TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024021967
公報種別
公開特許公報(A)
公開日
2024-02-16
出願番号
2022125200
出願日
2022-08-05
発明の名称
正逆送給アーク溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/12 20060101AFI20240208BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接ワイヤの材質がアルミミウム又はその合金である正逆送給アーク溶接において、全電流範囲にわたってスパッタ発生の少ない高品質の溶接を行うこと。
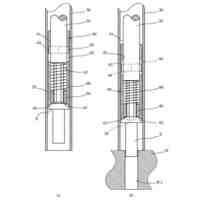
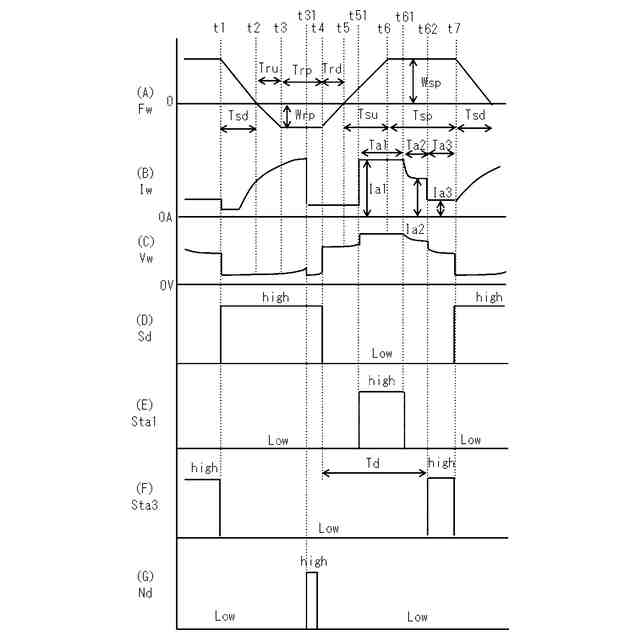
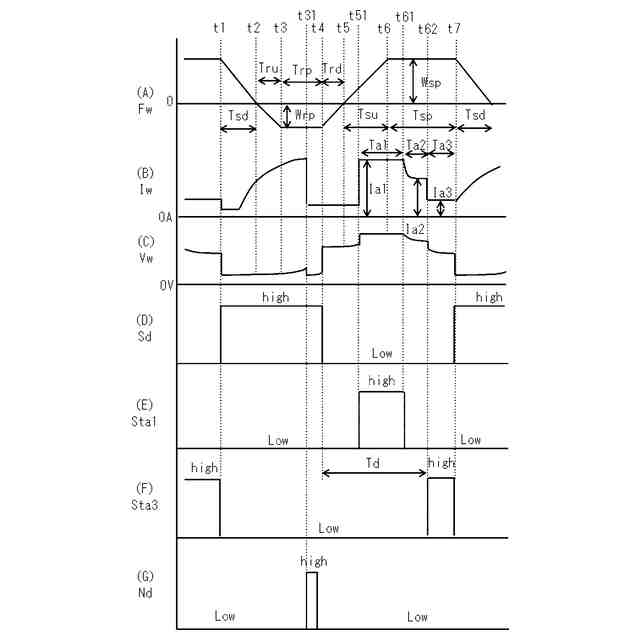
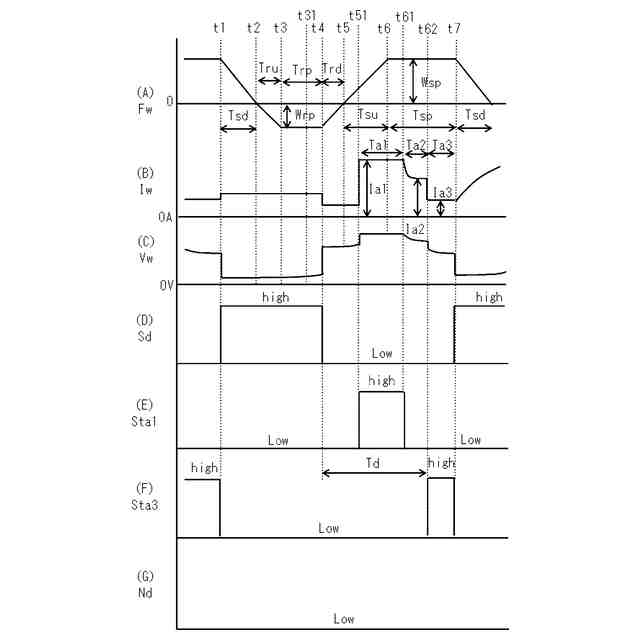
【解決手段】溶接ワイヤの材質がアルミニウム又はその合金であり、溶接ワイヤと母材との間でアーク期間と短絡期間とを繰り返し、時刻t4~t7のアーク期間中は溶接ワイヤの送給Fwを正送し、時刻t1~t4の短絡期間中は溶接ワイヤの送給Fwを逆送して溶接する正逆送給アーク溶接方法において、溶接電流平均値が基準電流値未満のときは、溶接電流平均値未満の短絡電流Iwを通電し、溶接電流平均値が基準電流値以上のときは、溶接電流平均値以上の短絡電流Iwを通電し、その後の時刻t31に溶滴のくびれを検出すると短絡電流Iwを減少させてアーク期間へと移行させる。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤの材質がアルミニウム又はその合金であり、前記溶接ワイヤと母材との間でアーク期間と短絡期間とを繰り返し、前記アーク期間中は前記溶接ワイヤを正送し、前記短絡期間中は前記溶接ワイヤを逆送して溶接する正逆送給アーク溶接方法において、
前記溶接電流の平均値が基準電流値未満のときは、前記短絡期間中は前記溶接電流の平均値未満の前記溶接電流を通電し、
前記溶接電流の平均値が前記基準電流値以上のときは、前記短絡期間中は前記溶接電流の平均値以上の前記溶接電流を通電し、その後に前記短絡期間中に溶滴のくびれを検出し前記溶接電流を減少させて前記アーク期間へと移行させる、
ことを特徴とする正逆送給アーク溶接方法。
続きを表示(約 220 文字)
【請求項2】
前記くびれの検出は、短絡期間の継続時間が基準時間に達したことによって行う、
ことを特徴とする請求項1に記載の正逆送給アーク溶接方法。
【請求項3】
前記くびれを検出してから前記アーク期間に移行するまでのくびれ時間を検出し、所定周期ごとに前記くびれ時間の平均値を算出し、前記くびれ時間の平均値に基づいて前記基準時間を設定する、
ことを特徴とする請求項2に記載の正逆送給アーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤの材質がアルミニウム又はその合金であり、溶接ワイヤと母材との間でアーク期間と短絡期間とを繰り返し、アーク期間中は溶接ワイヤを正送し、短絡期間中は溶接ワイヤを逆送して溶接する正逆送給アーク溶接方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
一般的な消耗電極式アーク溶接では、消耗電極である溶接ワイヤを一定速度で送給し、溶接ワイヤと母材との間にアークを発生させて溶接が行なわれる。消耗電極式アーク溶接では、溶接ワイヤと母材とが短絡期間とアーク期間とを交互に繰り返す溶接状態になることが多い。
【0003】
溶接品質をさらに向上させるために、溶接ワイヤをアーク期間中は正送し、短絡期間中は逆送して溶接する正逆送給アーク溶接方法が使用されている。
【0004】
また、溶接ワイヤの材質が鉄鋼であるときには、スパッタ発生量を削減するために、短絡期間からアークが発生する予兆を検出して溶接電流を数十Aまで急減させる電流制御が行われる。アーク発生の予兆は、溶滴にくびれが発生して溶滴の抵抗値が増大することを検出することによって行う。このために、この電流制御はくびれ検出制御と呼ばれる。
【0005】
溶接ワイヤの材質がアルミニウム又はその合金(以下、アルミニウム材という)であるときには、その抵抗値が小さいために、抵抗値の増大によってくびれの発生を検出することが困難になる。このために、短絡期間中にアークが発生する予兆を検出して溶接電流を急減させるくびれ検出制御を行うことができない。この結果、スパッタ発生量が増加するという問題があった。
【0006】
上記の問題に対処するために、特許文献1の発明では、短絡期間中の溶接電流の最大値の平均値が150A以下となるように溶接電流を制御している。
【先行技術文献】
【特許文献】
【0007】
特許第7075705号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
溶接ワイヤがアルミニウム材である正逆送給アーク溶接において、溶接電流の平均値が150A未満であるときは、従来技術を適用すると、スパッタ発生の少ない高品質の溶接を行うことができる。しかし、従来技術のように、短絡期間中の溶接電流の最大値の平均値が150A以下となるように制御すると、溶接電流の平均値が150A以上になると溶接状態が不安定になるという問題が発生する。
【0009】
そこで、本発明では、溶接ワイヤがアルミミウム材である正逆送給アーク溶接において、溶接電流の平均値が150A未満及び150A以上であってもスパッタ発生の少ない高品質の溶接を行うことができるようにすることを目的とする。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤの材質がアルミニウム又はその合金であり、前記溶接ワイヤと母材との間でアーク期間と短絡期間とを繰り返し、前記アーク期間中は前記溶接ワイヤを正送し、前記短絡期間中は前記溶接ワイヤを逆送して溶接する正逆送給アーク溶接方法において、
前記溶接電流の平均値が基準電流値未満のときは、前記短絡期間中は前記溶接電流の平均値未満の前記溶接電流を通電し、
前記溶接電流の平均値が前記基準電流値以上のときは、前記短絡期間中は前記溶接電流の平均値以上の前記溶接電流を通電し、その後に前記短絡期間中に溶滴のくびれを検出し前記溶接電流を減少させて前記アーク期間へと移行させる、
ことを特徴とする正逆送給アーク溶接方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
10日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3か月前
個人
低周波振動発生出力方法
23日前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
2か月前
日東精工株式会社
着座確認装置
1か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
4か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
25日前
株式会社コスメック
着脱装置
3日前
株式会社不二越
ドリル
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社ダイヘン
くびれ検出制御方法
5日前
株式会社不二越
複合加工機
3か月前
ニフコプラント株式会社
ろ過装置
3か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
エンドミル
2か月前
個人
クーラント装置
1か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社FUJI
工具交換アーム
3か月前
株式会社不二越
ブローチ盤
4か月前
株式会社不二越
管用タップ
1か月前
株式会社NMC
水溶性切削液用フィルター
3か月前
工機ホールディングス株式会社
工具
1か月前
株式会社FUJI
コレットチャック
2か月前
有限会社 ナプラ
接合材用金属粒子
13日前
株式会社不二越
歯車加工装置
20日前
株式会社永木精機
埋設管窓開け工具
18日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車製造装置
1か月前
株式会社ダイヘン
アークスタート制御方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ