TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024172073
公報種別
公開特許公報(A)
公開日
2024-12-12
出願番号
2023089556
出願日
2023-05-31
発明の名称
レーザ加工装置
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
26/142 20140101AFI20241205BHJP(工作機械;他に分類されない金属加工)
要約
【課題】レーザ加工によって生じるスパッタを的確に吹き飛ばすことが可能なレーザ加工装置を提供する。
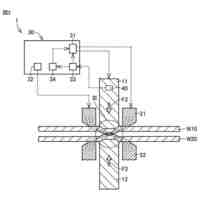
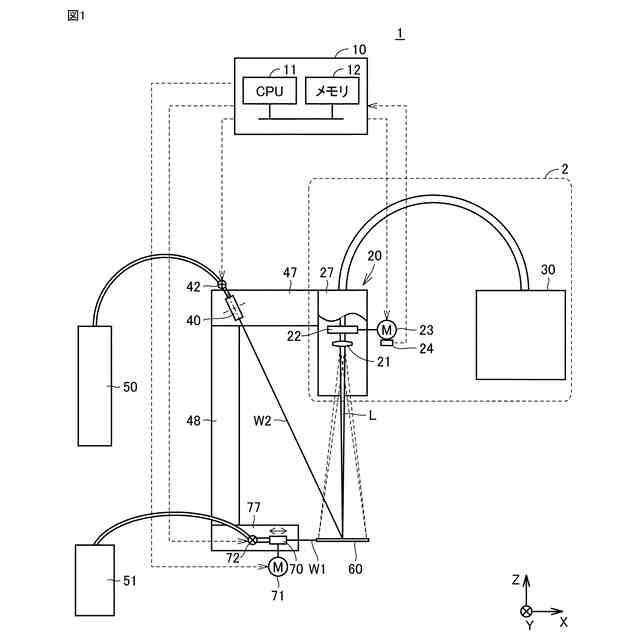
【解決手段】レーザ加工装置1は、ワーク60の表面を走査しながらワーク60にレーザ加工を施すことによってワーク60に加工溝61を形成するレーザ照射装置2と、加工溝61に対して第1位置から気体W1を噴射するノズル70と、加工溝61に対して第1位置とは異なる第2位置から気体W2を噴射するノズル40と、制御装置10とを備える。制御装置10は、レーザ照射装置2の照射に対応してノズル70およびノズル40から気体が噴射されるように制御する。
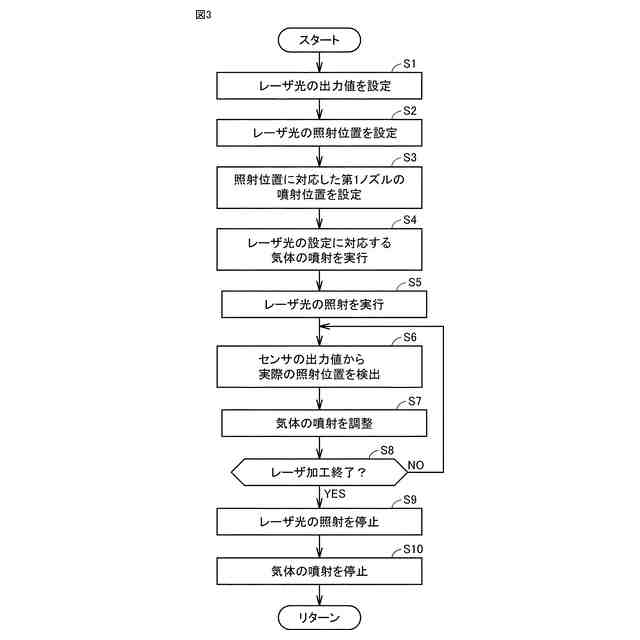
【選択図】図3
特許請求の範囲
【請求項1】
ワークの表面を走査しながら前記ワークにレーザ加工を施すことによって前記ワークに加工溝を形成するレーザ照射装置と、
前記加工溝に対して第1位置から気体を噴射する第1噴射装置と、
前記加工溝に対して前記第1位置とは異なる第2位置から気体を噴射する第2噴射装置と、
制御装置とを備え、
前記制御装置は、前記レーザ照射装置の照射に対応して前記第1噴射装置および前記第2噴射装置から気体が噴射されるように制御する、レーザ加工装置。
続きを表示(約 420 文字)
【請求項2】
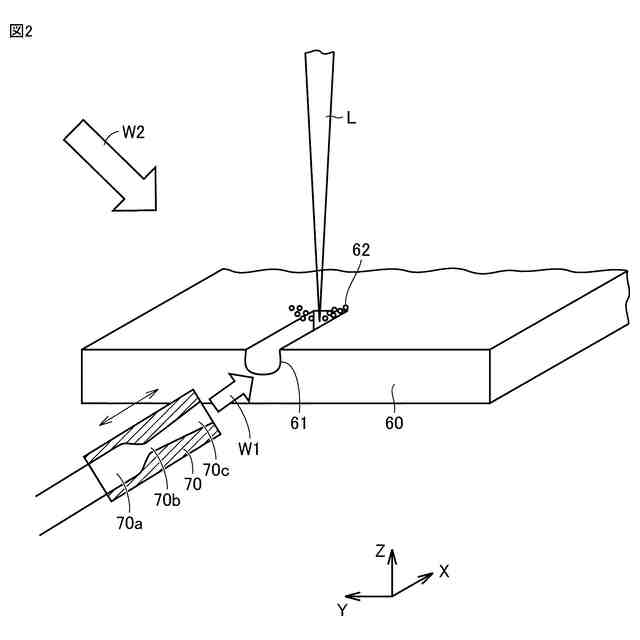
前記第1噴射装置は、前記加工溝に沿って気体が流れる第1方向に気体を噴射し、
前記第2噴射装置は、前記加工溝に対して前記第1方向と交差する第2方向に気体を噴射する、請求項1に記載のレーザ加工装置。
【請求項3】
前記第1噴射装置から噴射される気体の流速は、前記第2噴射装置から噴射される気体の流速よりも速い、請求項2に記載のレーザ加工装置。
【請求項4】
前記レーザ照射装置の照射位置を検出するセンサと、
前記第1噴射装置の気体の噴射位置を変更するアクチュエータとをさらに備え、
前記制御装置は、前記センサの出力値に基づいて前記アクチュエータを制御し前記第1噴射装置の気体の噴射位置を変更する、請求項1から請求項3のいずれか1項に記載のレーザ加工装置。
【請求項5】
前記第1噴射装置は、ラバールノズルで構成されている、請求項1に記載のレーザ加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、レーザ加工装置に関し、より特定的には、レーザ加工装置におけるスパッタを除去する技術に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ワークに対してレーザ光により加工溝を形成するレーザ加工装置が知られている。特許第7081050号公報(特許文献1)には、CFRP(Carbon Fiber Reinforced Plastics)で形成されるワークをレーザ加工する際に発生するプルーム(高温の蒸気)を除去することで熱の影響を低減する技術が開示されている。特許第7081050号公報(特許文献1)に開示の技術では、ノズル部に細かな加工(例えば、ノズル部の複数の流路において流路毎に断面形状を変更すること等)を施し位置に応じて噴射する気体の流速を変化させることによって、レーザ照射範囲のプルームを効率的に除去している。
【先行技術文献】
【特許文献】
【0003】
特許第7081050号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ここで、ワークに金属が用いられる場合、レーザ加工による加工溝の形成によって加工溝に溶融した金属であるスパッタが生じることがある。スパッタは、プルームと異なり重いため加工溝に溜まってしまうことがある。スパッタの発生は、溶接において品質の低下の原因となる。例えば、加工溝に溶融した樹脂が入り込み金属と樹脂とを接合するような異材接合において、スパッタが加工溝に付着して凝固してしまうことによって接合強度が低下してしまう。特許第7081050号公報(特許文献1)に開示の技術は、プルームを効率的に除去することはできるものの体積の大きいスパッタの発生を考慮していないため、的確にスパッタを吹き飛ばすことは難しい。
【0005】
本開示の目的は、レーザ加工によって生じるスパッタを的確に吹き飛ばすことが可能なレーザ加工装置を提供することである。
【課題を解決するための手段】
【0006】
本開示のレーザ加工装置は、ワークの表面を走査しながらワークにレーザ加工を施すことによってワークに加工溝を形成するレーザ照射装置と、加工溝に対して第1位置から気体を噴射する第1噴射装置と、加工溝に対して第1位置とは異なる第2位置から気体を噴射する第2噴射装置と、制御装置とを備える。制御装置は、レーザ照射装置の照射に対応して第1噴射装置および第2噴射装置から気体が噴射されるように制御する。
【発明の効果】
【0007】
本開示によれば、レーザ照射装置の照射に対応して第1噴射装置および第2噴射装置から気体が噴射されるため、レーザ加工によって生じたスパッタに対し二箇所から気体を噴射することができる。これによって、レーザ加工によって生じるスパッタを的確に吹き飛ばすことができる。
【図面の簡単な説明】
【0008】
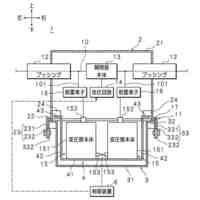
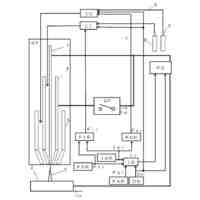
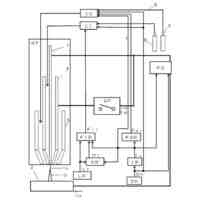
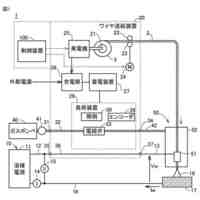
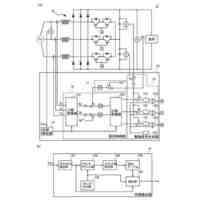
本開示のレーザ加工装置の構成を概略的に示す図である。
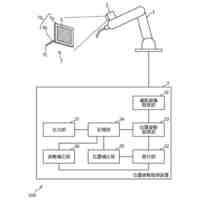
ノズルによる気体の噴射について説明するための図である。
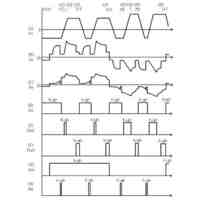
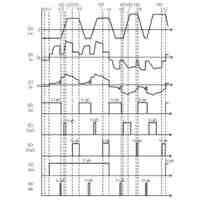
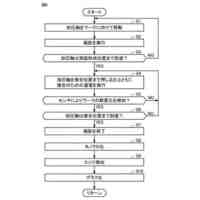
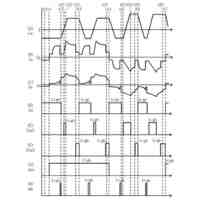
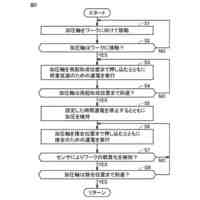
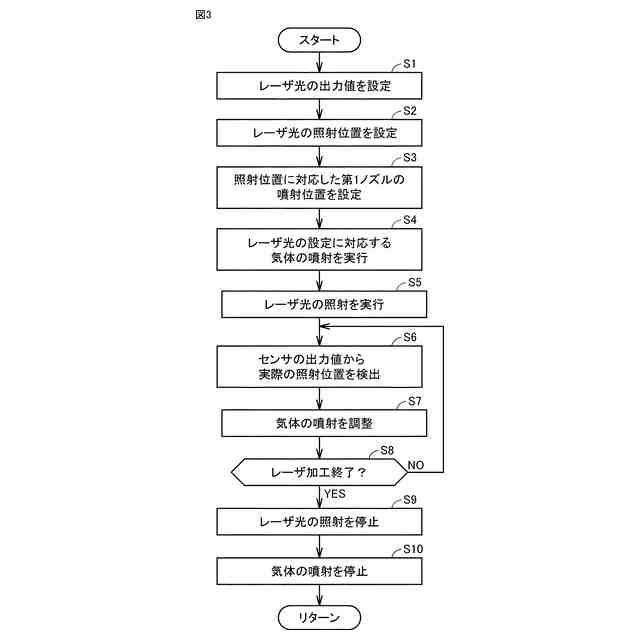
制御装置が実行する制御内容を示すフローチャートである。
【発明を実施するための形態】
【0009】
以下、本開示の実施の形態について、図面を参照しながら詳細に説明する。なお、図中同一又は相当部分には同一符号を付してその説明は繰り返さない。
【0010】
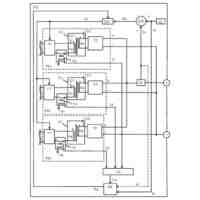
図1は、本開示のレーザ加工装置1の構成を概略的に示す図である。レーザ加工装置1は、レーザ照射装置2と、ノズル70と、モータ71と、ノズル40と、制御装置10とを備える。レーザ照射装置2は、図示しないテーブルに設置されたワーク60に対してレーザ加工を行なうための装置である。レーザ照射装置2は、ガルバノスキャナ20と、レーザ発振装置30とを含む。図1中の座標軸は、X軸、Y軸、Z軸に対応している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
移動体
7日前
株式会社ダイヘン
開閉器
1か月前
株式会社ダイヘン
移動体
7日前
株式会社ダイヘン
端末装置
7日前
株式会社ダイヘン
搬送装置
今日
株式会社ダイヘン
搬送装置
1か月前
株式会社ダイヘン
電源装置
22日前
株式会社ダイヘン
充電装置
今日
株式会社ダイヘン
電源装置
21日前
株式会社ダイヘン
電源装置
21日前
株式会社ダイヘン
可搬型端末
今日
株式会社ダイヘン
干渉判定装置
今日
株式会社ダイヘン
給電システム
22日前
株式会社ダイヘン
充電システム
今日
株式会社ダイヘン
レーザ加工装置
今日
株式会社ダイヘン
レーザ加工装置
今日
株式会社ダイヘン
アーク溶接制御方法
22日前
株式会社ダイヘン
パルスアーク溶接制御方法
22日前
株式会社ダイヘン
パルスアーク溶接制御方法
22日前
株式会社ダイヘン
2重シールドティグ溶接方法
14日前
株式会社ダイヘン
2重シールドティグ溶接方法
8日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
14日前
株式会社ダイヘン
位置姿勢取得装置、及びプローブ
21日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
8日前
株式会社ダイヘン
接合監視システムおよび測定方法
1日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
8日前
株式会社ダイヘン
溶接ワイヤ送給装置および溶接装置
20日前
株式会社ダイヘン
制御回路、および、三相力率改善装置
14日前
国立大学法人大阪大学
固相接合装置および固相接合方法
1日前
国立大学法人大阪大学
固相接合装置および不純物の除去方法
1日前
国立大学法人大阪大学
抵抗スポット接合方法及び抵抗スポット接合装置
1日前
個人
作業用治具
1か月前
個人
トーチノズル
1か月前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
2か月前
日東精工株式会社
ねじ締め機
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ