TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024171119
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023088016
出願日
2023-05-29
発明の名称
抵抗スポット接合方法及び抵抗スポット接合装置
出願人
国立大学法人大阪大学
,
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
11/11 20060101AFI20241204BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合品質の向上が可能な抵抗スポット接合方法及び抵抗スポット接合装置を提供すること。
【解決手段】抵抗スポット接合方法であって、第1ワークW10及び第2ワークW20を加圧軸11及び加圧部材12によって第1荷重で加圧することにより、第1ワーク及び第2ワークの少なくとも一方に突起W11を形成する突起形成工程と、第1ワーク及び第2ワークに対して第2荷重F2が作用するように加圧軸及び加圧部材による加圧力を除荷することにより、第1ワーク及び第2ワーク同士の接触面積を小さくする除荷工程と、第1ワーク及び第2ワークに第2荷重が作用しており、かつ、第1ワーク及び第2ワークの各々に電極21,22が接触した状態で、第1ワーク及び第2ワークに通電する通電工程と、第1ワーク及び第2ワークを第3荷重で加圧することにより、ワークW10,W20の接触部界面を互いに接合する接合工程と、を備える。
【選択図】図2
特許請求の範囲
【請求項1】
金属からなる第1ワークと金属からなる第2ワークとの接合方法であって、
前記第1ワーク及び前記第2ワークをその厚み方向における一方側に配置された加圧軸と他方側に配置された加圧部材とによって前記厚み方向における両側から第1荷重で加圧することにより、前記第1ワーク及び前記第2ワークの少なくとも一方に突起を形成する突起形成工程と、
前記加圧軸及び前記加圧部材から前記第1ワーク及び前記第2ワークに対して前記第1荷重よりも小さな第2荷重が作用するように前記加圧軸及び前記加圧部材による加圧力を除荷することにより、前記第1ワーク及び前記第2ワーク同士の接触面積を小さくする除荷工程と、
前記加圧軸及び前記加圧部材から前記第1ワーク及び前記第2ワークに対して前記第2荷重が作用しており、かつ、前記第1ワーク及び前記第2ワークの各々に電極が接触した状態で、前記第1ワーク及び前記第2ワークに通電する通電工程と、
前記第1ワーク及び前記第2ワークを前記厚み方向における両側から前記加圧軸及び前記加圧部材によって前記第2荷重よりも大きな第3荷重で加圧することにより、前記第1ワーク及び前記第2ワークの接触部界面を互いに接合する接合工程と、を備える、抵抗スポット接合方法。
続きを表示(約 940 文字)
【請求項2】
前記突起形成工程では、前記加圧部材として、前記加圧軸と対をなす加圧軸を用い、前記第1ワーク及び前記第2ワークの各々に前記突起を形成し、
前記接合工程では、前記第1ワークに形成された前記突起及び前記第2ワークに形成された前記突起を互いに接合する、請求項1に記載の抵抗スポット接合方法。
【請求項3】
前記接合工程では、前記第1ワーク及び前記第2ワークの接触部が軟化した後、前記第1ワーク及び前記第2ワークの前記接触部界面を互いに接合する、請求項1又は2に記載の抵抗スポット接合方法。
【請求項4】
第1ワークと第2ワークとをその厚み方向における両側から加圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、
前記第1ワーク及び前記第2ワークの各々に互いに接触する突起が形成されるように前記一対の加圧軸から前記第1ワーク及び前記第2ワークに第1荷重を作用させる突起形成手段と、
前記一対の加圧軸から前記第1ワーク及び前記第2ワークに対して前記第1荷重よりも小さな第2荷重が作用するように前記一対の加圧軸による加圧力を除荷することにより、前記突起同士の接触面積を小さくする除荷手段と、
前記一対の加圧軸から前記第1ワーク及び前記第2ワークに対して前記第2荷重を作用させ、かつ、前記第1ワークのうち前記一対の加圧軸の一方により加圧される部位の周囲の部位及び前記第2ワークのうち前記一対の加圧軸の他方により加圧される部位の周囲の部位に前記一対の電極を接触させた状態で、前記第1ワーク及び前記第2ワークに通電する通電手段と、
前記突起が軟化したことを示す軟化条件が成立したときに前記一対の加圧軸から各前記突起に対して前記第2荷重よりも大きな第3荷重を作用させる接合手段と、を備えた、抵抗スポット接合装置。
【請求項5】
前記一対の加圧軸から前記第1ワーク及び前記第2ワークに作用する荷重を検知可能なセンサと、前記センサの検出値が閾値以下となったときに前記軟化条件が成立したと判定する判定手段とを備えた、請求項4に記載の抵抗スポット接合装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、抵抗スポット接合方法及び抵抗スポット接合装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
国際公開第2021/182444号には、押圧部と、一対の溶接電極と、を備える固相点接合装置が開示されている。押圧部は、2枚の金属板材を当該金属板材と直交する方向に押圧可能である。一対の溶接電極は、2枚の金属板材をその厚み方向における両側から挟持した状態で両金属板材に通電することにより、各金属板材を加熱する。
【先行技術文献】
【特許文献】
【0003】
国際公開第2021/182444号
【発明の概要】
【発明が解決しようとする課題】
【0004】
国際公開第2021/182444号に記載される固相点接合装置では、接合品質を向上させることが望ましい。
【0005】
本開示の目的は、接合品質の向上が可能な抵抗スポット接合方法及び抵抗スポット接合装置を提供することである。
【課題を解決するための手段】
【0006】
本開示の一局面に従った抵抗スポット接合方法は、金属からなる第1ワークと金属からなる第2ワークとの接合方法であって、前記第1ワーク及び前記第2ワークをその厚み方向における一方側に配置された加圧軸と他方側に配置された加圧部材とによって前記厚み方向における両側から第1荷重で加圧することにより、前記第1ワーク及び前記第2ワークの少なくとも一方に突起を形成する突起形成工程と、前記加圧軸及び前記加圧部材から前記第1ワーク及び前記第2ワークに対して前記第1荷重よりも小さな第2荷重が作用するように前記加圧軸及び前記加圧部材による加圧力を除荷することにより、前記第1ワーク及び前記第2ワーク同士の接触面積を小さくする除荷工程と、前記加圧軸及び前記加圧部材から前記第1ワーク及び前記第2ワークに対して前記第2荷重が作用しており、かつ、前記第1ワーク及び前記第2ワークの各々に電極が接触した状態で、前記第1ワーク及び前記第2ワークに通電する通電工程と、前記第1ワーク及び前記第2ワークを前記厚み方向における両側から前記加圧軸及び前記加圧部材によって前記第2荷重よりも大きな第3荷重で加圧することにより、前記第1ワーク及び前記第2ワークの接触部界面を互いに接合する接合工程と、を備える。
【0007】
本開示の一局面に従った抵抗スポット接合装置は、第1ワークと第2ワークとをその厚み方向における両側から加圧する一対の加圧軸と、前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、前記第1ワーク及び前記第2ワークの各々に互いに接触する突起が形成されるように前記一対の加圧軸から前記第1ワーク及び前記第2ワークに第1荷重を作用させる突起形成手段と、前記一対の加圧軸から前記第1ワーク及び前記第2ワークに対して前記第1荷重よりも小さな第2荷重が作用するように前記一対の加圧軸による加圧力を除荷することにより、前記突起同士の接触面積を小さくする除荷手段と、前記一対の加圧軸から前記第1ワーク及び前記第2ワークに対して前記第2荷重を作用させ、かつ、前記第1ワークのうち前記一対の加圧軸の一方により加圧される部位の周囲の部位及び前記第2ワークのうち前記一対の加圧軸の他方により加圧される部位の周囲の部位に前記一対の電極を接触させた状態で、前記第1ワーク及び前記第2ワークに通電する通電手段と、前記突起が軟化したことを示す軟化条件が成立したときに前記一対の加圧軸から各前記突起に対して前記第2荷重よりも大きな第3荷重を作用させる接合手段と、を備える。
【発明の効果】
【0008】
本開示によれば、接合品質の向上が可能な抵抗スポット接合方法及び抵抗スポット接合装置を提供することができる。
【図面の簡単な説明】
【0009】
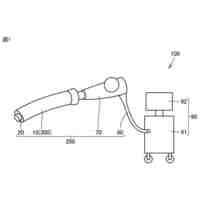
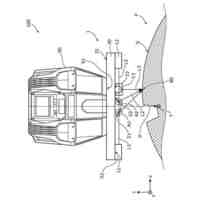
本開示の一実施形態における抵抗スポット接合装置を概略的に示す図である。
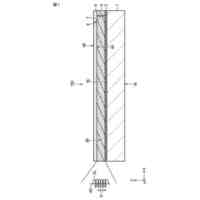
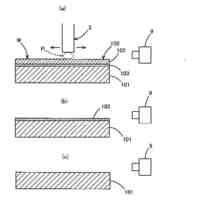
除荷工程後の通電工程を概略的に示す図である。
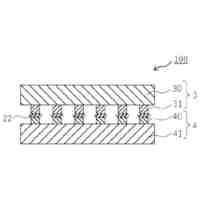
図2において実線IIIで示される範囲の拡大図である。
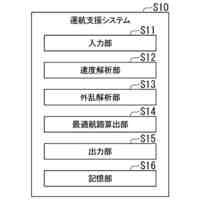
制御部の制御内容を示すフローチャートである。
【発明を実施するための形態】
【0010】
本開示の実施形態について、図面を参照して説明する。なお、以下で参照する図面では、同一またはそれに相当する部材には、同じ番号が付されている。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
国立大学法人大阪大学
内視鏡システム
1日前
大和ハウス工業株式会社
反応装置
14日前
株式会社神戸製鋼所
ねじり疲労評価方法
7日前
株式会社ジャパンディスプレイ
液晶光学素子
10日前
国立大学法人大阪大学
治具、システム、方法及びコンピュータプログラム
7日前
株式会社ダイセル
金属ペースト、及び接合体の製造方法
7日前
株式会社マンダム
皮膚疾患抑制剤のスクリーニング方法
24日前
国立大学法人大阪大学
プログラム、情報処理方法、情報処理装置および学習モデル生成方法
14日前
三菱造船株式会社
運航支援システム、運航支援方法及びプログラム
15日前
株式会社ジェイテックコーポレーション
基板再生方法及びSiC基板の再生方法
18日前
国立大学法人徳島大学
高偏極化対象物、並びに、その製造方法、高偏極化方法及び高偏極化装置
3日前
東京瓦斯株式会社
メタン合成用二酸化炭素還元電極及びその製造方法、並びに、メタン合成用二酸化炭素電解セル
10日前
国立大学法人大阪大学
ナノポアデバイスを用いたウイルス由来のカプシドに含まれる核酸のサイズに関連する情報の取得方法、当該取得方法に用いられるナノポアデバイスおよび取得装置
2日前
個人
タップ
1か月前
個人
加工機
1か月前
麗豊実業股フン有限公司
ラクトバチルス・パラカセイNB23菌株及びそれを筋肉量の増加や抗メタボリック症候群に用いる用途
23日前
株式会社不二越
ドリル
29日前
日東精工株式会社
ねじ締め機
15日前
株式会社北川鉄工所
回転装置
2日前
エフ・ピー・ツール株式会社
リーマ
1か月前
株式会社アンド
半田付け方法
29日前
株式会社アンド
半田付け方法
29日前
日進工具株式会社
エンドミル
1か月前
株式会社ダイヘン
多層盛り溶接方法
1か月前
村田機械株式会社
レーザ加工機
16日前
村田機械株式会社
レーザ加工機
16日前
株式会社トヨコー
被膜除去方法
17日前
株式会社不二越
超硬合金製ドリル
1か月前
トヨタ自動車株式会社
溶接ヘッド
2日前
トヨタ自動車株式会社
溶接ヘッド
3日前
株式会社ダイヘン
溶接装置
1か月前
個人
管の切断装置及び管の切断方法
1か月前
日東精工株式会社
はんだこて先の製造方法
2日前
日東精工株式会社
はんだこて先の製造方法
1か月前
株式会社不二越
通り穴加工用タップ
1か月前
春日機械工業股ふん有限公司
挟持装置
25日前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ