TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058996
公報種別
公開特許公報(A)
公開日
2024-04-30
出願番号
2022166457
出願日
2022-10-17
発明の名称
テープ剥離判定装置
出願人
株式会社FUJI
代理人
弁理士法人 共立特許事務所
主分類
H05K
13/08 20060101AFI20240422BHJP(他に分類されない電気技術)
要約
【課題】ボトムテープとカバーテープとの剥離の成否の判定精度を従来よりも高めることができるテープ剥離判定装置を提供する。
【解決手段】テープ剥離判定装置は、キャリアテープを構成するボトムテープとカバーテープとを剥離させる剥離部によって剥離される前記カバーテープの通路上の撮像対象領域であって、剥離の成否に応じて前記カバーテープの有無が変化する前記撮像対象領域を撮像して、少なくとも輝度を表す画像データを取得するカメラと、前記画像データの前記撮像対象領域の内部に設定した複数の検知エリアの各々を対象として、前記撮像対象領域に前記カバーテープが無いときの輝度基準値を個別に設定する基準設定部と、前記キャリアテープが前記剥離部まで送られた後に前記カメラにより取得した判定用画像データから求めた複数の前記検知エリアの各々の輝度測定値、および前記輝度基準値に基づいて前記剥離の成否を判定する判定部と、を備える。
【選択図】図7
特許請求の範囲
【請求項1】
キャリアテープを構成するボトムテープとカバーテープとを剥離させる剥離部によって剥離される前記カバーテープの通路上の撮像対象領域であって、剥離の成否に応じて前記カバーテープの有無が変化する前記撮像対象領域を撮像して、少なくとも輝度を表す画像データを取得するカメラと、
前記画像データの前記撮像対象領域の内部に設定した複数の検知エリアの各々を対象として、前記撮像対象領域に前記カバーテープが無いときの輝度基準値を個別に設定する基準設定部と、
前記キャリアテープが前記剥離部まで送られた後に前記カメラにより取得した判定用画像データから求めた複数の前記検知エリアの各々の輝度測定値、および前記輝度基準値に基づいて前記剥離の成否を判定する判定部と、
を備えるテープ剥離判定装置。
続きを表示(約 1,000 文字)
【請求項2】
前記基準設定部は、前記カメラにより前記カバーテープが無いと判明している前記撮像対象領域を撮像して取得した基準画像データに基づいて、前記輝度基準値を個別に設定する、請求項1に記載のテープ剥離判定装置。
【請求項3】
前記基準設定部は、前記基準画像データの複数の前記検知エリアの各々を対象として、エリア内の複数の画素の前記輝度の平均値を前記輝度基準値とし、
前記判定部は、前記判定用画像データの複数の前記検知エリアの各々を対象として、エリア内の複数の画素の前記輝度の平均値を前記輝度測定値とする、
請求項2に記載のテープ剥離判定装置。
【請求項4】
前記判定部は、複数の前記検知エリアの各々の前記輝度測定値と前記輝度基準値との差分値を所定の閾値と比較して前記剥離の成否を判定する、請求項1に記載のテープ剥離判定装置。
【請求項5】
前記判定部は、前記差分値が前記閾値を超える前記検知エリアの数量が所定数以上の場合に前記剥離に成功したと判定し、前記所定数未満の場合に前記剥離に成功しなかったと判定する、請求項4に記載のテープ剥離判定装置。
【請求項6】
前記判定部は、前記差分値が前記閾値を超えかつ相互に接する前記検知エリアの数量が前記所定数以上の場合に前記剥離に成功したと判定し、前記所定数未満の場合に前記剥離に成功しなかったと判定する、請求項5に記載のテープ剥離判定装置。
【請求項7】
前記剥離部は、前記キャリアテープが送られたときに前記ボトムテープと前記カバーテープとの間に進入する剥離刃を有し、
前記撮像対象領域は、前記剥離刃の上面に設定される、
請求項1~6のいずれか一項に記載のテープ剥離判定装置。
【請求項8】
前記剥離刃は、テープ長さ方向に延びて前記ボトムテープと前記カバーテープとを接着する二条の接着部のうちの一条を剥離する、請求項7に記載のテープ剥離判定装置。
【請求項9】
複数の前記検知エリアは、前記撮像対象領域の内部に二次元マトリックス状に設定される、請求項1~6のいずれか一項に記載のテープ剥離判定装置。
【請求項10】
前記剥離部を有するテープフィーダに前記キャリアテープを装填するテープ装填装置に組み込まれる、請求項1~6のいずれか一項に記載のテープ剥離判定装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本明細書は、部品供給用のキャリアテープを構成するボトムテープとカバーテープとの剥離の成否を判定するテープ剥離判定装置に関する。
続きを表示(約 2,700 文字)
【背景技術】
【0002】
回路パターンが形成された基板に対基板作業を実施して、基板製品を量産する技術が普及している。主要な対基板作業である部品の装着作業を実施する部品装着機の多数は、キャリアテープを送って部品を供給するテープフィーダを備える。テープ自動装填機能を有するテープフィーダは、キャリアテープの自動装填時にボトムテープとカバーテープとを剥離させる剥離部を有する。剥離に失敗したテープフィーダを用いて部品装着機が装着作業を開始すると、部品が供給され得ないので、すぐに装着作業が停止になってしまう。したがって、キャリアテープの使用開始時に剥離の成否を判定する技術が必要であり、その一技術例が特許文献1に開示されている。
【0003】
特許文献1には、ボトムテープから剥離されたカバーテープがたどる経路にあるテープガイドに識別マークを設け、該識別マークをカメラで撮像、画像認識することにより、輝度などの判定条件を用いてカバーテープの有無、および剥離の成否を判定する技術が開示されている。これによれば、カバーテープが識別マークを覆うことにより識別マークの見え方が変化することを利用して、剥離の成否を判定することができる、とされている。
【先行技術文献】
【特許文献】
【0004】
特開2016-63044号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、特許文献1の技術例では、カバーテープが透明であるため、カバーテープの有無による輝度の差異が顕著とならない。加えて、カバーテープは、識別マーク上における姿勢が水平な平面状態で一定になるとは限らず、撮像のたびに傾斜したり、屈曲したりと様相が変化し得る。そのため、カバーテープは、撮像時の照明光を不均一に反射したり、撮像のたびに照明光を反射する状況が変化したりする可能性がある。加えて、剥離されたカバーテープに接着剤が残っていると、照明光の反射に影響を及ぼす。これらの要因を考慮すると、輝度を用いた判定条件を適正に設定することが難しく、剥離の成否を誤判定するおそれがある。
【0006】
それゆえ、本明細書では、ボトムテープとカバーテープとの剥離の成否の判定精度を従来よりも高めることができるテープ剥離判定装置を提供することを解決すべき課題とする。
【課題を解決するための手段】
【0007】
本明細書は、キャリアテープを構成するボトムテープとカバーテープとを剥離させる剥離部によって剥離される前記カバーテープの通路上の撮像対象領域であって、剥離の成否に応じて前記カバーテープの有無が変化する前記撮像対象領域を撮像して、少なくとも輝度を表す画像データを取得するカメラと、前記画像データの前記撮像対象領域の内部に設定した複数の検知エリアの各々を対象として、前記撮像対象領域に前記カバーテープが無いときの輝度基準値を個別に設定する基準設定部と、前記キャリアテープが前記剥離部まで送られた後に前記カメラにより取得した判定用画像データから求めた複数の前記検知エリアの各々の輝度測定値、および前記輝度基準値に基づいて前記剥離の成否を判定する判定部と、を備えるテープ剥離判定装置を開示する。
【0008】
なお、本明細書では、出願当初の請求項4において「請求項1に記載のテープ剥離判定装置」を「請求項1~3のいずれか一項に記載のテープ剥離判定装置」に変更した技術的思想、出願当初の請求項9において「請求項1~6のいずれか一項に記載のテープ剥離判定装置」を「請求項1~8のいずれか一項に記載のテープ剥離判定装置」に変更した技術的思想、出願当初の請求項10において「請求項1~6のいずれか一項に記載のテープ剥離判定装置」を「請求項1~9のいずれか一項に記載のテープ剥離判定装置」に変更した技術的思想、および出願当初の請求項12において「請求項1~6のいずれか一項に記載のテープ剥離判定装置」を「請求項1~9のいずれか一項に記載のテープ剥離判定装置」に変更した技術的思想を開示している。
【発明の効果】
【0009】
本明細書で開示するテープ剥離判定装置において、基準設定部は、複数の検知エリアの各々にカバーテープが無いときの輝度基準値を個別に設定し、判定部は、複数の検知エリアの各々の輝度測定値、および輝度基準値に基づいて剥離の成否を判定する。これによれば、判定部は、検知エリアごとに相違し得る輝度測定値と、検知エリアごとに相違し得る輝度基準値とを比較し、さらに複数の比較結果に基づいて判定を行うことができる。したがって、開示するテープ剥離判定装置によれば、ボトムテープとカバーテープとの剥離の成否の判定精度を従来よりも高めることができる。
【図面の簡単な説明】
【0010】
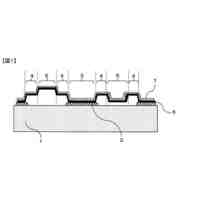
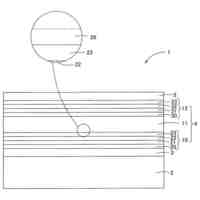
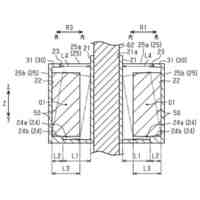
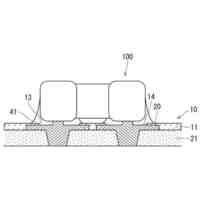
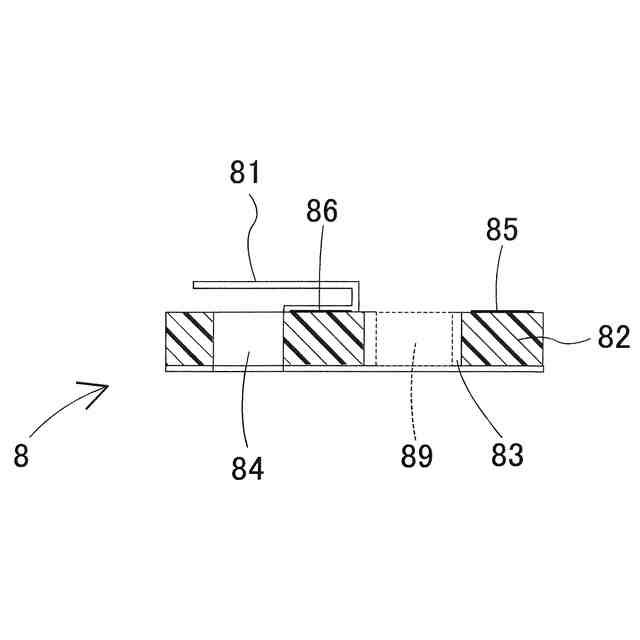
第1実施形態のテープ剥離判定装置の判定対象となるキャリアテープの構成を示すテープ幅方向の断面図である。
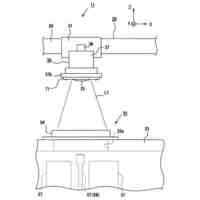
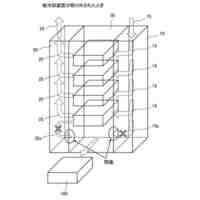
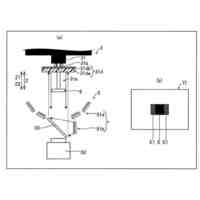
剥離部を有するテープフィーダを模式的に示す側面図である。
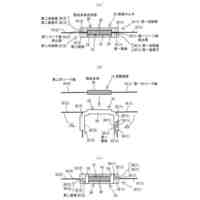
剥離部の詳細な構成を示すとともに剥離動作を説明する平面図であり、剥離に成功した後のキャリアテープの使用状況が示されている。
剥離に成功したキャリアテープを示す平面図である。
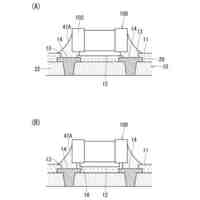
図4中のV-V矢視方向のキャリアテープの断面図であり、剥離されたカバーテープの折り返し状態が示されている。
剥離に失敗してキャリアテープの全体が剥離刃の下側を通過した状態を示す平面図である。
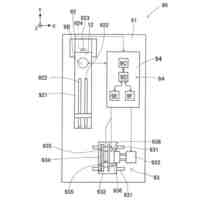
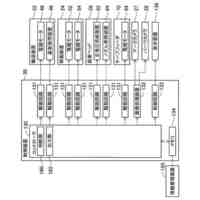
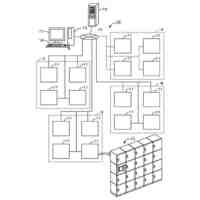
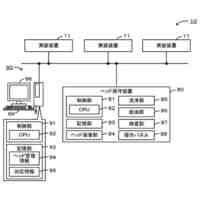
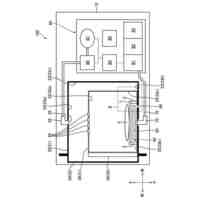
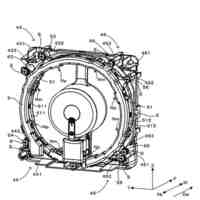
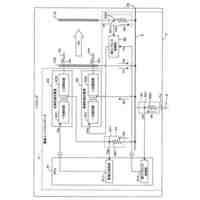
第1実施形態のテープ剥離判定装置が組み込まれたテープ装填装置を模式的に示す平面図である。
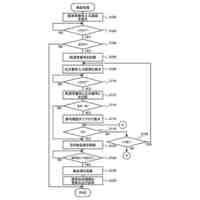
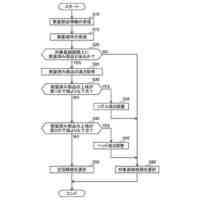
テープ剥離判定装置の動作をテープ装填装置の装填動作と併せて説明するメイン動作フローの図である。
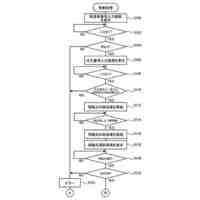
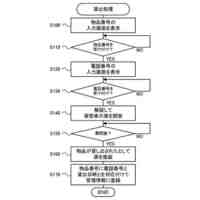
図8中の「剥離の成否の判定」を詳細に説明するサブ動作フローの図である。
カメラが取得する基準画像データを例示した図である。
カメラが取得する判定用画像データを例示した図である。
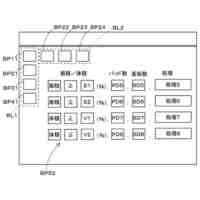
図10の基準画像データに係る基準設定部の動作、および図11の判定用画像データに係る判定部の動作を説明する一覧表の図である。
第2実施形態のテープ剥離判定装置が組み込まれた部品装着機を模式的に示す平面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社FUJI
部品実装装置
12日前
株式会社FUJI
ストッカシステム
1か月前
株式会社FUJI
ストッカシステム
1か月前
株式会社FUJI
テープ剥離判定装置
21日前
株式会社FUJI
部品実装機及び部品実装方法
5日前
株式会社FUJI
部品実装機及び部品実装方法
21日前
株式会社FUJI
貸出ロッカーおよびロッカーシステム
1か月前
株式会社FUJI
対基板作業機及びそのメンテナンス方法
21日前
株式会社FUJI
制御装置、検査方法、および対基板作業機
11日前
株式会社FUJI
制御装置、ストッカシステム及び情報処理方法
12日前
株式会社FUJI
荷物管理方法およびストッカ用札並びにストッカシステム
26日前
株式会社FUJI
廃テープ回収ユニット
11日前
株式会社FUJI
実装システム及び管理方法
今日
株式会社FUJI
印刷品質管理システムおよび印刷品質管理方法
今日
東レ株式会社
有機EL表示装置
1か月前
コーセル株式会社
部品ホルダ
12日前
株式会社カネカ
製造システム
28日前
株式会社カネカ
有機EL装置
1か月前
シャープ株式会社
装置
今日
東レ株式会社
配線付き基材の製造方法
14日前
中部電力株式会社
ホルダ
1か月前
イビデン株式会社
配線基板
2か月前
個人
電流駆動型素子の電流制御器
1か月前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
積層基板
2か月前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
プリント配線板
1か月前
イビデン株式会社
配線基板
2か月前
株式会社ヤナギヤ
ジュール加熱鍋
1か月前
イビデン株式会社
プリント配線板
1日前
日本電気株式会社
電子機器
1か月前
株式会社キーエンス
除電装置
2か月前
レボックス株式会社
照明装置
6日前
レボックス株式会社
照明装置
6日前
株式会社キーエンス
除電装置
2か月前
ヤマハ発動機株式会社
部品実装装置
2か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ