TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024176262
公報種別
公開特許公報(A)
公開日
2024-12-19
出願番号
2023094696
出願日
2023-06-08
発明の名称
ギヤ切削加工装置
出願人
北井産業株式会社
代理人
個人
,
個人
主分類
B23F
9/08 20060101AFI20241212BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数種類のギヤを製造できるCNC縦型ホブ盤を提供する。
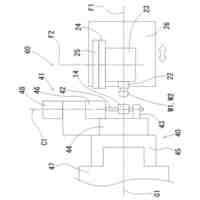
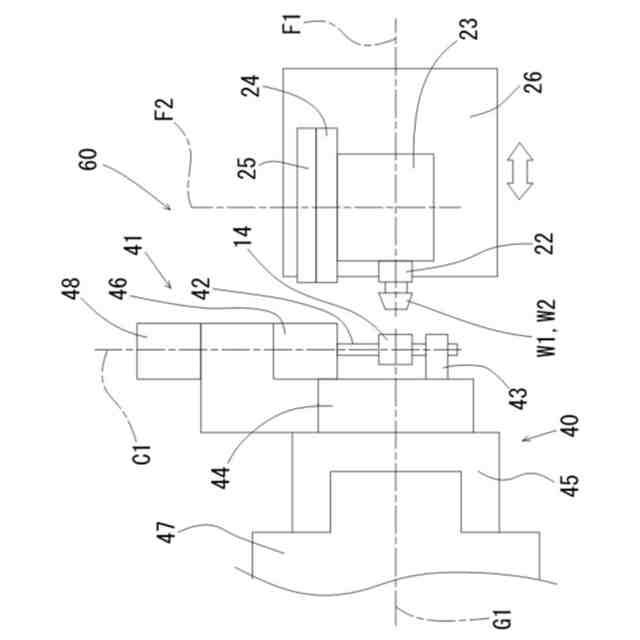
【解決手段】ワークを支持するコレットスピンドル22と、ワークを切削加工するカッター14を支持するアーバ42と、を有するCNC縦型ホブ盤60であって、コレットスピンドル22を仮想線F2を中心として作動可能に支持し、かつ、仮想線F2を中心とする円周方向の所定位置で停止させる支持プレート24と、カッター14を、仮想線C1と交差する仮想線G1を中心として作動可能に支持する支持テーブル44と、アーバ42を鉛直方向に作動させる昇降台45と、を有し、仮想線F2及び仮想線G1が水平に配置され、昇降台45を鉛直方向の真上から見た平面内で、仮想線C1と仮想線F2とが平行に配置され、かつ、仮想線F1の延長上に仮想線G1が配置され、仮想線F1と仮想線F2とが90度で交差され、かつ、仮想線C1と仮想線G1とが90度で交差されている。
【選択図】図4C
特許請求の範囲
【請求項1】
ワークを第1仮想線を中心として回転可能に支持するワーク支持部と、前記ワークを切削加工する切削工具を第2仮想線を中心として回転可能に支持する切削工具支持部と、を有するギヤ切削加工装置であって、
前記ワーク支持部を、第3仮想線を中心とする円周方向に作動可能に支持し、かつ、前記第3仮想線を中心とする円周方向の所定位置で停止させる第1可動部と、
前記切削工具支持部を、前記第2仮想線と交差する第4仮想線を中心として作動及び停止可能に支持する第2可動部と、
前記切削工具支持部を鉛直方向に作動させる作動機構と、
を有し、
前記第3仮想線及び前記第4仮想線が水平に配置され、前記作動機構を前記鉛直方向の真上から見た平面内で、前記第2仮想線と前記第3仮想線とが平行に配置され、かつ、前記第1仮想線の延長上に前記第4仮想線が配置され、前記第1仮想線と前記第3仮想線とが90度の角度で交差して配置され、かつ、前記第2仮想線と前記第4仮想線とが90度の角度で交差して配置されている、ギヤ切削加工装置。
続きを表示(約 480 文字)
【請求項2】
請求項1記載のギヤ切削加工装置であって、
前記第1可動部は、前記第3仮想線に対して垂直な平面内で、前記ワークとしてのスパイラルベベルギヤのピッチ円錐に沿った第5仮想線と、前記切削工具の移動軌跡を示す第6仮想線とが平行になる位置で、前記第3仮想線を中心とする円周方向の前記所定位置で前記ワーク支持部を固定できる、ギヤ切削加工装置。
【請求項3】
請求項1記載のギヤ切削加工装置であって、
前記第3仮想線に対して垂直な平面内で、前記第1仮想線と前記第3仮想線とが交差されていない、ギヤ切削加工装置。
【請求項4】
請求項1記載のギヤ切削加工装置であって、
前記第1可動部を前記第4仮想線に沿った方向に作動させる水平作動機構が、更に設けられている、ギヤ切削加工装置。
【請求項5】
請求項1記載のギヤ切削加工装置であって、
前記第2可動部は、前記第4仮想線に対して垂直な平面内で、前記切削工具支持部を前記第4仮想線を中心として作動及び停止可能に支持する、ギヤ切削加工装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、ワークを切削加工してギヤを製造する、ギヤ切削加工装置に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
ワークを切削加工してギヤを製造する歯切り盤の一例が、特許文献1に記載されている。特許文献1に記載されたCNC加工装置は、スパイラルベベルギヤ又はハイポイド・ギヤのCNC加工装置であって、ワークギヤを回転自在に支持するワークギヤ・スピンドルと、ワークギヤを加工するツールを回転自在に支持するツール・スピンドルと、ワークギヤ・スピンドル及びツール・スピンドルを、異なる最大3方向に相対的に移動させる移動手段と、を有する。
【0003】
また、特許文献1に記載されたCNC加工装置は、ワークギヤ・スピンドル又はツール・スピンドルが、加工される全てのベベルギヤについて、基準軸線に対して固定された調整不能の傾斜角をもって傾斜しており、かつ旋回手段により、基準軸線を中心にして連続的に旋回されるべく適合されている。さらに、特許文献1に記載されたCNC加工装置は、他方のスピンドルが、その軸線及び基準軸線により基準面を画定し、加工される個々のベベルギヤについて、基準面に直交する回転軸線を中心にして角度位置が調整可能であって、しかも加工中に、その角度位置を変更することがない。さらに、特許文献1に記載されたCNC加工装置は、ワークギヤとツールとの間に所定の転動運動が実現されるように、傾斜角及び角度位置が設定され、傾斜角は、6軸装置でベベルギヤを加工する際のマシンルートアングルの回動範囲の最大値であるΔΓmax と同じ角度となるように設定されている。なお、ワークを切削加工してギヤを製造するギヤ切削加工装置の一例は、特許文献2にも記載されている。
【先行技術文献】
【特許文献】
【0004】
特許第4381780号公報
特許第5040208号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本願発明者は、特許文献1及び特許文献2に記載されている加工装置は、ストレートベベルギヤ、スパイラルベベルギヤ、スパーギヤ、ヘリカルギヤ、ウォームホイール、ウォーム等の複数種類のギヤを製造することについて記載されておらず、その点で改善の余地があった。
【0006】
本開示の目的は、ストレートベベルギヤ、スパイラルベベルギヤ、スパーギヤ、ヘリカルギヤ、ウォームホイール、ウォーム等の複数種類のギヤを製造することができるギヤ切削加工装置を提供することにある。
【課題を解決するための手段】
【0007】
本開示は、ワークを第1仮想線を中心として回転可能に支持するワーク支持部と、前記ワークを切削加工する切削工具を第2仮想線を中心として回転可能に支持する切削工具支持部と、を有するギヤ切削加工装置であって、前記ワーク支持部を、第3仮想線を中心とする円周方向に作動可能に支持し、かつ、前記第3仮想線を中心とする円周方向の所定位置で停止させる第1可動部と、前記切削工具支持部を、前記第2仮想線と交差する第4仮想線を中心として作動及び停止可能に支持する第2可動部と、前記切削工具支持部を鉛直方向に作動させる作動機構と、を有し、前記第3仮想線及び前記第4仮想線が水平に配置され、前記作動機構を前記鉛直方向の真上から見た平面内で、前記第2仮想線と前記第3仮想線とが平行に配置され、かつ、前記第1仮想線の延長上に前記第4仮想線が配置され、前記第1仮想線と前記第3仮想線とが90度の角度で交差して配置され、かつ、前記第2仮想線と前記第4仮想線とが90度の角度で交差して配置されている、ギヤ切削加工装置である。
【発明の効果】
【0008】
本開示のギヤ切削加工装置によれば、ストレートベベルギヤ、スパイラルベベルギヤ、スパーギヤ、ヘリカルギヤ、ウォームホイール、ウォーム等の複数種類のギヤを製造することができる。
【図面の簡単な説明】
【0009】
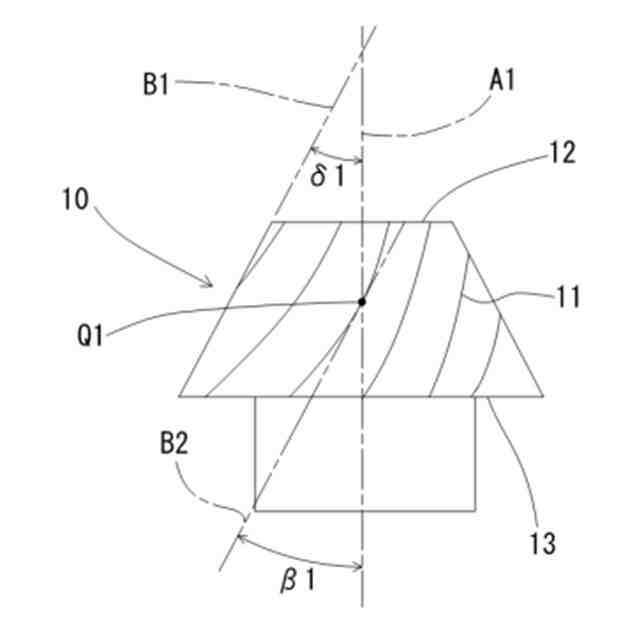
ギヤ切削加工装置の一例であるCNC縦型ホブ盤で製造できるスパイラルベベルギヤの模式図である。
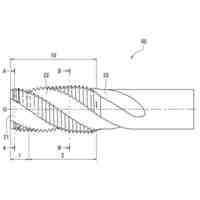
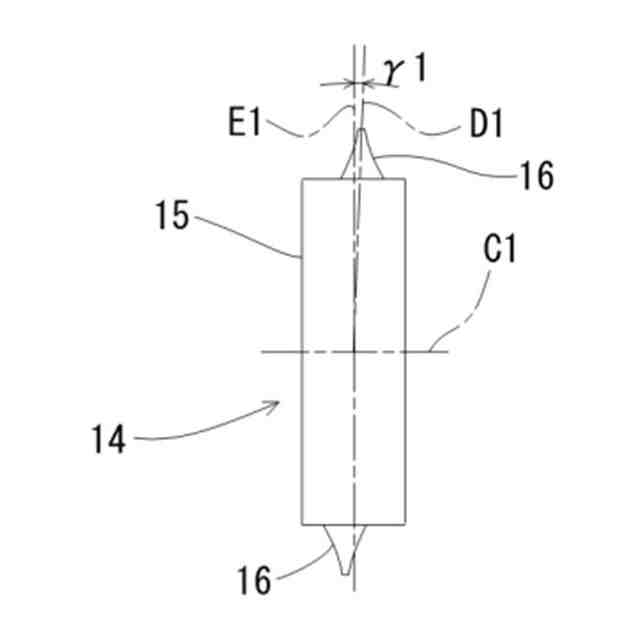
CNC縦型ホブ盤でワークを切削する切削工具の一例であるカッターの部分的な側面図である。
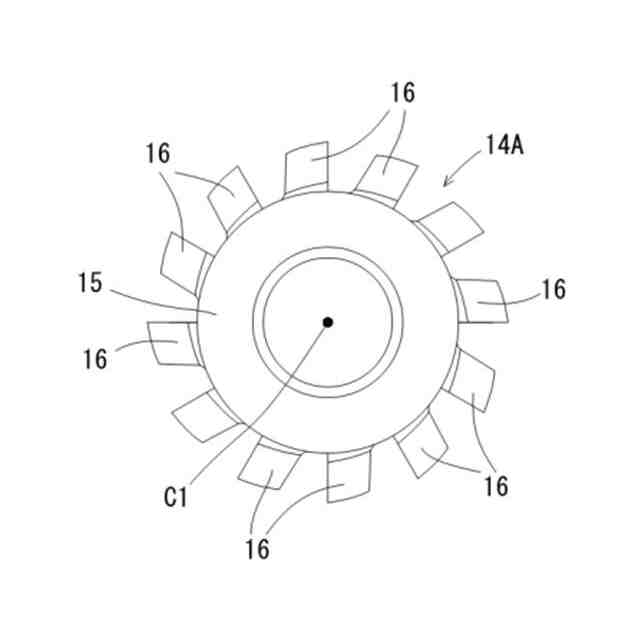
図2に示すカッターの正面図である。
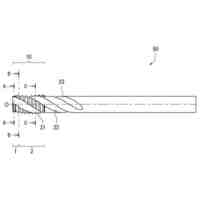
ワークを切削する切削工具の他の例であるホブの正面図である。
図3Bに示すホブの側面図である。
CNC縦型ホブ盤の全体構成を示す模式的な正面図である。
CNC縦型ホブ盤の全体構成を示す模式的な正面図である。
CNC縦型ホブ盤の全体構成を示す模式的な平面図である。
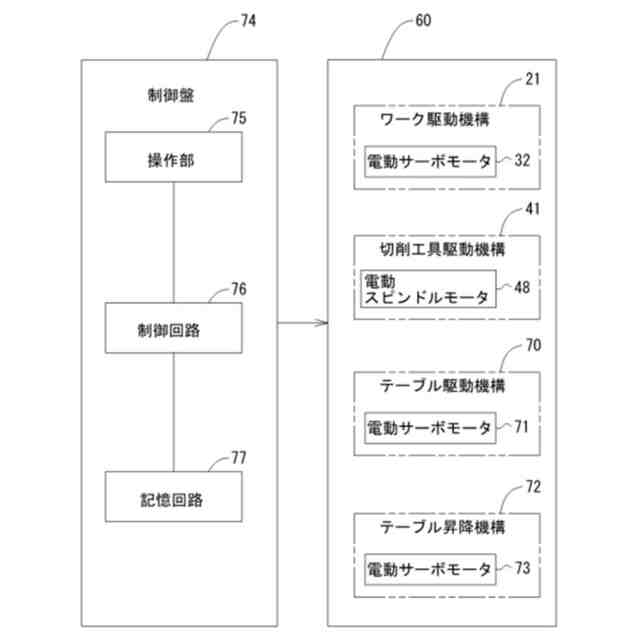
CNC縦型ホブ盤の制御系統を示すブロック図である。
CNC縦型ホブ盤による加工例1を示す概念図である。
CNC縦型ホブ盤による加工例2を示す概念図である。
CNC縦型ホブ盤による加工例3を示す概念図である。
CNC縦型ホブ盤による加工例4を示す概念図である。
CNC縦型ホブ盤による加工例5を示す概念図である。
CNC縦型ホブ盤による加工例6を示す概念図である。
CNC縦型ホブ盤による加工例7を示す概念図である。
CNC縦型ホブ盤による加工例8を示す概念図である。
【発明を実施するための形態】
【0010】
ギヤ切削加工装置の実施形態を、図面を参照して説明する。ギヤ切削加工装置の一例であるCNC縦型ホブ盤は、回転される切削工具によりワークを切削加工して、ストレートベベルギヤ、スパイラルベベルギヤ、スパーギヤ、ヘリカルギヤ、ウォームホイール、ウォーム等の複数種類のギヤを製造することができる装置である。回転される切削工具は、ワークに対して縦方向、つまり、鉛直方向に沿って移動される。CNC縦型ホブ盤の実施形態を説明するための図において、同一部には原則として同一の符号を付し、その繰り返しの説明は省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
北井産業株式会社
ギヤ切削加工装置
2か月前
個人
スラッジ除去装置
1か月前
個人
複合金属回転式ホーン
1か月前
株式会社FUJI
工作機械
6日前
株式会社FUJI
工作機械
1か月前
株式会社ダイヘン
積層造形溶接方法
10日前
トヨタ自動車株式会社
取付装置
1か月前
トヨタ自動車株式会社
積層コア
1か月前
株式会社ツガミ
工作機械
1か月前
株式会社トーキン
溶接用トーチ
1か月前
トヨタ自動車株式会社
検査方法
1か月前
株式会社ナベヤ
締結装置
10日前
株式会社ツガミ
工作機械
1か月前
株式会社オーエム製作所
工作機械
1か月前
株式会社不二越
歯車研削盤
18日前
株式会社メドメタレックス
ドリル
1か月前
株式会社FUJI
自動化用パレット
2か月前
サムテック株式会社
加工物製造方法
1か月前
三菱電機株式会社
ねじ取り出し装置
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
株式会社関本管工
エルボ管保持装置
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社ダイヘン
溶接トーチ
1か月前
トヨタ自動車株式会社
銅線の接合方法
10日前
DMG森精機株式会社
工作機械
1か月前
株式会社不二越
工具の製造方法
1か月前
株式会社不二越
管用テーパタップ
3日前
トヨタ自動車株式会社
スパッタ検出方法
2か月前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
津田駒工業株式会社
バリ取り用スピンドル装置
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
冷却器の製造方法
2か月前
北井産業株式会社
ギヤ切削加工装置
2か月前
株式会社不二越
インタラップタップ
10日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ