TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024170917
公報種別
公開特許公報(A)
公開日
2024-12-11
出願番号
2023087684
出願日
2023-05-29
発明の名称
固相接合装置および固相接合方法
出願人
国立大学法人大阪大学
,
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
20/00 20060101AFI20241204BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ワークに加える荷重を低減することが可能な固相接合装置および固相接合装置を用いた固相接合方法を提供する。
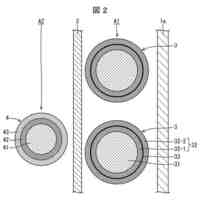
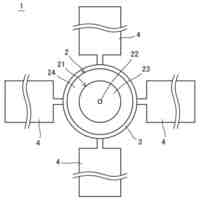
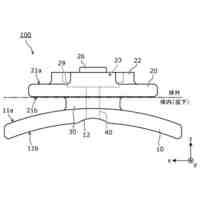
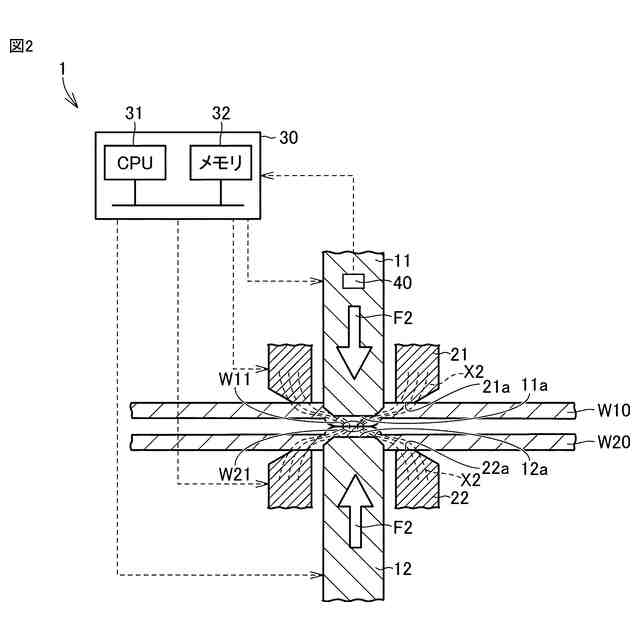
【解決手段】金属からなる第1ワークW10および第2ワークW20を厚み方向における両側から押圧する一対の加圧軸11,12と、一対の加圧軸11,12の周囲にそれぞれ配置された一対の電極21,22と、制御装置30とを備える。制御装置30は、一対の加圧軸11,12を制御することによって第1ワークW10および第2ワークW20の各々に第1荷重F1を作用させ互いに接触させながら、一対の電極21,22に第1電流X1を通電し、次に一対の加圧軸11,12を制御することによって第1ワークW10および第2ワークW20の各々に第2荷重F2を作用させながら、一対の電極21,22に第1電流X1よりも大きい第2電流X2を通電する。
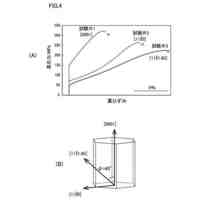
【選択図】図5
特許請求の範囲
【請求項1】
金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、
制御装置とを備え、
前記制御装置は、
前記一対の加圧軸を制御することによって前記第1ワークおよび前記第2ワークの各々に第1荷重を作用させ互いに接触させながら、前記一対の電極に第1電流を通電し、
次に前記一対の加圧軸を制御することによって前記第1ワークおよび前記第2ワークの各々に第2荷重を作用させながら、前記一対の電極に前記第1電流よりも大きい第2電流を通電する、固相接合装置。
続きを表示(約 710 文字)
【請求項2】
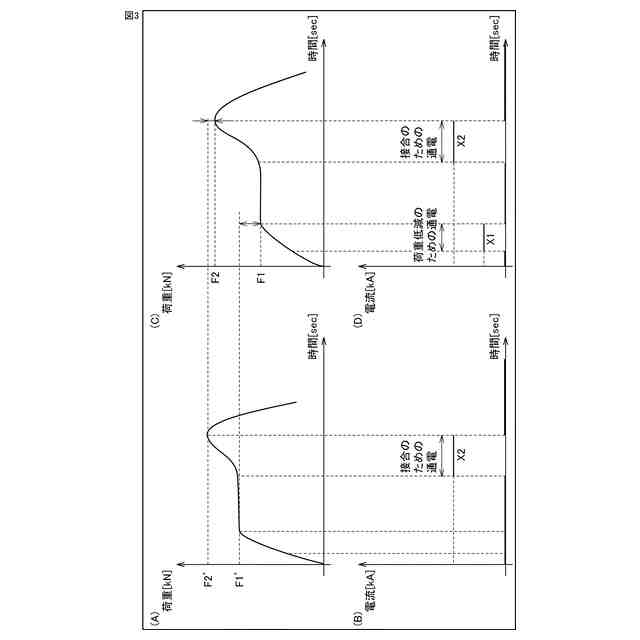
前記制御装置は、前記一対の電極に前記第1電流を第1期間通電した後に一旦通電を停止し、次に前記第2電流を第2期間通電する、請求項1に記載の固相接合装置。
【請求項3】
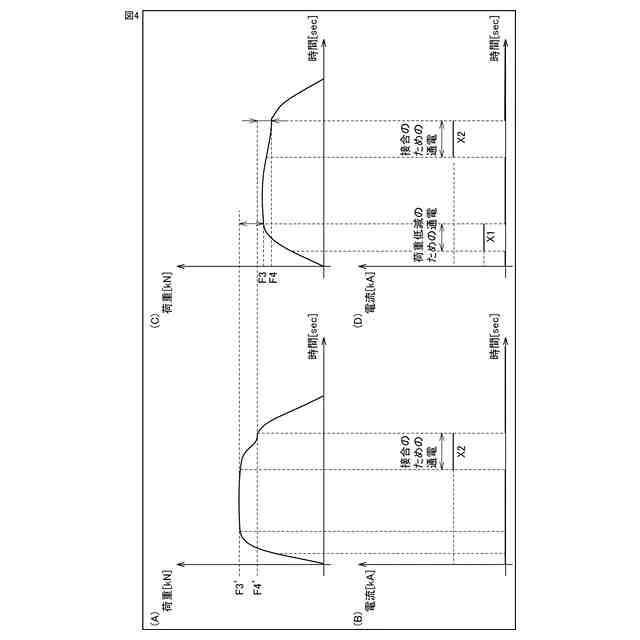
前記制御装置は、前記一対の電極に前記第1電流を第1期間通電し、引き続き前記第2電流を第2期間通電する、請求項1に記載の固相接合装置。
【請求項4】
前記一対の加圧軸から前記第1ワークおよび前記第2ワークに作用する荷重を検知可能なセンサをさらに備え、
前記制御装置は、前記センサの検出値が第1閾値となったことに応答して前記一対の電極への前記第1電流の通電を停止し、前記センサの検出値が第2閾値となったことに応答して前記一対の電極への前記第2電流の通電を停止する、請求項1から請求項3のいずれか1項に記載の固相接合装置。
【請求項5】
金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、
前記一対の加圧軸の周囲にそれぞれ配置された一対の電極と、
制御装置とを備えた固相接合装置を用いた固相接合方法であって、
前記制御装置は、
前記一対の加圧軸を制御することによって前記第1ワークおよび前記第2ワークの各々に第1荷重を作用させ互いに接触させながら、前記一対の電極に第1電流を通電するステップと、
次に前記一対の加圧軸を制御することによって前記第1ワークおよび前記第2ワークの各々に第2荷重を作用させながら、前記一対の電極に前記第1電流よりも大きい第2電流を通電するステップとを実行する、固相接合方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、固相接合装置および固相接合装置を用いた固相接合方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
特開2020-11253号公報(特許文献1)には、複数枚の金属板を厚さ方向に積み重ねて接合する抵抗スポット溶接について開示されている。抵抗スポット溶接は、金属板を電極で挟み込み加圧状態で大電流を流すことによって金属を溶融させる溶接方法である。特開2020-11253号公報(特許文献1)の技術は、金属めっき層のめっき金属を合金化する予備通電工程と、複数枚の金属板を接合する本通電工程とを有している。
【先行技術文献】
【特許文献】
【0003】
特開2020-11253号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特開2020-11253号公報(特許文献1)は、抵抗スポット溶接に関する技術であり、固相接合に関するものではなかった。本明細書においては、金属を溶融させずに低温域の固相状態で接合することによって、大電流による金属の溶融による強度低下等を防ぐ接合方法を「固相接合」と呼ぶ。特開2020-11253号公報(特許文献1)は、固相接合のような低温域による接合を想定していない。
【0005】
ここで、固相接合は、低温域による接合であるため金属からなるワークの硬度が高くなればなるほどワークに加える荷重が増加してしまう。これによって、耐久性を向上させるため装置が大型化してしまう。
【0006】
本開示の目的は、ワークに加える荷重を低減することが可能な固相接合装置および固相接合装置を用いた固相接合方法を提供することである。
【課題を解決するための手段】
【0007】
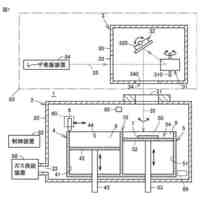
本開示の一局面の固相接合装置は、金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極と、制御装置とを備える。制御装置は、一対の加圧軸を制御することによって第1ワークおよび第2ワークの各々に第1荷重を作用させ互いに接触させながら、一対の電極に第1電流を通電し、次に一対の加圧軸を制御することによって第1ワークおよび第2ワークの各々に第2荷重を作用させながら、一対の電極に第1電流よりも大きい第2電流を通電する。
【0008】
本開示の一局面の固相接合方法は、金属からなる第1ワークおよび第2ワークを厚み方向における両側から押圧する一対の加圧軸と、一対の加圧軸の周囲にそれぞれ配置された一対の電極と、制御装置とを備えた固相接合装置を用いた固相接合方法に関する。制御装置は、一対の加圧軸を制御することによって第1ワークおよび第2ワークの各々に第1荷重を作用させ互いに接触させながら、一対の電極に第1電流を通電するステップと、次に一対の加圧軸を制御することによって第1ワークおよび第2ワークの各々に第2荷重を作用させながら、一対の電極に第1電流よりも大きい第2電流を通電するステップとを実行する。
【発明の効果】
【0009】
本開示によれば、第1電流の通電によってワークに加える荷重を低減することが可能な固相接合装置および固相接合装置を用いた固相接合方法を提供することができる。
【図面の簡単な説明】
【0010】
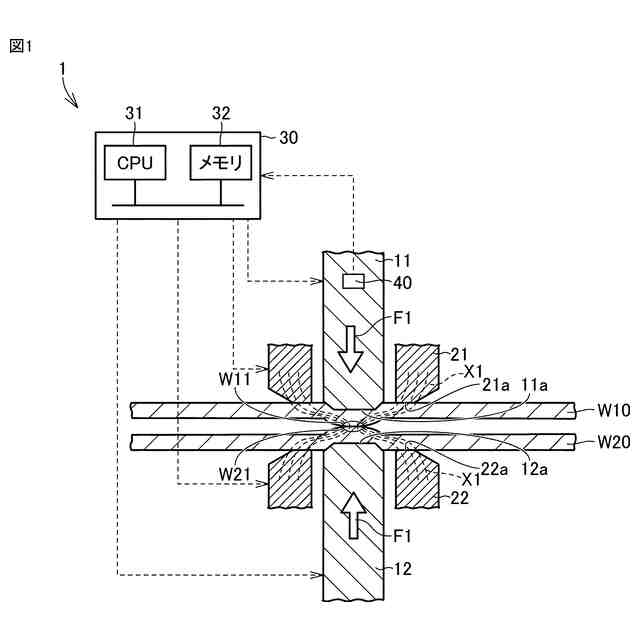
本開示の一実施形態の固相接合装置において第1電流の通電工程を概略的に示す図である。
本開示の一実施形態の固相接合装置において第2電流の通電工程を概略的に示す図である。
時間に対する電流の変化および時間に対する荷重の変化を示す図である。
時間に対する電流の変化および時間に対する荷重の変化を示す図である。
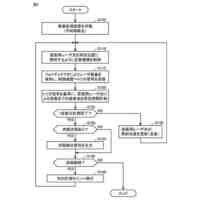
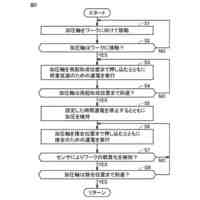
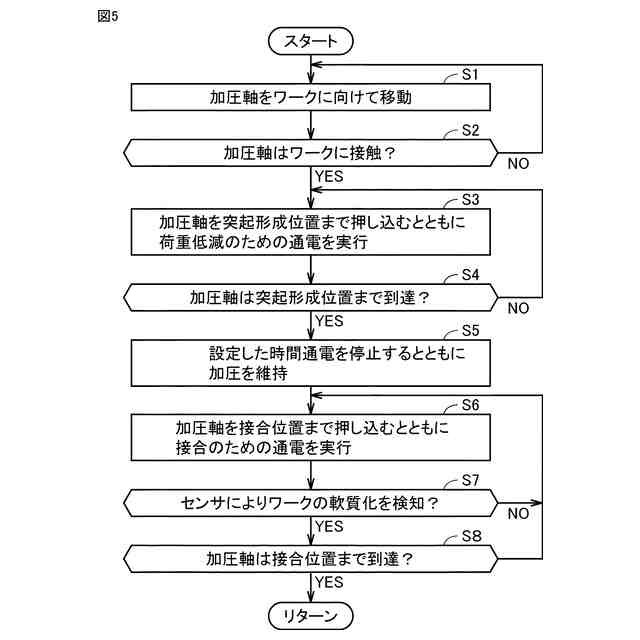
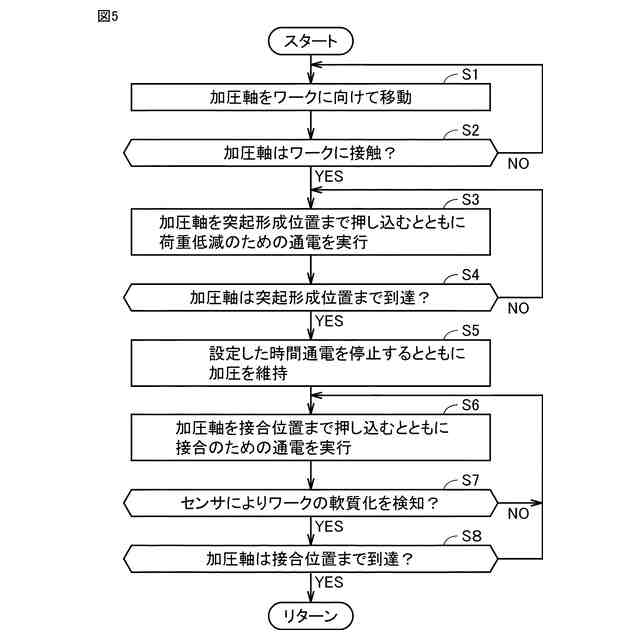
制御装置が実行する制御内容を示すフローチャートである。
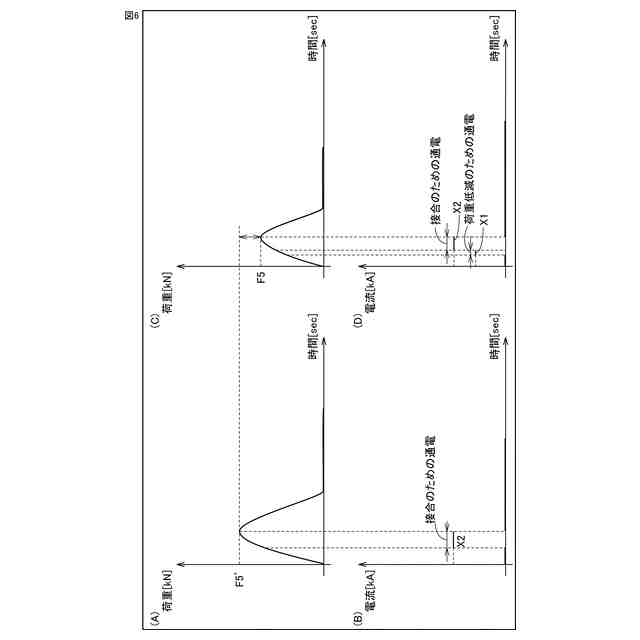
常時通電する際の時間に対する電流の変化および時間に対する荷重の変化を示す図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
国立大学法人大阪大学
加熱装置
6か月前
国立大学法人大阪大学
モータ装置
5か月前
国立大学法人大阪大学
医療用綿棒
5か月前
国立大学法人大阪大学
栄養パルス
1か月前
国立大学法人大阪大学
シリコン粒子
2か月前
国立大学法人大阪大学
接着剤組成物
4か月前
国立大学法人大阪大学
原子力発電装置
5日前
国立大学法人大阪大学
発光タンパク質
23日前
国立大学法人大阪大学
ワーク取出し装置
5か月前
国立大学法人大阪大学
オルガノイド組成物
3か月前
国立大学法人大阪大学
認知機能評価システム
3か月前
国立大学法人大阪大学
α線放出抗体薬物複合体
5か月前
国立大学法人大阪大学
照射装置および照射方法
5か月前
国立大学法人大阪大学
免震ダンパー及び免震構造
4か月前
株式会社ダイセル
積層体
5か月前
国立大学法人大阪大学
鋼床版の残留応力低減方法
5か月前
国立大学法人大阪大学
気体分析装置、気体分析方法
3か月前
国立大学法人大阪大学
情報処理装置および推定方法
5か月前
国立大学法人大阪大学
眼科検査装置及び眼科検査方法
2か月前
国立大学法人大阪大学
眼科検査装置及び眼科検査方法
2か月前
国立大学法人大阪大学
眼科装置及び被検眼の検査方法
2か月前
株式会社ダイヘン
溶接検査方法
4か月前
国立大学法人大阪大学
細胞抽出装置および細胞抽出方法
2か月前
国立大学法人大阪大学
積層造形装置および積層造形方法
5か月前
国立大学法人大阪大学
固相接合装置および固相接合方法
5か月前
国立大学法人大阪大学
半導体論理回路及び半導体集積回路
5か月前
国立大学法人大阪大学
コネクタ取付具およびコネクタ部材
1か月前
株式会社島津製作所
試料分析方法
2か月前
国立大学法人大阪大学
超音波検査装置および超音波検査方法
5か月前
国立大学法人大阪大学
固相接合装置および不純物の除去方法
5か月前
国立大学法人大阪大学
無機構造物及び無機構造物の製造方法
1か月前
国立大学法人大阪大学
光発電システムの出力電力特性の最適化
26日前
国立大学法人大阪大学
カルシウム結晶類の結晶形態の分析方法
2か月前
国立大学法人大阪大学
センサデバイス及びセンシングシステム
6か月前
日本電信電話株式会社
量子鍵配送装置
1か月前
株式会社丸島アクアシステム
溶接方法
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ