TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025086076
公報種別
公開特許公報(A)
公開日
2025-06-06
出願番号
2023199884
出願日
2023-11-27
発明の名称
金属ペースト、及び接合体の製造方法
出願人
株式会社ダイセル
,
国立大学法人大阪大学
代理人
園田・小林弁理士法人
主分類
B22F
9/00 20060101AFI20250530BHJP(鋳造;粉末冶金)
要約
【課題】狭ピッチ化された場合であっても、電気的及び機械強度的に高い信頼性を有する接合体が効率よく得られる、金属ペースト、及び接合体の製造方法を提供する。
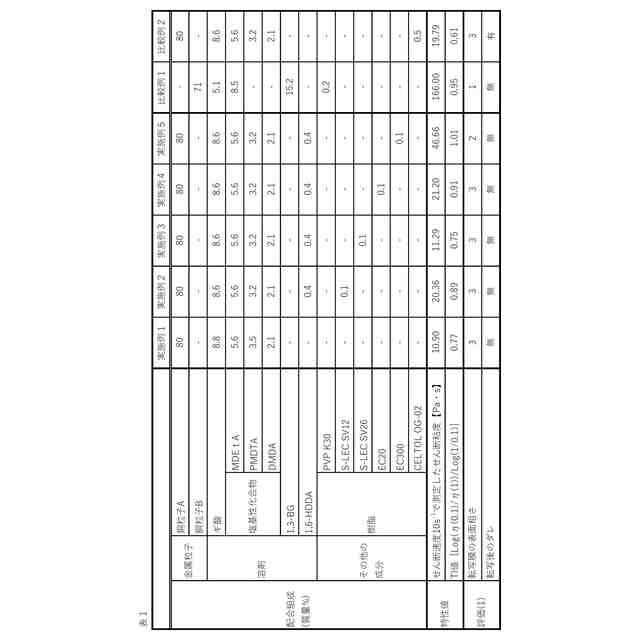
【解決手段】金属粒子及び溶剤を含む金属ペーストであって、25℃においてせん断速度10s
-1
で測定したせん断粘度が1~100Pa・sであり、せん断速度0.1s
-1
で測定したせん断粘度とせん断速度1s
-1
で測定したせん断粘度との比を対数で表示した値(TI値)が0.7~1.0である、金属ペースト。
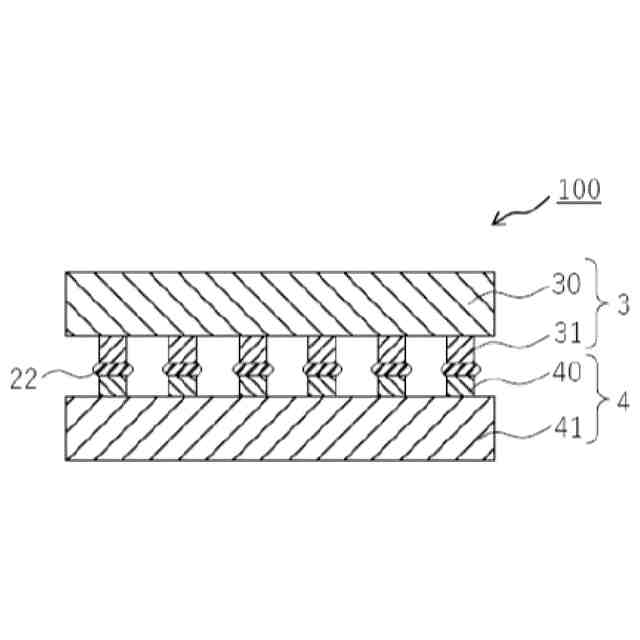
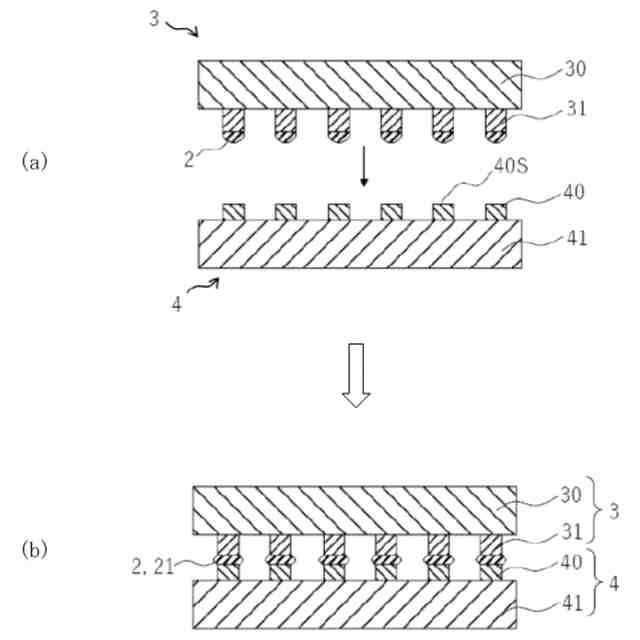
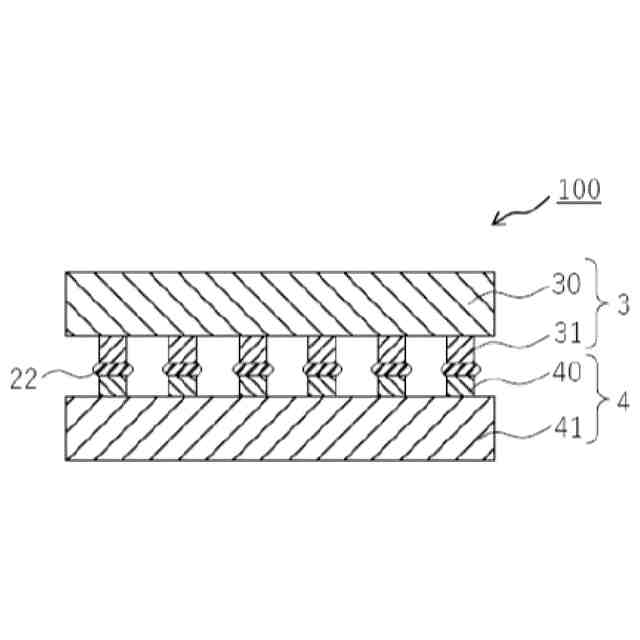
【選択図】図4
特許請求の範囲
【請求項1】
金属粒子及び溶剤を含む金属ペーストであって、
25℃においてせん断速度10s
-1
で測定したせん断粘度が1~100Pa・sであり、
せん断速度0.1s
-1
で測定したせん断粘度とせん断速度1s
-1
で測定したせん断粘度との比を対数で表示した値(TI値)が0.7~1.0である、金属ペースト。
続きを表示(約 760 文字)
【請求項2】
前記金属粒子が銅粒子である、請求項1に記載の金属ペースト。
【請求項3】
前記溶剤がギ酸及び塩基性化合物を含む、請求項1又は2に記載の金属ペースト。
【請求項4】
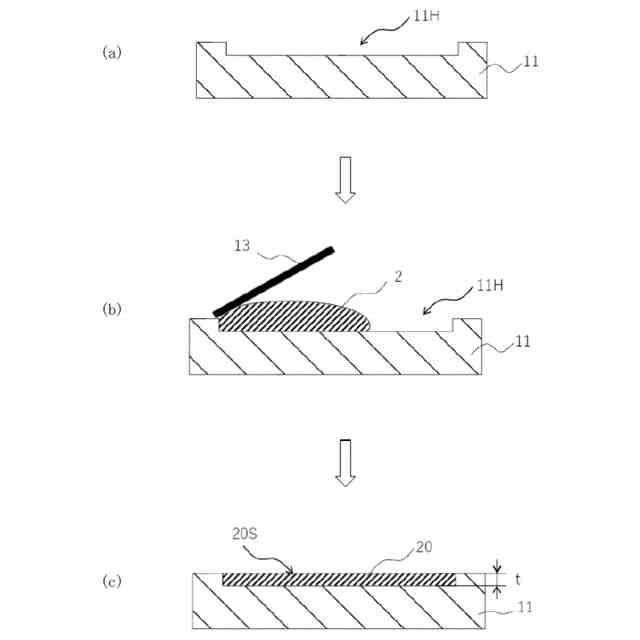
基材上に金属ペーストを塗布して、転写膜を準備する工程1と、
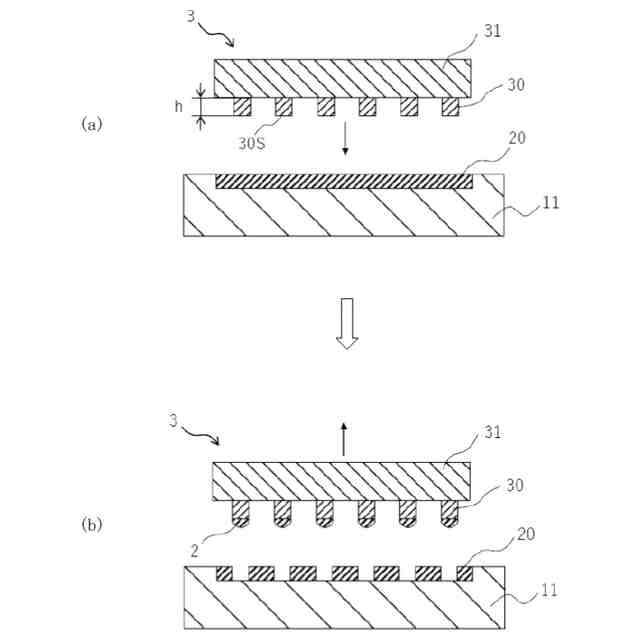
金属ピラーを有する第1の被接合体の前記金属ピラーを前記転写膜に接触させて、前記金属ペーストを前記金属ピラーの少なくとも一面に転写する工程2と、
前記金属ピラーに転写された前記金属ペーストを第2の被接合体に接触させる工程3と、
を有する、接合体の製造方法であって、
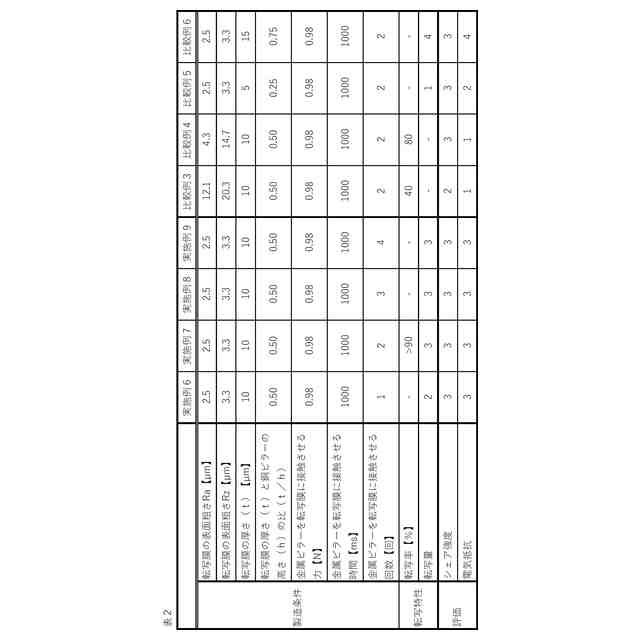
前記転写膜の表面において、表面粗さRaが0.1~5μmであり、且つ表面粗さRzが0.5~10μmであり、
前記転写膜の厚さ(t)と前記金属ピラーの高さ(h)との比(t/h)が0.4~0.7である、接合体の製造方法。
【請求項5】
前記金属ペーストを介して接する前記第1の被接合体及び第2の被接合体を加熱する工程4、を更に有する、請求項4に記載の接合体の製造方法。
【請求項6】
前記工程2において、前記金属ピラーを前記転写膜に接触させる力が0.6~2.0Nである、請求項4又は5に記載の接合体の製造方法。
【請求項7】
前記工程2において、前記金属ピラーを前記転写膜に接触させる時間が500~2000msである、請求項4又は5に記載の接合体の製造方法。
【請求項8】
前記工程2を2~4回行う、請求項4又は5に記載の接合体の製造方法。
【請求項9】
前記金属ペーストが請求項1又は2に記載の金属ペーストである、請求項4又は5に記載の接合体の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、金属ペースト、及び接合体の製造方法に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
電子デバイスにおける電気的接合には、一般にはんだ接合が用いられる。特に、半導体チップと半導体パッケージの間の電気的接合には、フリップチップ法が広く用いられている。
【0003】
近年、チップの高集積化に伴い、金属ピラーを用いたフリップチップ技術も注目されている。このような技術では、例えば、半導体チップ上に金属ピラーを形成し、その金属ピラーの先端を半導体パッケージの電極にはんだ接合して、電極間を接続する(例えば、非特許文献1)。
【先行技術文献】
【非特許文献】
【0004】
Jonas Zurcher1他、"Nanoparticle Assembly and Sintering Towards All-Copper Flip Chip Interconnect"、2015 Electronic Components & Technology Conference、2015年、p.1115-1121
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら最近では、チップの小型化、高集積化に伴い、金属ピラー間隔の狭ピッチ化(以下、単に「狭ピッチ化」ということがある。)が進んでおり、電子デバイスにおいて電気的及び機械強度的に高い信頼性を確保することは困難な傾向がある。
【0006】
特に、狭ピッチ化が進行するほど、金属ピラー間で半田ブリッジが生じ易くなる。半田ブリッジは、電極のショート(電気的な不良)の原因となるため抑制する必要がある。
一方で、半田ブリッジを抑制する観点から、金属ピラーに付着させる金属ペーストの粘度を高くしたり、付着させる量(転写量)を少なくしたりすると、金属ピラーへの金属ペーストの転写不良(転写率の低下)や、電極間の接続不良(電気的及び/又は機械強度的な接続不良)を招来する。
【0007】
すなわち、狭ピッチ化に伴う、半田ブリッジによる電極ショートの問題と、金属ペーストの転写不良及び電極間の接続不良の問題とは、トレードオフの関係にある。
特に、金属ピラー間隔が例えば40μm以下に狭ピッチ化された場合には、上記のような問題はより顕著であり、電気的及び機械強度的に高い信頼性を有する接合体を、高い製造歩留まりで、効率よく得ることは非常に困難であった。
【0008】
そのため、狭ピッチ化(金属ピラー間隔が例えば40μm以下)を進める上では、電気的及び機械強度的に高い信頼性を有する接合体が効率よく得られる、金属ペースト、及び接合体の製造方法が求められている。
特に金属ペーストとしては、電気的及び機械強度的に高い信頼性を有する接合体を効率よく得る上で、高い転写率と適度な転写量とを共に実現し得る金属ペーストが求められている。
【0009】
本開示は、狭ピッチ化された場合であっても、電気的及び機械強度的に高い信頼性を有する接合体が効率よく得られる、金属ペースト、及び接合体の製造方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
本開示は以下の態様を含む。
[1] 金属粒子及び溶剤を含む金属ペーストであって、
25℃においてせん断速度10s
-1
で測定したせん断粘度が1~100Pa・sであり、
せん断速度0.1s
-1
で測定したせん断粘度とせん断速度1s
-1
で測定したせん断粘度との比を対数で表示した値(TI値)が0.7~1.0である、金属ペースト。
[2] 基材上に金属ペーストを塗布して、転写膜を準備する工程1と、
金属ピラーを有する第1の被接合体の前記金属ピラーを前記転写膜に接触させて、前記金属ペーストを前記金属ピラーの少なくとも一面に転写する工程2と、
前記金属ピラーに転写された前記金属ペーストを第2の被接合体に接触させる工程3と、
を有する、接合体の製造方法であって、
前記転写膜の表面において、表面粗さRaが0.1~5μmであり、且つ表面粗さRzが0.5~10μmであり、
前記転写膜の厚さ(t)と前記金属ピラーの高さ(h)との比(t/h)が0.4~0.7である、接合体の製造方法。
【発明の効果】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイセル
硬化性樹脂組成物、コーティング層、積層体、プラスチックレンズ、及び画像表示装置
6日前
個人
ピストンの低圧鋳造金型
3か月前
三菱電機株式会社
三次元造形装置
6か月前
株式会社 寿原テクノス
金型装置
6か月前
株式会社プロテリアル
合金粉末の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
26日前
トヨタ自動車株式会社
鋳バリ抑制方法
3か月前
個人
透かし模様付き金属板の製造方法
6か月前
芝浦機械株式会社
成形機
5か月前
芝浦機械株式会社
成形機
5か月前
株式会社キャステム
鋳造品の製造方法
3か月前
トヨタ自動車株式会社
中子の製造方法
6日前
トヨタ自動車株式会社
鋳物砂の再生方法
27日前
株式会社日本触媒
窒素被覆金属粒子の製造方法
1か月前
東洋機械金属株式会社
ダイカストマシン
6か月前
トヨタ自動車株式会社
ケースの製造方法
1か月前
トヨタ自動車株式会社
突き折り棒
2か月前
株式会社浅沼技研
鋳型及びその製造方法
5か月前
株式会社日本高熱工業社
潤滑剤塗布装置
5か月前
旭有機材株式会社
鋳型の製造方法
11日前
トヨタ自動車株式会社
金型冷却構造
2か月前
株式会社プロテリアル
金属付加製造物の製造方法
4か月前
大同特殊鋼株式会社
鋼塊の製造方法
4か月前
株式会社神戸製鋼所
炭素-銅含有粉末
2か月前
株式会社豊田中央研究所
積層造形装置
2か月前
福田金属箔粉工業株式会社
Cu系粉末
1か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
3か月前
ポーライト株式会社
焼結部品の製造方法
1か月前
日立Astemo株式会社
成形装置
4か月前
ポーライト株式会社
焼結部品の製造方法
6か月前
デザインパーツ株式会社
冷却装置及び冷却方法
5か月前
artience株式会社
接合用ペースト、及び接合体
27日前
山陽特殊製鋼株式会社
取鍋
6か月前
大同特殊鋼株式会社
金属溶湯の出湯状態判定方法
1か月前
株式会社神戸製鋼所
鋼の製造方法
5か月前
artience株式会社
接合用ペースト、及び接合体
27日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ

































