TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024014290
公報種別
公開特許公報(A)
公開日
2024-02-01
出願番号
2022117001
出願日
2022-07-22
発明の名称
ワーク加工システム
出願人
株式会社FUJI
代理人
個人
主分類
B23Q
15/00 20060101AFI20240125BHJP(工作機械;他に分類されない金属加工)
要約
【課題】刃具取り付け後の最初のワークに対して加工精度出しを行うワーク加工システムを提供すること。
【解決手段】取り付け可能な刃具によってワークに対する加工を行うワーク加工機と、前記ワーク加工機によって加工が行われたワークに対して加工精度を検測するワーク検測装置と、前記ワーク加工機と前記ワーク検測装置との間でワークの搬送を行うワーク自動搬送機と、前記ワーク検測装置とのデータ通信および前記ワーク加工機の駆動を制御するものであり、前記刃具の取り付け後の1回目の加工において、ワークに対して行う本加工処理の前に検測用加工処理を行い、当該処理後のワークに対する前記ワーク検測装置からの検測情報を基に前記刃具の取り付け位置に対する補正処理を行う制御装置と、を有するワーク加工システム。
【選択図】図4
特許請求の範囲
【請求項1】
取り付け可能な刃具によってワークに対する加工を行うワーク加工機と、
前記ワーク加工機によって加工が行われたワークに対して加工精度を検測するワーク検測装置と、
前記ワーク加工機と前記ワーク検測装置との間でワークの搬送を行うワーク自動搬送機と、
前記ワーク検測装置とのデータ通信および前記ワーク加工機の駆動を制御するものであり、前記刃具の取り付け後の1回目の加工において、ワークに対して行う本加工処理の前に検測用加工処理を行い、当該処理後のワークに対する前記ワーク検測装置からの検測情報を基に前記刃具の取り付け位置に対する補正処理を行う制御装置と、
を有するワーク加工システム。
続きを表示(約 170 文字)
【請求項2】
前記制御装置は、前記刃具について計測する使用回数の1回目の加工において前記検測用加工処理および前記補正処理を実行する請求項1に記載のワーク加工システム。
【請求項3】
前記制御装置は、本加工処理におけるワークの加工量の約2分の1で前記検測用加工処理が行われる請求項1または請求項2に記載のワーク加工システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワーク加工機において加工精度を出すため、刃具取り付け後の最初のワークに対して、正規寸法による本加工処理を実行する前に検測用加工処理を行うワーク加工システムに関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
ワーク加工機における加工精度はミクロン単位で管理される。しかし、刃具の取り付けは作業員によって行われるものであるため、加工時には刃具の位置について加工ワークの検測結果に従って自動補正が行われる。この点、下記特許文献1には、刃具の取り付けに関するものではないが、ワーク加工に伴う刃具の摩耗に対する自動補正に関する提案がなされている。刃物台に備わるワークの寸法測定用の検測ユニットが、刃具によるワーク加工位置に移動し、主軸台ユニットにおいてチャックに把持された状態の校正用マスター及びワークの寸法が直接測定される。コントローラでは、校正用マスターの測定に基づいて行われたゼロセットに対して、ワークの測定値に基づく刃具位置のフィードバック補正が行われ、刃具に摩耗が生じたとしてもワークの加工精度が維持される。
【先行技術文献】
【特許文献】
【0003】
特開2002-079404号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
前記従来例は、所定の刃具について加工が繰り返されたことによる摩耗の影響に対処する発明である。刃具の位置に対する補正処理は、前述したように刃物台への刃具取り付け時にも必要であるため、これまでは最初に加工処理されたワークに対する検測結果に従って補正処理が行われていた。しかし、それでは最初のワークに対して加工精度が出ていない場合は、当該ワークが廃棄処分となってしまい無駄が生じてしまっていた。
【0005】
そこで、本発明は、かかる課題を解決すべく、刃具取り付け後の最初のワークに対して加工精度出しを行うワーク加工システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明に係るワーク加工システムは、取り付け可能な刃具によってワークに対する加工を行うワーク加工機と、前記ワーク加工機によって加工が行われたワークに対して加工精度を検測するワーク検測装置と、前記ワーク加工機と前記ワーク検測装置との間でワークの搬送を行うワーク自動搬送機と、前記ワーク検測装置とのデータ通信および前記ワーク加工機の駆動を制御するものであり、前記刃具の取り付け後の1回目の加工において、ワークに対して行う本加工処理の前に検測用加工処理を行い、当該処理後のワークに対する前記ワーク検測装置からの検測情報を基に前記刃具の取り付け位置に対する補正処理を行う制御装置と、を有する。
【発明の効果】
【0007】
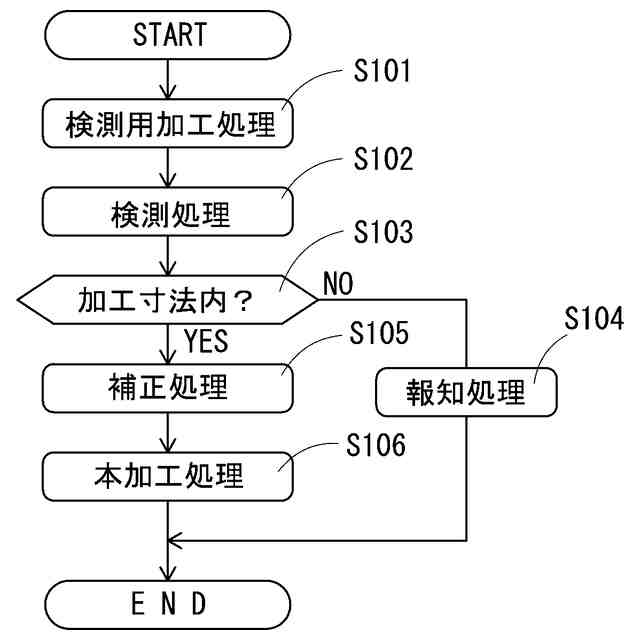
前記構成によれば、ワーク加工機によってワークに対する加工を行う際、それが刃具取り付け後の1回目の加工である場合には、ワークに対して行う本加工処理の前に検測用加工処理を行い、そのワークについて行われるワーク検測装置による検測の検測情報を基に刃具の取り付け位置に対する補正処理が行われる。従って、そうした補正処理後に本加工処理が行われるため、刃具取り付け後の最初のワークに対しても精度を出した加工が可能になる。
【図面の簡単な説明】
【0008】
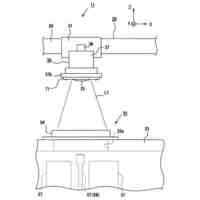
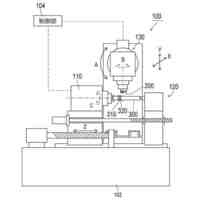
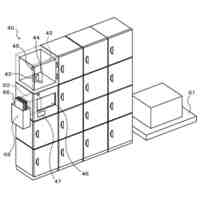
加工機ラインを示した正面図である。
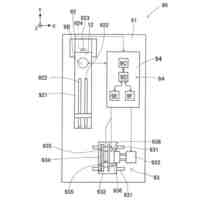
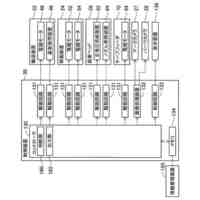
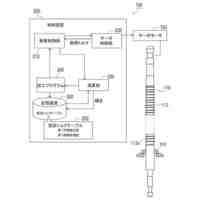
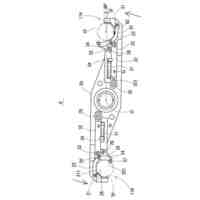
ワーク加工機を中心に加工機ラインの制御構成を示したブロック図である。
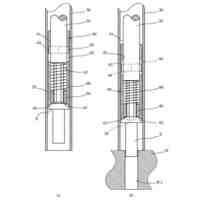
ワークの内径加工を回転中心の方向から見たイメージ図である。
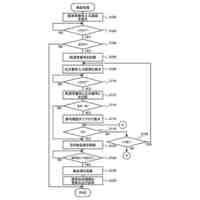
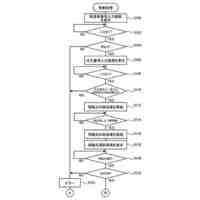
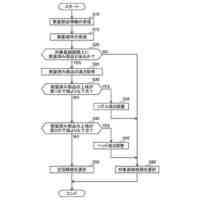
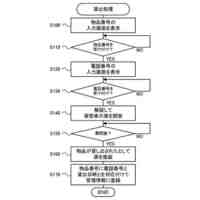
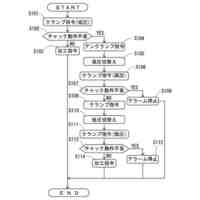
補正処理プログラムにおけるフローチャートを示した図である。
【発明を実施するための形態】
【0009】
本発明に係るワーク加工システムの一実施形態について、図面を参照しながら以下に説明する。図1は、本実施形態のワーク加工システムを備えた加工機ラインを示す正面図である。本実施形態の加工機ライン1は、図面左側から右側へとワークが流れるように構成されている。左から順番にワーク供給装置2、ワーク加工機3、そしてワーク検測装置4が配置されている。それぞれの構造について詳しく図示しないが、例えばワーク供給装置2には、複数のワークを搭載して送り出すストッカや、搬送コンベアからのワークをワーク加工機3へと受け渡しする装置が用いられる。
【0010】
ワーク加工機3は、旋盤やフライス盤など刃具を取り換えて使用する工作機械が対象となる。本実施形態では主軸装置17とタレット装置18とが設けられた旋盤を想定し(図2参照)、刃具にはチップの取り換えが行われるバイトを例に挙げて説明する。ワーク加工機3の主軸装置17は、ワークを把持する主軸チャックが回転可能に構成されたものである。タレット装置18では刃具の旋回割り出しが行われ、ワークに対する刃具の移動によって、例えばバイトによる内径加工などが行われる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
部品実装装置
1日前
株式会社FUJI
ストッカシステム
22日前
株式会社FUJI
ストッカシステム
22日前
株式会社FUJI
テープ剥離判定装置
10日前
株式会社FUJI
部品実装機及び部品実装方法
10日前
株式会社FUJI
貸出ロッカーおよびロッカーシステム
22日前
株式会社FUJI
対基板作業機及びそのメンテナンス方法
10日前
株式会社FUJI
制御装置、検査方法、および対基板作業機
今日
株式会社FUJI
制御装置、ストッカシステム及び情報処理方法
1日前
株式会社FUJI
荷物管理方法およびストッカ用札並びにストッカシステム
15日前
株式会社FUJI
廃テープ回収ユニット
今日
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め機
22日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
着座確認装置
2か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
3か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
1か月前
アズビル株式会社
溶接方法
1か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社FUJI
工作機械
4か月前
株式会社コスメック
着脱装置
15日前
株式会社不二越
ドリル
1か月前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
アーク溶接制御方法
17日前
株式会社ダイヘン
くびれ検出制御方法
17日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
ブローチ盤
4か月前
株式会社不二越
複合加工機
3か月前
株式会社不二越
エンドミル
2か月前
株式会社FUJI
工具交換アーム
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ