TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024175304
公報種別
公開特許公報(A)
公開日
2024-12-18
出願番号
2023092984
出願日
2023-06-06
発明の名称
積層造形装置および積層造形方法
出願人
国立大学法人大阪大学
,
株式会社島津製作所
代理人
弁理士法人深見特許事務所
主分類
B22F
10/32 20210101AFI20241211BHJP(鋳造;粉末冶金)
要約
【課題】センサが菌液中の菌を確実に検出できるようにすることである。
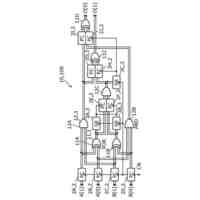
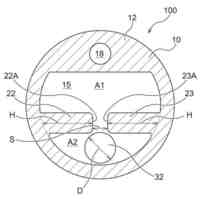
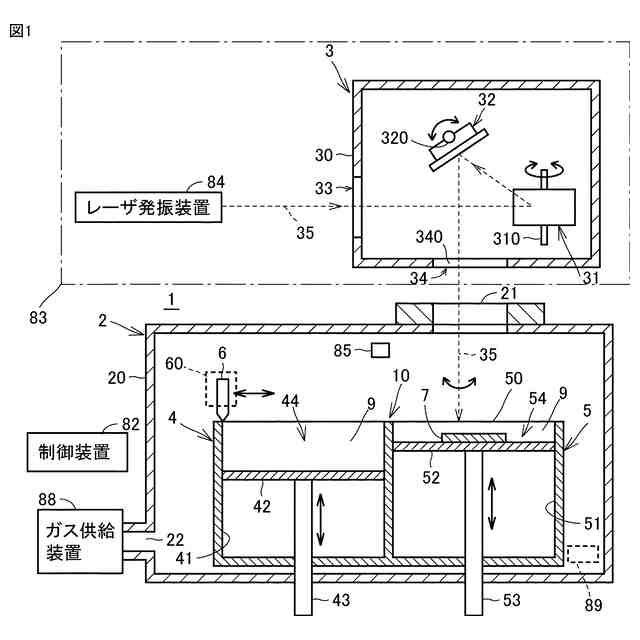
【解決手段】チャンバ(チャンバ2)と、チャンバ(チャンバ2)内に雰囲気ガスを供給するガス供給装置(ガス供給装置88)と、三次元の造形物(造形物7)を積層造形するために、チャンバ(チャンバ2)内において粉末が敷かれたパウダーベッド(パウダーベッド50)が設けられる造形領域(造形領域54)に対して、エネルギービームを照射する照射装置(照射装置83)と、造形物(造形物7)の積層造形に関する制御を行なう制御装置(制御装置82)とを備え、制御装置(制御装置82)は、造形物(造形物7)が積層造形される場合に、チャンバ内における雰囲気ガスの圧力を大気圧よりも高くする制御を行なう。
【選択図】図1
特許請求の範囲
【請求項1】
チャンバと、
前記チャンバ内に雰囲気ガスを供給するガス供給装置と、
三次元の造形物を積層造形するために、前記チャンバ内において粉末が敷かれたパウダーベッドが設けられる造形領域に対して、エネルギービームを照射する照射装置と、
前記造形物の積層造形に関する制御を行なう制御装置とを備え、
前記制御装置は、前記造形物が積層造形される場合に、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なう、積層造形装置。
続きを表示(約 1,200 文字)
【請求項2】
前記制御装置は、少なくとも前記パウダーベッドに前記エネルギービームが照射される時期に、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なう、請求項1に記載の積層造形装置。
【請求項3】
前記制御装置は、前記チャンバ内における空間の温度よりも低温の前記雰囲気ガスを前記ガス供給装置から供給させる制御をすることにより、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なう、請求項1または請求項2に記載の積層造形装置。
【請求項4】
前記制御装置は、前記チャンバ内における前記雰囲気ガスの温度を変化させることにより、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なう、請求項1または請求項2に記載の積層造形装置。
【請求項5】
前記制御装置は、前記チャンバの容積を変化させることにより、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なう、請求項1または請求項2に記載の積層造形装置。
【請求項6】
前記粉末は、鉄系材料の粉末である、請求項1または請求項2に記載の積層造形装置。
【請求項7】
チャンバ内にガス供給装置から雰囲気ガスを供給するステップと、
三次元の造形物を積層造形するために、前記チャンバ内において粉末が敷かれたパウダーベッドが設けられる造形領域に対して、照射装置からエネルギービームを照射するステップと、
前記造形物が積層造形される場合に、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なうステップとを備える、積層造形方法。
【請求項8】
前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なうステップは、前記制御装置は、少なくとも前記パウダーベッドに前記エネルギービームが照射される時期に、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする、請求項7に記載の積層造形方法。
【請求項9】
前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なうステップは、前記チャンバ内における空間の温度よりも低温の前記雰囲気ガスを前記ガス供給装置から供給させることにより、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする、請求項7または請求項8に記載の積層造形方法。
【請求項10】
前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする制御を行なうステップは、前記チャンバ内における前記雰囲気ガスの温度を変化させることにより、前記チャンバ内における前記雰囲気ガスの圧力を大気圧よりも高くする、請求項7または請求項8に記載の積層造形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、積層造形装置および積層造形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
従来の積層造形装置としては、パウダーベッド方式等の各種の積層造形方式を用いて3次元の積層造形を行なう積層造形装置が知られている。このような積層造形装置においては、造形物の品質の低下の抑制をするために、積層造形装置に用いられる不活性ガスに関する制御をするものがあった。
【0003】
造形物の品質の低下の抑制をするために不活性ガスに関する制御をする第1の例としては、造形室内の酸素濃度を短時間で低減させる構成を備えたものがあった(特許文献1)。積造形物の品質の低下の抑制をするために不活性ガスに関する制御をする第2の例としては、造形装置内において造形物を酸化させる酸素を滞留させないように酸素を効果的に排出させる構成を備えたものがあった(特許文献2)。
【先行技術文献】
【特許文献】
【0004】
特開2016-74957号
特開2017-109355号
【発明の概要】
【発明が解決しようとする課題】
【0005】
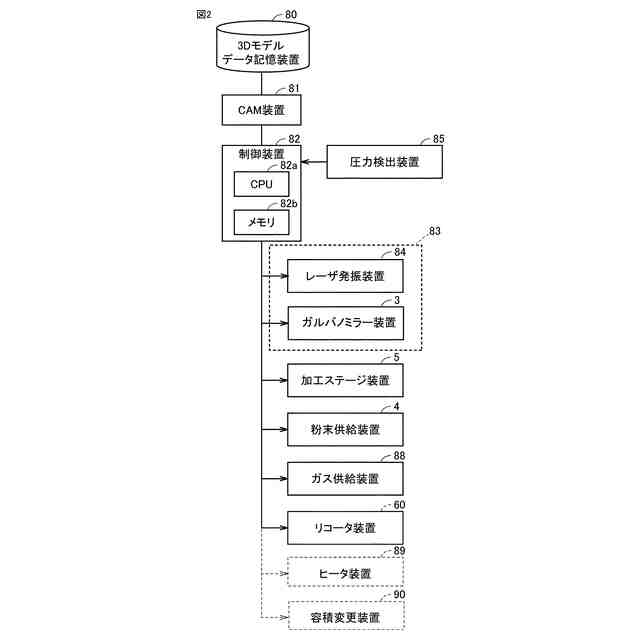
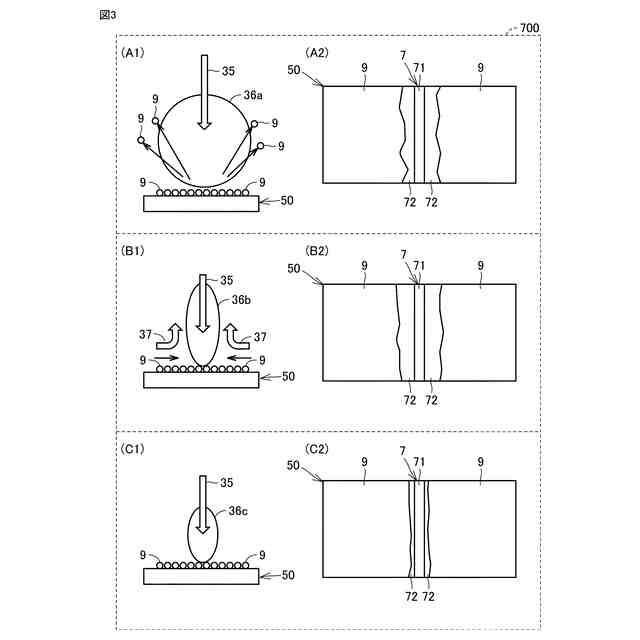
しかし、パウダーベッド方式を用いて積層造形を行なう従来の積層造形装置では、パウダーベッドにレーザ光等のエネルギービームを照射して造形物を造形する場合に、プルームと呼ばれる金属蒸気が爆発的に発生して拡散する場合がある。このような金属蒸気が過剰に拡散すると、パウダーベッドに含まれる金属の粉末および溶融した金属が飛散することにより、スパッタが発生したり、空孔が発生したりして、造形物に欠陥が生じるという問題があった。
【0006】
この発明は、かかる問題を解決するためになされたものであり、その目的は、積層造形を行なう場合に、造形物における欠陥の発生を抑制することである。
【課題を解決するための手段】
【0007】
この発明のある局面に従う積層造形装置は、チャンバと、チャンバ内に雰囲気ガスを供給するガス供給装置と、三次元の造形物を積層造形するために、チャンバ内において粉末が敷かれたパウダーベッドが設けられる造形領域に対して、エネルギービームを照射する照射装置と、造形物の積層造形に関する制御を行なう制御装置とを備える。制御装置は、三次元造形物が積層造形される場合に、チャンバ内における雰囲気ガスの圧力を大気圧よりも高くする制御を行なう。
【0008】
この発明の別の局面に従う積層造形方法は、チャンバ内にガス供給装置から雰囲気ガスを供給するステップと、三次元の造形物を積層造形するために、チャンバ内において粉末が敷かれたパウダーベッドが設けられる造形領域に対して、照射装置からエネルギービームを照射するステップと、造形物が積層造形される場合に、チャンバ内における雰囲気ガスの圧力を大気圧よりも高くする制御を行なうステップとを備える。
【発明の効果】
【0009】
パウダーベッドが設けられた造形領域にエネルギービームを照射して造形物を積層造形する場合に、チャンバ内における雰囲気ガスの圧力を大気圧よりも高くする制御がされることにより、プルームの拡散が抑制され、パウダーベッドにおける粉末の挙動が安定するので、造形物を積層造形する場合において、スパッタおよび空孔の発生を抑制することが可能となり、造形物における欠陥の発生を抑制することができる。
【図面の簡単な説明】
【0010】
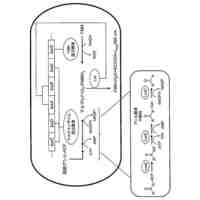
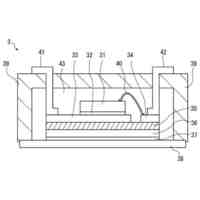
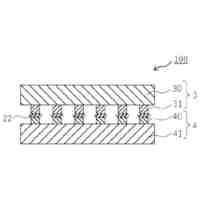
第1実施形態の積層造形装置1の構成を示す図である。
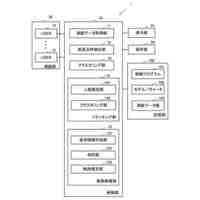
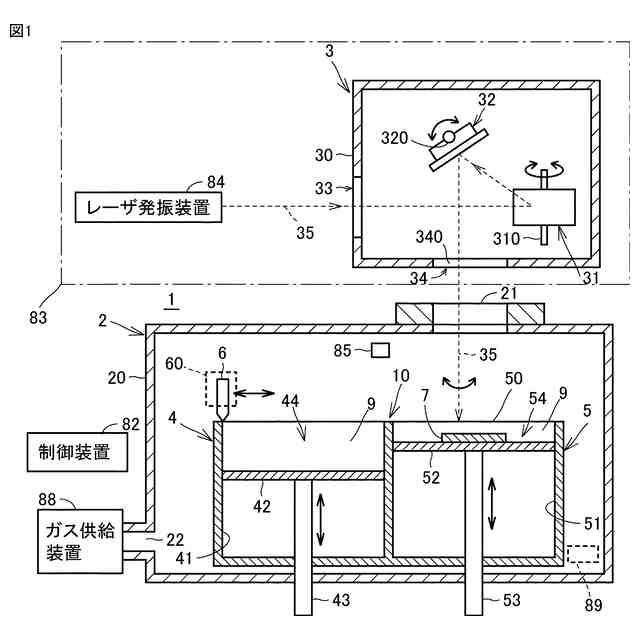
積層造形装置1の制御構成を示すブロック図である。
雰囲気ガスの圧力とプルームと粉末飛散との関係を示す図である。
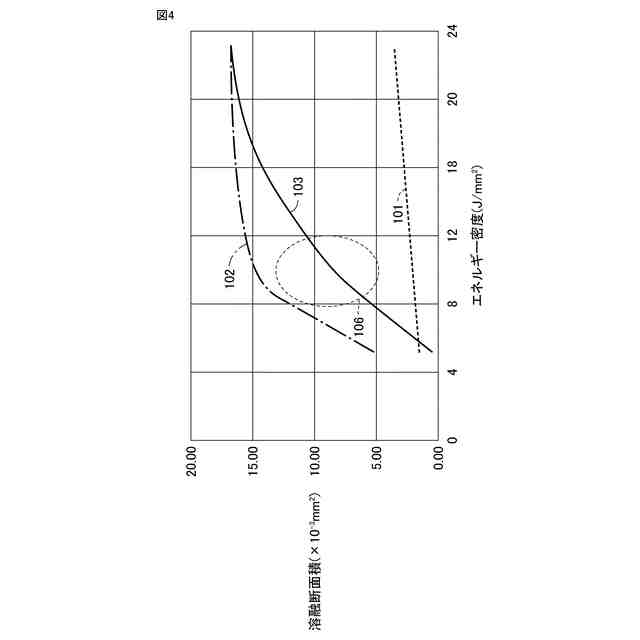
鉄系材料における雰囲気ガスの圧力と溶融断面積との関係をグラフ形式で示す図である。
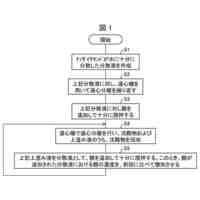
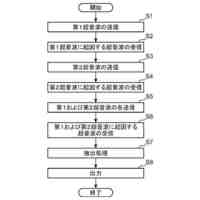
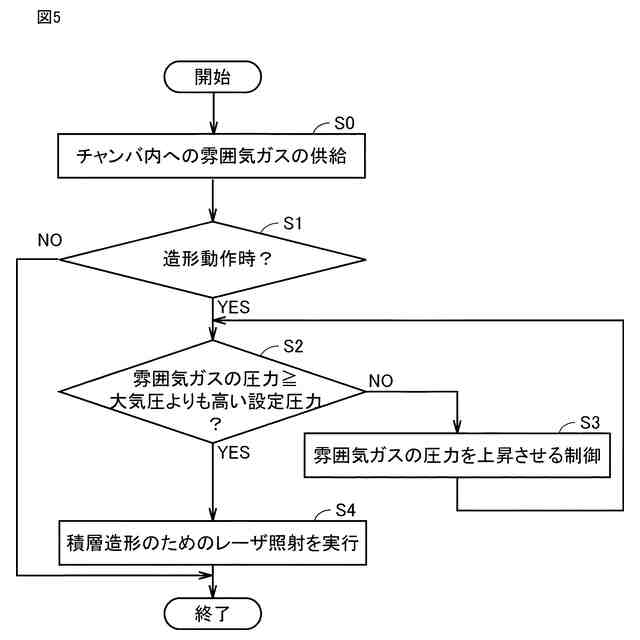
積層造形装置1における雰囲気ガスの圧力制御方法を示すフローチャートである。
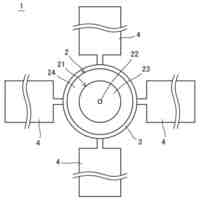
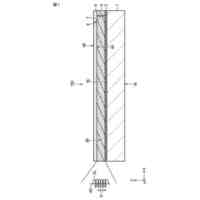
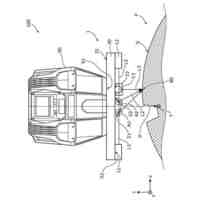
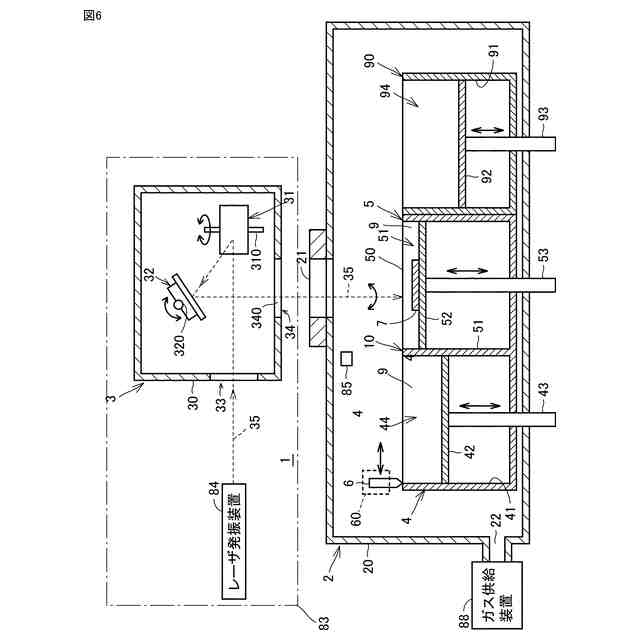
第3実施形態の積層造形装置1における容積調整装置90の構成を示す積層造形装置1の断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
国立大学法人大阪大学
細胞シート
2か月前
国立大学法人大阪大学
発光タンパク質
4か月前
国立大学法人大阪大学
原子力発電装置
3か月前
国立大学法人大阪大学
ロボットハンド
6日前
国立大学法人大阪大学
内視鏡システム
3か月前
国立大学法人大阪大学
眼瞼痙攣緩和具
1か月前
国立大学法人大阪大学
漏洩情報抑制回路
1か月前
トヨタ自動車株式会社
電池
2か月前
国立大学法人大阪大学
電気泳動装置および電気泳動法
14日前
大和ハウス工業株式会社
反応装置
3か月前
国立大学法人大阪大学
化合物の製造方法、及び金属多核錯体
5日前
国立大学法人大阪大学
タンパク質間相互作用を可視化する方法
4日前
国立大学法人大阪大学
光発電システムの出力電力特性の最適化
4か月前
日本電信電話株式会社
量子鍵配送装置
4か月前
株式会社神戸製鋼所
ねじり疲労評価方法
3か月前
株式会社トクヤマ
ケトン誘導体の製造方法
1か月前
国立大学法人大阪大学
ナノダイヤモンドの製造方法および製造装置
2か月前
株式会社ジャパンディスプレイ
液晶光学素子
3か月前
株式会社塚田メディカル・リサーチ
カテーテル
2か月前
日東紡績株式会社
二酸化炭素の吸収又は脱着剤
1か月前
国立大学法人大阪大学
セミクラスレートハイドレートおよびその製造方法
2か月前
国立大学法人大阪大学
治具、システム、方法及びコンピュータプログラム
3か月前
国立大学法人大阪大学
トラッキング装置、トラッキング方法及びプログラム
2か月前
株式会社神戸製鋼所
超音波送受信方法および該装置
4か月前
エヌ・イーケムキャット株式会社
還元的アミノ化触媒
1か月前
三菱重工業株式会社
劣化診断方法および劣化診断装置
2か月前
国立大学法人大阪大学
メタネーションのための触媒およびメタンを製造する方法
4か月前
国立大学法人大阪大学
医用情報処理装置、医用情報処理方法、およびプログラム
4か月前
大成建設株式会社
汚泥処理方法および汚泥処理システム
17日前
株式会社マンダム
皮膚疾患抑制剤のスクリーニング方法
3か月前
株式会社塚田メディカル・リサーチ
バルーンカテーテル
2か月前
株式会社ダイセル
金属ペースト、及び接合体の製造方法
3か月前
株式会社 TL Genomics
キメリズムの解析方法
4か月前
DOWAホールディングス株式会社
放熱構造体の製造方法
4日前
株式会社サイバーエージェント
対話システム及び制御方法
2か月前
株式会社塚田メディカル・リサーチ
センサ、及びカテーテル
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ