
特開2007-313513号公報
特開2012-130961号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
給電チップ・母材間距離、溶接姿勢、溶接電圧の設定値等の溶接条件によって溶接終了処理期間への移行時のアーク長が変動すると、溶接終了時の溶接ワイヤ先端と母材との距離及び溶接ワイヤの先端粒径が変化する。例えば、アーク長が適正範囲よりも長くなると、溶接終了時の溶接ワイヤ先端と母材との距離が適正値よりも長くなり、先端粒径も適正サイズよりも過大になり、次のアークスタート性が悪くなる。逆に、アーク長が適正範囲よりも短くなると、溶接終了時の溶接ワイヤ先端と母材との距離が適正値よりも短くなり、先端粒径も適正サイズよりも過少となり、やはり次のアークスタート性が悪くなる。
【0006】
そこで、本発明では、溶接終了処理期間への移行時のアーク長が変動しても、溶接終了時の溶接ワイヤ先端と母材との距離及び先端粒径を適正化することができる消耗電極アーク溶接の溶接終了制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接電源に溶接終了信号が入力されると溶接終了処理期間に移行し、
前記溶接終了処理期間中はピーク期間中のピーク電流の通電及びベース期間中のベース電流の通電を1周期として所定周期繰り返して溶接を終了する消耗電極アーク溶接の溶接終了制御方法において、
前記溶接終了処理期間への移行時の溶接電圧を検出し、
前記検出された前記移行時の前記溶接電圧に応じて前記溶接終了処理期間中の入熱を増減させる、
ことを特徴とする消耗電極アーク溶接の溶接終了制御方法である。
【0008】
請求項2の発明は、
前記入熱の増減を、前記ピーク期間、前記ピーク電流、前記ベース期間及び前記所定周期の少なくとも一つの値を増減させることによって行う、
ことを特徴とする請求項1に記載の消耗電極アーク溶接の溶接終了制御方法である。
【0009】
請求項3の発明は、
前記アーク溶接がパルスアーク溶接であるときは、
前記移行時の前記溶接電圧として、前記移行直前の所定期間中の前記溶接電圧の平均値を検出する、
ことを特徴とする請求項1又は2に記載の消耗電極アーク溶接の溶接終了制御方法である。
【発明の効果】
【0010】
本発明に係る消耗電極アーク溶接の溶接終了制御方法によれば、溶接終了処理期間への移行時のアーク長が変動しても、溶接終了時の溶接ワイヤ先端と母材との距離及び先端粒径を適正化することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
溶接トーチ
12日前
株式会社ダイヘン
溶接トーチ
12日前
株式会社ダイヘン
電力システム
23日前
株式会社ダイヘン
電力システム
23日前
株式会社ダイヘン
電圧調整装置
6日前
株式会社ダイヘン
パルス電源装置
6日前
株式会社ダイヘン
充電装置および充電設備
13日前
株式会社ダイヘン
充電装置および充電設備
13日前
株式会社ダイヘン
給電システム及び受電装置
12日前
株式会社ダイヘン
巻回支援装置及び取付方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
13日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
13日前
株式会社ダイヘン
溶接検査装置および溶接検査方法
26日前
株式会社ダイヘン
消耗電極アーク溶接の溶接終了制御方法
13日前
株式会社ダイヘン
電力システム、および、蓄電池システム
5日前
株式会社ダイヘン
非接触給電システム、および、送電装置
5日前
株式会社ダイヘン
非接触給電システム、および、送電装置
5日前
株式会社ダイヘン
システム、装置、および、意思決定方法
5日前
株式会社ダイヘン
ロボット制御装置及び対象物の設置判定方法
13日前
株式会社ダイヘン
ロボット制御装置、キャリブレーション方法及びそれに用いられるセンサ装置
13日前
個人
作業用治具
3か月前
個人
スラッジ除去装置
13日前
個人
トーチノズル
3か月前
シヤチハタ株式会社
組立ライン
3か月前
日東精工株式会社
組み付け装置
3か月前
個人
複合金属回転式ホーン
13日前
株式会社FUJI
工作機械
14日前
有限会社津谷工業
切削工具
2か月前
株式会社不二越
タップ
2か月前
エンシュウ株式会社
工作機械
3か月前
株式会社トーキン
溶接用トーチ
19日前
トヨタ自動車株式会社
積層コア
1か月前
トヨタ自動車株式会社
検査方法
23日前
株式会社ツガミ
工作機械
12日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ