TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023180411
公報種別
公開特許公報(A)
公開日
2023-12-21
出願番号
2022093708
出願日
2022-06-09
発明の名称
ブローチ盤
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23D
41/08 20060101AFI20231214BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ブローチ加工における更なる省エネルギー化を図り、且つブローチのチッピングを早期に発見することを目的とする。
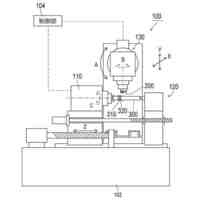
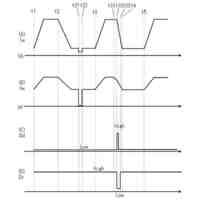
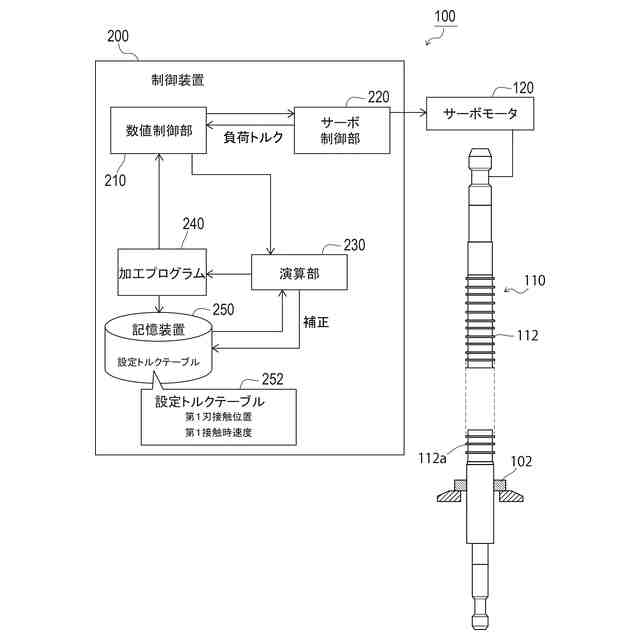
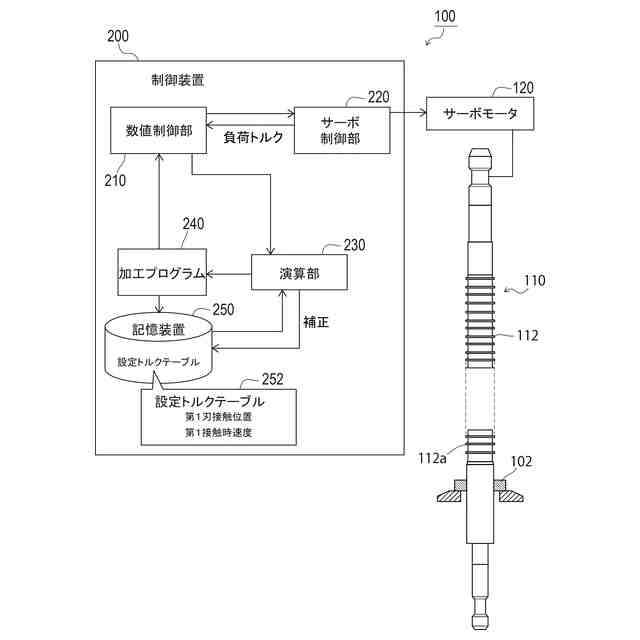
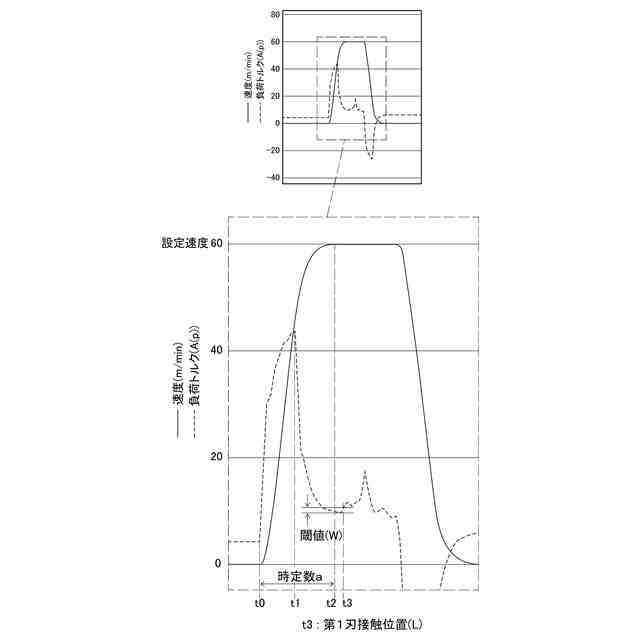
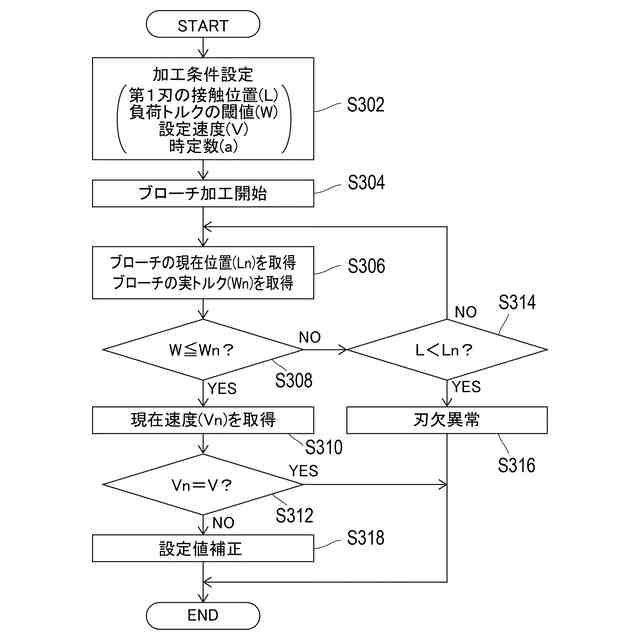
【解決手段】本発明にかかるブローチ盤100の構成は、外周に多数の刃112を備えたブローチ110とワーク102とを相対的に移動させてワーク102を切削するブローチ盤100において、ブローチ110またはワーク102を移動させるサーボモータ120と、サーボモータ120の動作の制御および負荷トルクの検出を行う数値制御部210と、数値制御部210で動作させるブローチ加工のプログラムである加工プログラム240の設定値を補正する演算部230とを備え、演算部230は、数値制御部が検出した負荷トルクからブローチの刃がワークに最初に接触する接触位置を取得し、接触位置におけるブローチとワークとの相対速度が設定速度となるように加工プログラム240の設定値を補正する。
【選択図】図1
特許請求の範囲
【請求項1】
外周に多数の刃を備えたブローチとワークとを相対的に移動させて前記ワークを切削するブローチ盤において、
前記ブローチまたは前記ワークを移動させるサーボモータと、
前記サーボモータの動作の制御および負荷トルクの検出を行う数値制御部と、
前記数値制御部で動作させるブローチ加工のプログラムである加工プログラムの設定値を補正する演算部とを備え、
前記演算部は、
前記数値制御部が検出した前記負荷トルクから前記ブローチの刃が前記ワークに最初に接触する接触位置を取得し、
前記接触位置における前記ブローチと前記ワークとの相対速度が設定速度となるように前記加工プログラムの前記設定値を補正することを特徴とするブローチ盤。
続きを表示(約 120 文字)
【請求項2】
前記演算部は、前記多数の刃のうち前記ワークに最初に接触する刃である第1刃が接触すべき位置を過ぎても該第1刃の前記接触位置が取得できなかった場合に、前記第1刃の刃欠異常と判断することを特徴とする請求項1に記載のブローチ盤。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外周に多数の刃を備えたブローチとワークとを相対的に移動させて前記ワークを切削するブローチ盤に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
ブローチ盤は、ブローチと呼ばれる工具を使って工作物の表面や穴の内面などを削る工作機械である。ブローチは、長手の棒状の工具で、外周に多数の刃が並んだ構造になっている。特にブローチは、直線運動するときにすべての刃が工作物に触れるよう、先端側の刃(荒刃)から末端側の刃(仕上刃)に向かって次第に寸法が大きくなっている。ブローチ盤は、ブローチを直線方向に一度駆動させるだけで工作物の荒削りから仕上げ削りまでを完了させることができる。
【0003】
上述したブローチを用いたブローチ加工方法としては例えば特許文献1は、「本体の外周に軸方向に多数の刃が配置され、前記刃が前記本体の外周面に形成されたねじれ溝に沿って配設された内面加工用ねじれ刃溝ブローチカッタであって、前記ブローチカッタのねじれ溝が複数条のねじれ溝とされている内面加工用ねじれ刃溝ブローチカッタを用いた高速ブローチ加工方法」が開示されている。
【0004】
特許文献1の高速ブローチ加工方法は、「前記複数条のねじれ溝の条数と同数以上のノズルを設け、ブローチ静止時においてぞれぞれの前記ノズルが相対する前記ねじれ溝にクーラントが供給されるように配置し、かつ、前記ノズルより供給量2cc~12cc/hour/1ノズルの微量ミストを供給しながら切削速度を20~60m/minで加工すること」を特徴としている。
【先行技術文献】
【特許文献】
【0005】
特許第3694211号
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の高速ブローチ加工方法によれば、実切削荷重を減らすことができる他、加工効率を向上させることができるためブローチ加工時の省エネに寄与することできる。しかしながら、近年では更なる省エネルギー化の推進が求められており、特許文献1にはその観点において改善が検討されている。また他の課題としてブローチ盤では、高速ブローチ加工を行う際にブローチにおいて最初にワークに接触する刃が欠ける、いわゆるチッピングが発生することがある。最初の刃が欠けると、その次の刃における負荷が大きくなり、チッピングの連鎖が生じてしまう。このためブローチ盤では、ブローチのチッピングを早期に発見することが重要である。
【0007】
本発明は、このような課題に鑑み、ブローチ加工における更なる省エネルギー化を図り、且つブローチのチッピングを早期に発見することが可能なブローチ盤を提供することを目的としている。
【課題を解決するための手段】
【0008】
上記課題を解決するために、本発明にかかるブローチ盤の代表的な構成は、外周に多数の刃を備えたブローチとワークとを相対的に移動させてワークを切削するブローチ盤において、ブローチまたはワークを移動させるサーボモータと、サーボモータの動作の制御および負荷トルクの検出を行う数値制御部と、数値制御部で動作させるブローチ加工のプログラムである加工プログラムの設定値を補正する演算部とを備え、演算部は、数値制御部が検出した負荷トルクからブローチの刃がワークに最初に接触する接触位置を取得し、接触位置におけるブローチとワークとの相対速度が設定速度となるように加工プログラムの設定値を補正する。
【0009】
上記演算部は、多数の刃のうちワークに最初に接触する刃である第1刃が接触すべき位置を過ぎても第1刃の前記接触位置が取得できなかった場合に、第1刃の刃欠異常と判断するとよい。
【発明の効果】
【0010】
本発明によれば、ブローチ加工における更なる省エネルギー化を図り、且つブローチのチッピングを早期に発見することが可能なブローチ盤を提供することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
24日前
日東精工株式会社
ねじ締め機
11日前
津田駒工業株式会社
工作機械
1か月前
個人
パワーデバイスの接合方法
2か月前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
着座確認装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
26日前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
着脱装置
4日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
6日前
株式会社ダイヘン
くびれ検出制御方法
6日前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
個人
クーラント装置
1か月前
株式会社不二越
複合加工機
3か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
エンドミル
2か月前
ダイハツ工業株式会社
位置検出装置
1か月前
有限会社 ナプラ
接合材用金属粒子
14日前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社永木精機
埋設管窓開け工具
19日前
株式会社不二越
歯車加工装置
21日前
工機ホールディングス株式会社
工具
1か月前
株式会社不二越
歯車製造装置
1か月前
株式会社FUJI
コレットチャック
2か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
株式会社FUJI
ワーク加工システム
2か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
清水建設株式会社
溶接装置
26日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ