TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024169168
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023086411
出願日
2023-05-25
発明の名称
超音波検査装置および超音波検査方法
出願人
国立大学法人大阪大学
代理人
弁理士法人 HARAKENZO WORLD PATENT & TRADEMARK
主分類
G01N
29/24 20060101AFI20241128BHJP(測定;試験)
要約
【課題】超音波検査の精度を向上できる超音波検査を提供する。
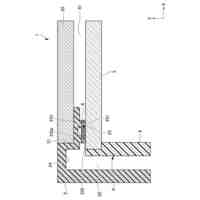
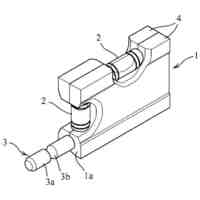
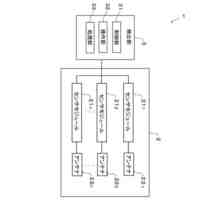
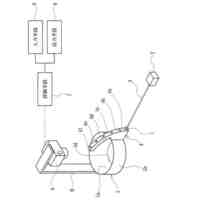
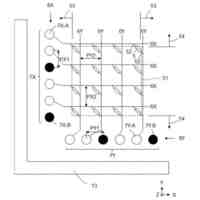
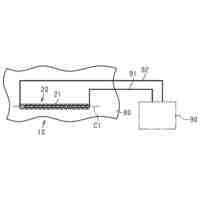
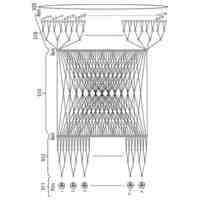
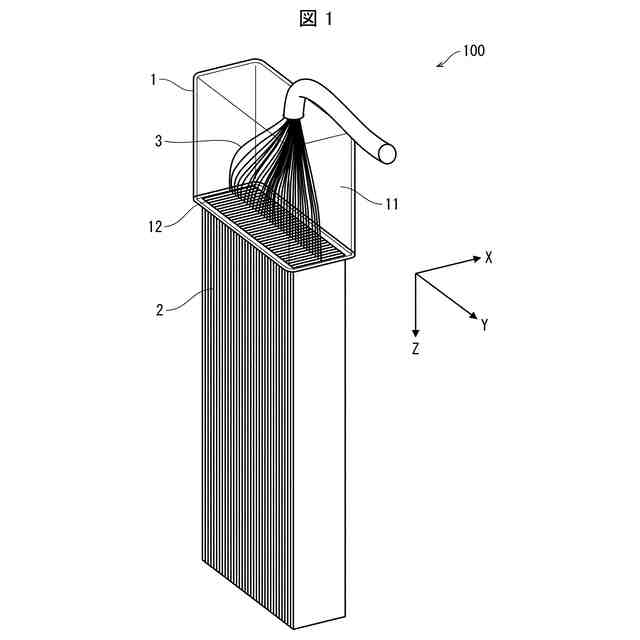
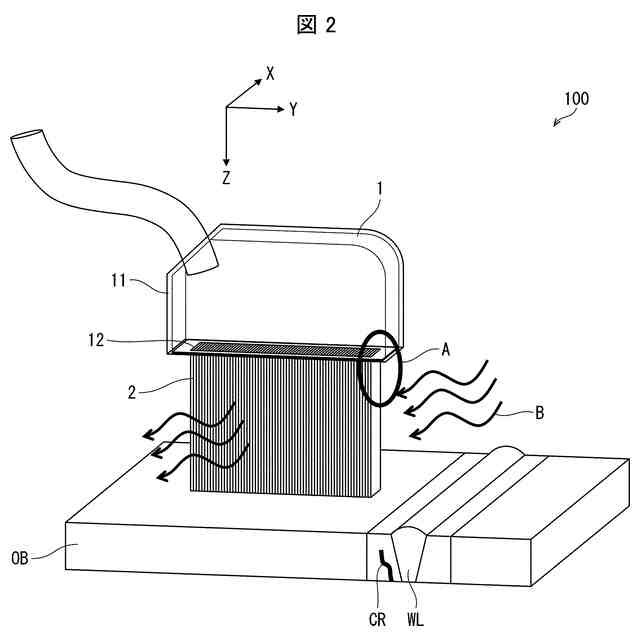
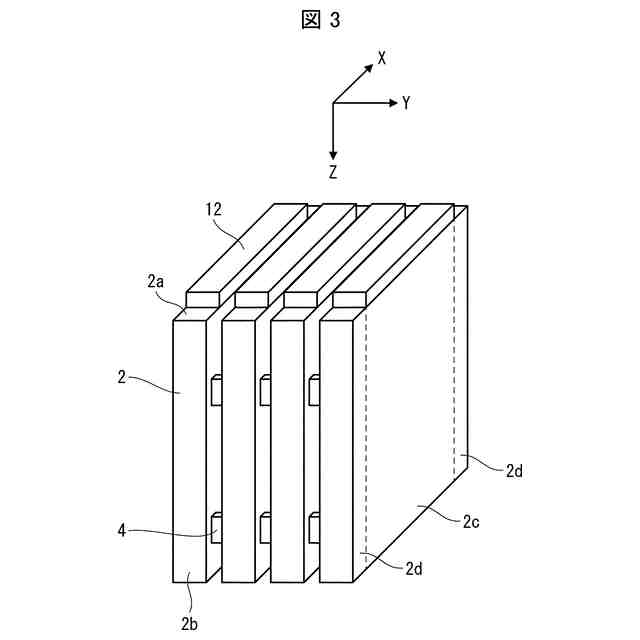
【解決手段】超音波検査装置(100)は、配列した複数の超音波振動子(12)と、前記複数の超音波振動子に対応して配置され、互いに離間して配列した、超音波を案内する複数の薄板(2)と、を備える。
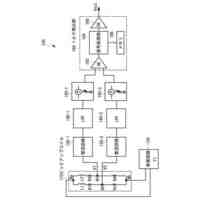
【選択図】図1
特許請求の範囲
【請求項1】
配列した複数の超音波振動子と、
前記複数の超音波振動子に対応して配置され、互いに離間して配列した、超音波を案内する複数のガイドバッファと、を備える超音波検査装置。
続きを表示(約 1,900 文字)
【請求項2】
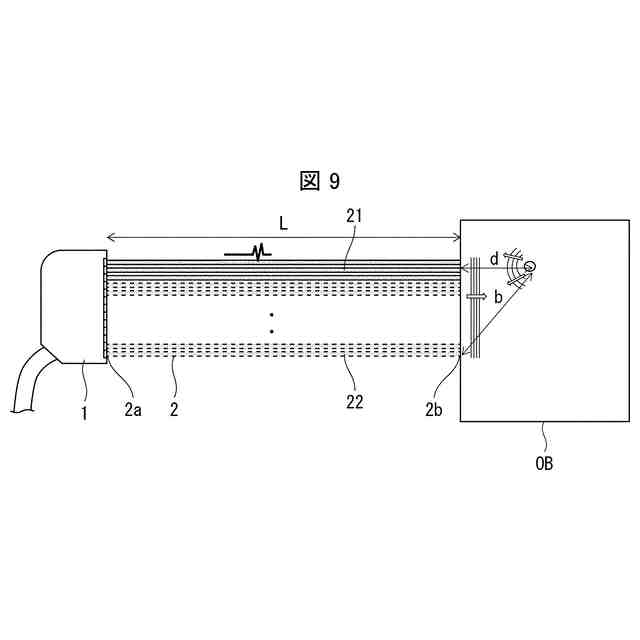
PAUT、PWI、またはFMC/TFMにより検査対象物の深さbまでの領域の欠陥を検査する超音波検査装置であって、
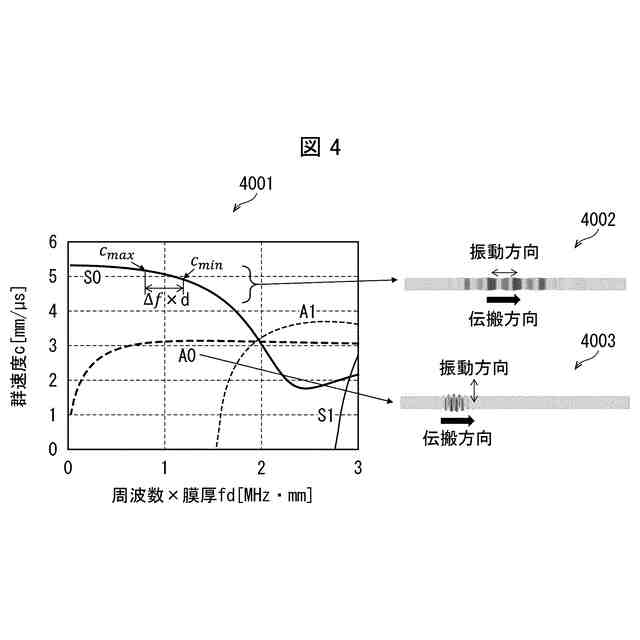
前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLは、以下の式(1)で特定されるL
1
より大きい、請求項1に記載の超音波検査装置。
b=c(2L
1
/c
min
-L
1
/c
max
-Δt/2) (1)
【請求項3】
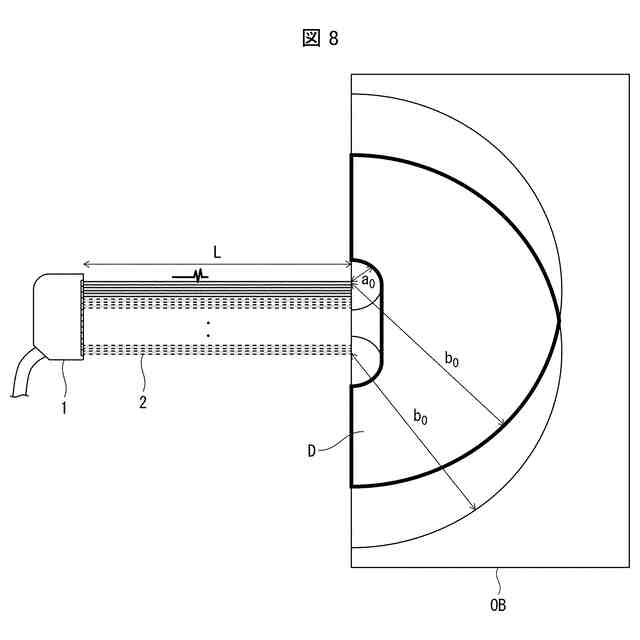
PAUT、PWI、またはFMC/TFMにより検査対象物の深さaより深い領域の欠陥を検査する超音波検査装置であって、
前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLは、以下の式(2)で特定されるL
2
より小さい、請求項1または2に記載の超音波検査装置。
a=c(L
2
/c
min
-L
2
/c
max
+Δt/2) (2)
【請求項4】
FMC/TFMにより検査対象物の欠陥を検査する超音波検査装置であって、
送信波を出力する超音波振動子が受信する超音波の波形をTFMの処理に含めない、請求項1に記載の超音波検査装置。
【請求項5】
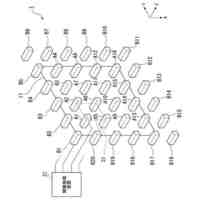
前記複数の超音波振動子は、2次元に配列しており、
前記複数のガイドバッファは、前記複数の超音波振動子に対応して2次元に配列している、請求項1に記載の超音波検査装置。
【請求項6】
前記複数のガイドバッファは、前記複数の超音波振動子より幅広であり、前記複数の超音波振動子に対応しない箇所で互いに接続されている、請求項1に記載の超音波検査装置。
【請求項7】
超音波検査装置による超音波検査方法であって、
前記超音波検査装置は、
配列した複数の超音波振動子と、
前記複数の超音波振動子に対応して配置され、互いに離間して配列した、超音波を案内する複数のガイドバッファと、を備え、
前記複数のガイドバッファのそれぞれを介して検査対象物に送信波を送信する送信ステップと、
前記検査対象物からの反射波を前記複数のガイドバッファのそれぞれを介して受信する受信ステップと、を含む超音波検査方法。
【請求項8】
前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLが、以下の式(1)で特定されるL
1
より大きい超音波検査装置を用いて、PAUT、PWI、またはFMC/TFMにより前記検査対象物の深さbまでの領域の欠陥を検査する、請求項7に記載の超音波検査方法。
b=c(2L
1
/c
min
-L
1
/c
max
-Δt/2) (1)
【請求項9】
前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLが、以下の式(2)で特定されるL
2
より小さい超音波検査装置を用いて、PAUT、PWI、またはFMC/TFMにより前記検査対象物の深さaより深い領域の欠陥を検査する、請求項7または8に記載の超音波検査方法。
a=c(L
2
/c
min
-L
2
/c
max
+Δt/2) (2)
発明の詳細な説明
【技術分野】
【0001】
本発明は、超音波検査装置および超音波検査方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
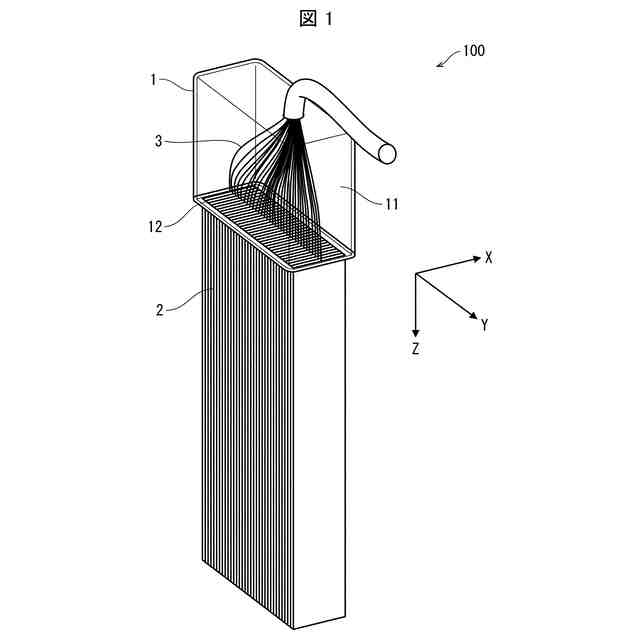
振動を伝搬する波である超音波を用いて、検査対象物の内部を非破壊で検査する超音波検査方法が広く知られている。超音波検査方法は、配管検査、溶接部検査、および減肉測定など様々な場面で用いられている。
【0003】
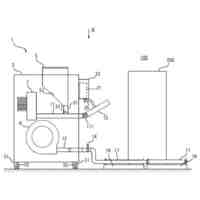
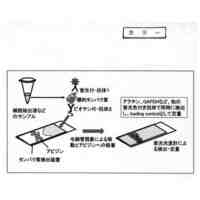
超音波検査を行う場面として、超音波振動子の耐熱温度よりも高温の物体を検査する場面が考えられる。例えば、数百度以上の高温で連続的に稼働している火力・原子力発電所または製鉄所の大型プラントを、安全性の確保および生産効率の向上のため、運転を止めることなく検査する場面が考えられる。この場合、高温の検査対象物から超音波振動子への熱の伝達を低減することが課題となる。非特許文献1および非特許文献2では、バッファロッドを超音波振動子と高温物体との間に介在させることにより、高温の検査対象物から超音波振動子への熱の伝達を低減している。
【先行技術文献】
【非特許文献】
【0004】
Dikky Burhan, Ikuo Ihara, Yoshihisa Seda,“In Situ Observations of Solidification and Melting of Aluminum Alloy Using Ultrasonic Waveguide Sensor” MATERIALS TRANSACTIONS, 2005年 46巻 9号 p.2107-2113
Tomonori Ihara, Nobuyoshi Tsuzuki, Hiroshige Kikura,“Development of the ultrasonic buffer rod for the molten glass measurement” Progress in Nuclear Energy, Volume 82 July 2015, Pages 176-183
【発明の概要】
【発明が解決しようとする課題】
【0005】
複数の超音波振動子を配列したフェイズドアレイ探触子を用いたフェイズドアレイ超音波探傷試験(Phased Array Ultrasonic test:PAUT)が知られている。PAUTでは、フェイズドアレイ探触子に時間的に制御された電気信号を送信し、超音波を検査対象物内の所定の位置(焦点位置)に集束させ、そのエコー波形を受信する。そして、超音波の焦点位置を移動させることにより、検査対象物の内部を超音波により走査する。これにより、高分解能の超音波検査が可能である。
【0006】
ここで、高温の物体に対してPAUTを行う場合、高温の検査対象物から超音波振動子への熱の伝達を低減するために、上記バッファロッドをフェイズドアレイ探触子と検査対象物との間に介在させる構成が考えられる。しかしながら、上記バッファロッドをフェイズドアレイ探触子と検査対象物との間に介在させると、超音波の焦点位置が近距離音場限界を超え、超音波を集束できない可能性がある。すなわち、上述の構成では、検査対象物の内部を精度よく検査できないといった問題がある。
【0007】
本発明の一態様は、上記の問題点を鑑みてなされたものであり、超音波検査の精度を向上できる超音波検査装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
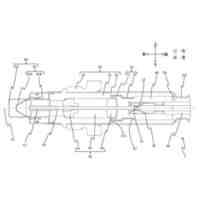
上記の課題を解決するために、本発明の態様1に係る超音波検査装置は、配列した複数の超音波振動子と、前記複数の超音波振動子に対応して配置され、互いに離間して配列した、超音波を案内する複数のガイドバッファと、を備える。
【0009】
本発明の態様2に係る超音波検査装置は、上記態様1において、PAUT、PWI、またはFMC/TFMにより検査対象物の深さbまでの領域の欠陥を検査する超音波検査装置であって、前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLは、以下の式(1)で特定されるL
1
より大きくてもよい。
b=c(2L
1
/c
min
-L
1
/c
max
-Δt/2) (1)
【0010】
本発明の態様3に係る超音波検査装置は、上記態様1または2において、PAUT、PWI、またはFMC/TFMにより検査対象物の深さaより深い領域の欠陥を検査する超音波検査装置であって、前記複数の超音波振動子が出力する送信波の時間幅をΔtとし、前記複数のガイドバッファにおける前記送信波の伝搬速度の最大値および最小値をそれぞれc
max
およびc
min
とするとき、前記複数のガイドバッファの前記複数の超音波振動子から延びる方向に沿った長さLは、以下の式(2)で特定されるL
2
より小さくてもよい。
a=c(L
2
/c
min
-L
2
/c
max
+Δt/2) (2)
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本精機株式会社
表示装置
1か月前
日本精機株式会社
表示装置
8日前
株式会社エビス
水準器
1か月前
株式会社チノー
測定装置
15日前
株式会社豊田自動織機
自動走行体
1か月前
有限会社原製作所
検出回路
6日前
株式会社不二越
塵埃噴射装置
28日前
日本碍子株式会社
ガスセンサ
1か月前
個人
浸透探傷試験方法
29日前
日本無線株式会社
レーダ装置
7日前
株式会社東芝
センサ
28日前
トヨタ自動車株式会社
制御装置
29日前
株式会社リコー
光学機器
6日前
日本精機株式会社
二酸化炭素濃度測定器
13日前
キヤノン株式会社
放射線撮像装置
1日前
GEE株式会社
光学特性測定装置
1か月前
大和製衡株式会社
組合せ計量装置
8日前
日本特殊陶業株式会社
ガスセンサ
28日前
日本特殊陶業株式会社
ガスセンサ
27日前
株式会社チノー
検量線の取得方法
15日前
TDK株式会社
アレイセンサ
29日前
株式会社不二越
X線測定装置
1か月前
個人
多段電磁加速による高力積衝撃試験機
21日前
学校法人 中央大学
管内径推定装置
19日前
株式会社不二越
X線測定装置
1か月前
株式会社TISM
センサ部材
1か月前
大同特殊鋼株式会社
座標系較正方法
1日前
TDK株式会社
計測装置
1か月前
株式会社小糸製作所
物体検知システム
1か月前
東洋紡株式会社
ヘムタンパク質の安定化方法
22日前
大同特殊鋼株式会社
ラベル色特定方法
1日前
本田技研工業株式会社
車載検出器
15日前
スズキ株式会社
ECU交換診断システム
12日前
個人
簡易・迅速タンパク質検出装置および方法
29日前
NISSHA株式会社
ガス検出器
11日前
株式会社村田製作所
厚み測定装置
15日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ