TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167529
公報種別
公開特許公報(A)
公開日
2024-12-04
出願番号
2023083667
出願日
2023-05-22
発明の名称
交流消耗電極アーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20241127BHJP(工作機械;他に分類されない金属加工)
要約
【課題】交流消耗電極アーク溶接方法において、電極マイナス極性期間中の溶接状態を安定化して溶接品質を良好にすること。
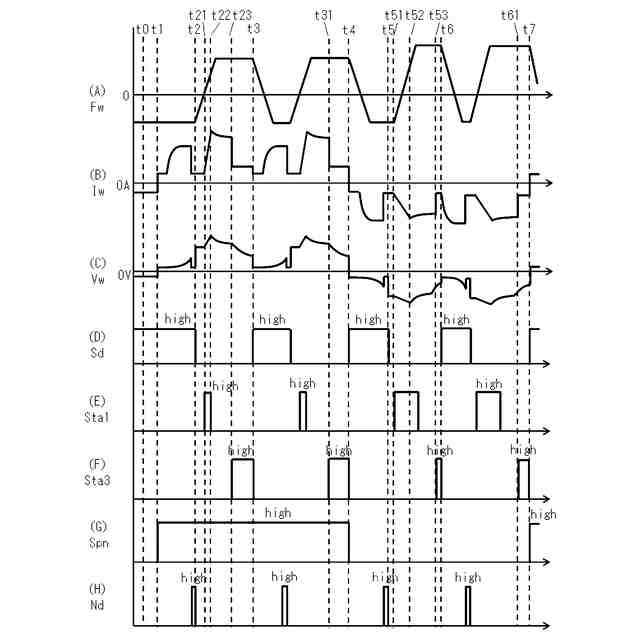
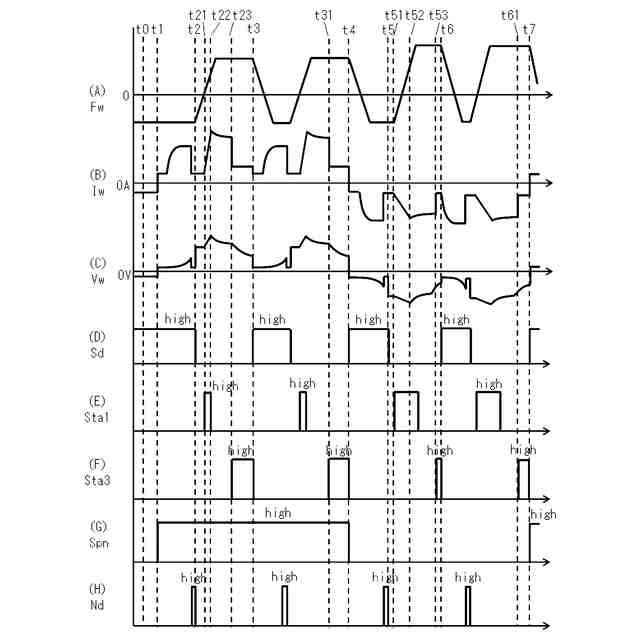
【解決手段】溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、アーク期間は、第1アーク期間、第2アーク期間及び第3アーク期間から形成されており、電極極性を少なくとも1回のアーク期間を含む電極プラス極性期間Tepと電極マイナス極性期間Tenとに周期的に切り換えて溶接する交流消耗電極アーク溶接制御方法において、電極マイナス極性期間Ten中の時刻t52の第1アーク電流値を電極プラス極性期間Tep中の時刻t22の第1アーク電流値よりも小さな値に設定し、電極マイナス極性期間Ten中の時刻t52~t53の第2アーク期間を電極プラス極性期間Tep中の時刻t22~t23の第2アーク期間よりも長い期間に設定する。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、
前記アーク期間は、第1アーク期間、第2アーク期間及び第3アーク期間から形成されており、
電極極性を少なくとも1回の前記アーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接制御方法において、
前記第1アーク期間中の溶接電流の最大値を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも小さな値に設定し、
前記第2アーク期間を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも長い期間に設定する、
ことを特徴とする交流消耗電極アーク溶接制御方法。
続きを表示(約 420 文字)
【請求項2】
前記電極マイナス極性期間中の前記第2アーク期間を、前記電極マイナス極性期間中の前記第1アーク期間の前記溶接電流の前記最大値が小さいほど長い期間に設定する、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法。
【請求項3】
前記電極プラス極性期間中は前記アーク期間の少なくとも一部の期間を定電圧制御によって出力を制御し、
前記電極マイナス極性期間中は前記アーク期間の全期間中を定電流制御によって出力を制御する、
ことを特徴とする請求項1又は2に記載の交流消耗電極アーク溶接制御方法。
【請求項4】
前記第1アーク期間中の前記溶接電流は低レベル電流値から傾斜を有して上昇し、
前記傾斜の上昇率を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも小さな値に設定する、
ことを特徴とする請求項1又は2に記載の交流消耗電極アーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、電極極性を電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接制御方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
電極極性を、複数周期の短絡期間及びアーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接方法が慣用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特許第6601870号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
従来技術の交流消耗電極アーク溶接方法においては、電極マイナス極性期間中に溶接状態が不安定になりやすいために、溶接品質が悪くなるという問題がある。
【0005】
そこで、本発明では、電極マイナス極性期間中の溶接状態を安定化して溶接品質を良好にすることができる交流消耗電極アーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、
前記アーク期間は、第1アーク期間、第2アーク期間及び第3アーク期間から形成されており、
電極極性を少なくとも1回の前記アーク期間を含む電極プラス極性期間と電極マイナス極性期間とに周期的に切り換えて溶接する交流消耗電極アーク溶接制御方法において、
前記第1アーク期間中の溶接電流の最大値を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも小さな値に設定し、
前記第2アーク期間を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも長い期間に設定する、
ことを特徴とする交流消耗電極アーク溶接制御方法である。
【0007】
請求項2の発明は、
前記電極マイナス極性期間中の前記第2アーク期間を、前記電極マイナス極性期間中の前記第1アーク期間の前記溶接電流の前記最大値が小さいほど長い期間に設定する、
ことを特徴とする請求項1に記載の交流消耗電極アーク溶接制御方法である。
【0008】
請求項3の発明は、
前記電極プラス極性期間中は前記アーク期間の少なくとも一部の期間を定電圧制御によって出力を制御し、
前記電極マイナス極性期間中は前記アーク期間の全期間中を定電流制御によって出力を制御する、
ことを特徴とする請求項1又は2に記載の交流消耗電極アーク溶接制御方法である。
【0009】
請求項4の発明は、
前記第1アーク期間中の前記溶接電流は低レベル電流値から傾斜を有して上昇し、
前記傾斜の上昇率を前記電極マイナス極性期間中は前記電極プラス極性期間中よりも小さな値に設定する、
ことを特徴とする請求項1又は2に記載の交流消耗電極アーク溶接制御方法である。
【発明の効果】
【0010】
本発明に係る交流消耗電極アーク溶接制御方法によれば、電極マイナス極性期間中の溶接状態を安定化して溶接品質を良好にすることができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
碍子
3日前
株式会社ダイヘン
絶縁紙巻き機構
3日前
株式会社ダイヘン
プリント基板の補強構造
1日前
株式会社ダイヘン
溶接検査装置および溶接検査方法
1日前
株式会社ダイヘン
溶接波形制御装置及び溶接波形制御方法
1日前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
トヨタ自動車株式会社
積層コア
10日前
株式会社不二越
歯車研削盤
1か月前
株式会社メドメタレックス
ドリル
9日前
株式会社不二越
歯車加工機
1か月前
株式会社オーエム製作所
工作機械
1日前
住友重機械工業株式会社
レーザ装置
1か月前
株式会社メタルクリエイト
切削装置
2か月前
株式会社FUJI
自動化用パレット
25日前
サムテック株式会社
加工物製造方法
9日前
三菱電機株式会社
ねじ取り出し装置
2日前
株式会社ヤマダスポット
抵抗溶接機
1か月前
トヨタ自動車株式会社
位相測定方法
9日前
株式会社浪速試錐工業所
防風カバー
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
10日前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
2日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
11日前
株式会社不二越
スカイビングカッタ
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
高松機械工業株式会社
空冷システム
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ