TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024174725
公報種別
公開特許公報(A)
公開日
2024-12-17
出願番号
2023092709
出願日
2023-06-05
発明の名称
スパッタ検出方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
11/24 20060101AFI20241210BHJP(工作機械;他に分類されない金属加工)
要約
【課題】抵抗スポット溶接を行なう際にスパッタが発生したか否かを精度良く判定するスパッタ検出方法を提供すること。
【解決手段】スパッタ検出方法は、重ねられた複数の板状の溶接材料を抵抗スポット溶接する際に発生するスパッタを検出するスパッタ検出方法であって、溶接材料の溶接部を一対の電極の間に挟んで加圧しつつ一対の電極に通電することにより複数の板状の溶接材料を溶接する溶接工程と、一対の電極の間の加圧力及びストロークに基づいて溶接部の膨張量を算出する算出工程と、膨張量の時間変化を示す膨張量波形の傾きの大きさが予め設定した判定閾値を下回った場合に、スパッタが発生したと判定する判定工程と、を有し、判定工程では、判定の対象期間を少なくとも2つに分割した区間毎に異なる判定閾値を適用し、区間毎に対応する判定閾値と膨張量波形の傾きの大きさとを比較する。
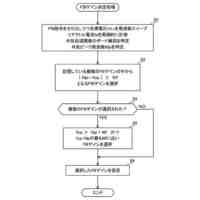
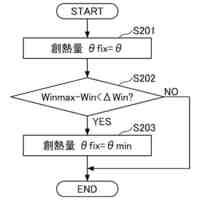
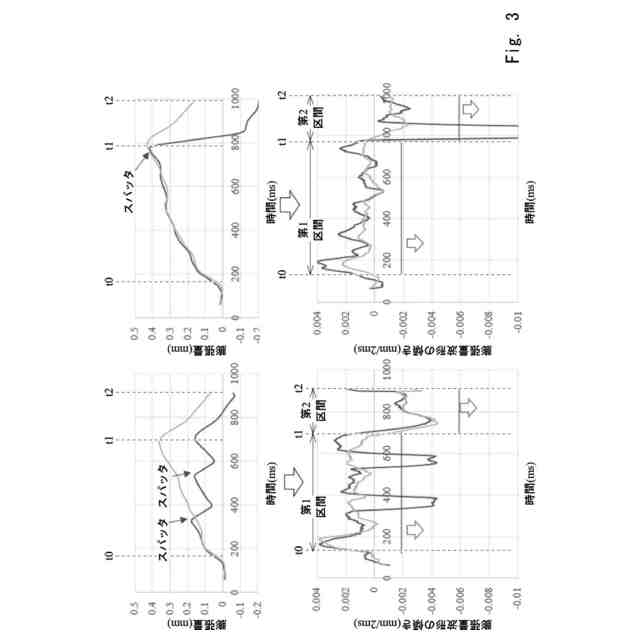
【選択図】図3
特許請求の範囲
【請求項1】
重ねられた複数の板状の溶接材料を抵抗スポット溶接する際に発生するスパッタを検出するスパッタ検出方法であって、
前記溶接材料の溶接部を一対の電極の間に挟んで加圧しつつ前記一対の電極に通電することにより前記複数の板状の溶接材料を溶接する溶接工程と、
前記一対の電極の間の加圧力及びストロークに基づいて前記溶接部の膨張量を算出する算出工程と、
前記膨張量の時間変化を示す膨張量波形の傾きの大きさが予め設定した判定閾値を下回った場合に、前記スパッタが発生したと判定する判定工程と、を有し、
判定工程では、判定の対象期間を少なくとも2つに分割した区間毎に異なる判定閾値を適用し、前記区間毎に対応する前記判定閾値と前記膨張量波形の傾きの大きさとを比較するスパッタ検出方法。
続きを表示(約 290 文字)
【請求項2】
前記判定工程では、
前記対象期間を通電時間の開始時点から終了時点までの第1区間及び前記通電時間の終了時点から前記一対の電極を開放するまで保持する保持時間の終了時点までの第2区間の2つの区間に分割し、
前記第1区間に適用される前記判定閾値よりも小さい前記判定閾値を前記第2区間に適用する請求項1に記載のスパッタ検出方法。
【請求項3】
前記膨張量は、
E=S+a×F・・・(1)
により算出され、Eは膨張量であり、Sはストロークであり、aは歪量変換係数であり、Fは加圧力である、請求項1に記載のスパッタ検出方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はスパッタ検出方法に関し、特に、重ねられた複数の板状の溶接材料を抵抗スポット溶接する際に発生するスパッタを検出するスパッタ検出方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
抵抗スポット溶接では、重ねられた複数の板状の溶接材料の溶接部を一対の電極の間に挟んで加圧しつつ、一対の電極に通電することにより抵抗溶接を行なう。この抵抗溶接による発熱が過大になると、溶接部の一部が飛散するスパッタが発生する場合がある。スパッタが発生すると、溶接部やその周囲に溶接不良が生じる虞がある。そこで、抵抗スポット溶接において、電極変位量、電極間電圧または電極間抵抗の変化を検出してスパッタの発生を検出する方法が特許文献1に開示されている。
【0003】
特許文献1には、接合させた部材の接触部に溶接電流を流し、抵抗加熱すると共に、圧力を加えて接触部を溶着させる抵抗溶接方法において、通電中にスパッタの発生を検知した場合には、予め設定した溶接電流Iwに所定量の電流Iαを加算した電流(Iw+Iα)を溶接電流として再設定し、その電流(Iw+Iα)を予め設定した通電時間Tが満了するまで被溶接部材1,2に流す抵抗溶接方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2008-105041号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
スパッタの発生を検出する方法として、例えば、電極変位量、電極間電圧又は電極間抵抗等の特徴の変化が判定閾値(所定値)を下回った(又は上回った)場合に、スパッタが発生していると判定することが考えられる。しかしながら、単一の判定閾値を用いてスパッタが発生したか否かの判定を行なうと、スパッタの発生に由来する特徴の変化がスパッタの発生とは異なる要因に由来する特徴の変化に重畳する場合に、変化量が大きくなることでスパッタが発生したか否かを誤判定する虞があるという問題があった。
【0006】
本開示は、このような問題を解決するためになされたものであり、抵抗スポット溶接を行なう際にスパッタが発生したか否かを精度良く判定するスパッタ検出方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
一実施の形態にかかる抵抗スポット溶接のスパッタ検出方法は、スパッタ検出方法は、重ねられた複数の板状の溶接材料を抵抗スポット溶接する際に発生するスパッタを検出するスパッタ検出方法であって、溶接材料の溶接部を一対の電極の間に挟んで加圧しつつ一対の電極に通電することにより複数の板状の溶接材料を溶接する溶接工程と、一対の電極の間の加圧力及びストロークに基づいて溶接部109の膨張量を算出する算出工程と、膨張量の時間変化を示す膨張量波形の傾きの大きさが予め設定した判定閾値を下回った場合に、スパッタが発生したと判定する判定工程と、を有し、判定工程では、判定の対象期間を少なくとも2つに分割した区間毎に異なる判定閾値を適用し、区間毎に対応する判定閾値と膨張量波形の傾きの大きさとを比較する。
【発明の効果】
【0008】
本開示により、抵抗スポット溶接を行なう際にスパッタが発生したか否かを精度良く判定するスパッタ検出方法を提供することができる。
【図面の簡単な説明】
【0009】
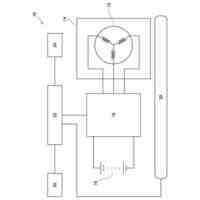
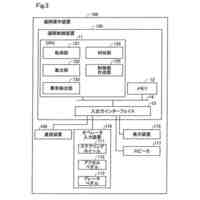
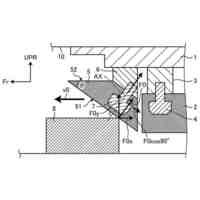
抵抗スポット溶接システムの概略図である。
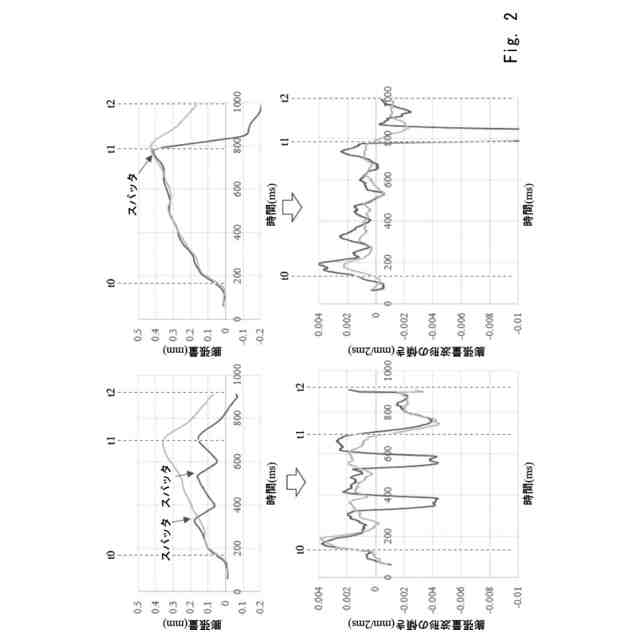
膨張量及び膨張量波形の傾きの時間変化を示す図である。
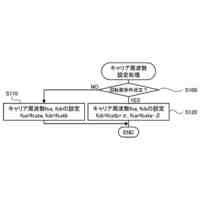
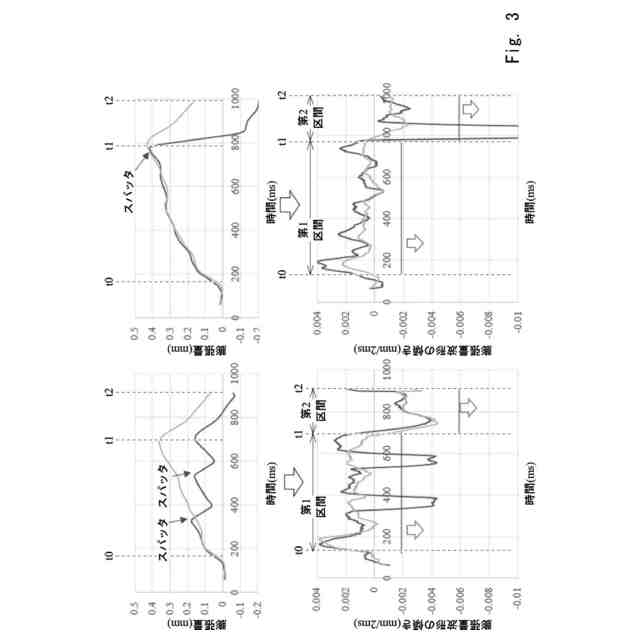
実施の形態にかかるスパッタ検出方法を説明するための膨張量及び膨張量波形の傾きの時間変化を示す図である。
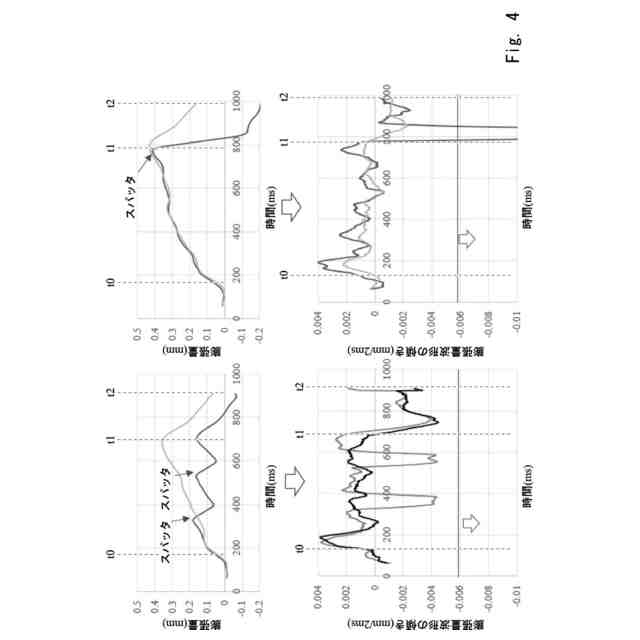
比較例1のスパッタ検出方法を説明するための膨張量及び膨張量波形の傾きの時間変化を示す図である。
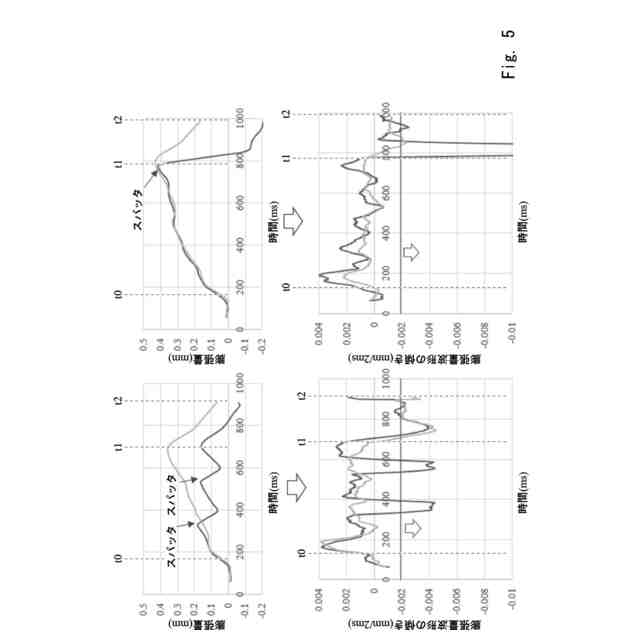
比較例2のスパッタ検出方法を説明するための膨張量及び膨張量波形の傾きの時間変化を示す図である。
【発明を実施するための形態】
【0010】
実施の形態1
以下、図面を参照して本開示の実施の形態について説明する。ただし、本開示が以下の実施の形態に限定される訳ではない。また、説明を明確にするため、以下の記載及び図面は、適宜、簡略化されている。以下の説明において同一又は同等の要素には、同一の符号を付し、重複する説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
11日前
トヨタ自動車株式会社
車両
10日前
トヨタ自動車株式会社
車両
3日前
トヨタ自動車株式会社
車両
18日前
トヨタ自動車株式会社
自動車
3日前
トヨタ自動車株式会社
充電器
4日前
トヨタ自動車株式会社
飛行体
18日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
ロータ
10日前
トヨタ自動車株式会社
電動車
10日前
トヨタ自動車株式会社
正極層
18日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
制御装置
10日前
トヨタ自動車株式会社
二次電池
10日前
トヨタ自動車株式会社
蓄電セル
11日前
トヨタ自動車株式会社
二次電池
19日前
トヨタ自動車株式会社
蓄電装置
11日前
トヨタ自動車株式会社
二次電池
10日前
トヨタ自動車株式会社
蓄電セル
19日前
トヨタ自動車株式会社
蓄電装置
19日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
接合方法
11日前
トヨタ自動車株式会社
蓄電セル
19日前
トヨタ自動車株式会社
制御装置
3日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
駆動装置
10日前
トヨタ自動車株式会社
蓄電装置
13日前
トヨタ自動車株式会社
製造方法
4日前
トヨタ自動車株式会社
電動車両
10日前
トヨタ自動車株式会社
制御装置
5日前
トヨタ自動車株式会社
判定装置
5日前
トヨタ自動車株式会社
電動車両
4日前
トヨタ自動車株式会社
電池パック
5日前
トヨタ自動車株式会社
電気自動車
4日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ