TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024030684
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022133730
出願日
2022-08-25
発明の名称
パルスアーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/095 20060101AFI20240229BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パルスアーク溶接において、ピーク期間中に溶滴移行が発生しても、1パルス周期1溶滴移行状態を維持すること。
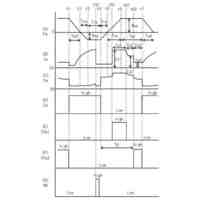
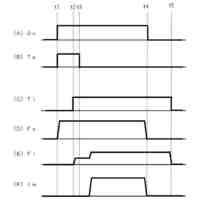
【解決手段】溶接ワイヤを送給し、ピーク電流Ip及びピーク電圧を出力するピーク期間とベース電流Ib及びベース電圧を出力するベース期間とを繰り返して溶接するパルスアーク溶接制御方法において、ピーク期間中の時刻t32に溶滴移行を判別したときは、ピーク電流Ipの通電路に抵抗を挿入してピーク電流Ipを急下降させる。溶滴移行の判別を、ピーク電圧Vwの振動にもとづいて行う。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを送給し、ピーク電流及びピーク電圧を出力するピーク期間とベース電流及びベース電圧を出力するベース期間とを繰り返して溶接するパルスアーク溶接制御方法において、
前記ピーク期間中に溶滴移行を判別したときは、前記ピーク電流を下降させる、
ことを特徴とするパルスアーク溶接制御方法。
続きを表示(約 270 文字)
【請求項2】
前記ピーク期間中に溶滴移行を判別したときは、前記ピーク電流の通電路に抵抗を挿入して前記ピーク電流を下降させる、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法。
【請求項3】
前記溶滴移行の判別を、前記ピーク電圧の下降にもとづいて行う、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法。
【請求項4】
前記溶滴移行の判別を、前記ピーク電圧の振動にもとづいて行う、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤを送給して行うパルスアーク溶接制御方法に関するものである。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
消耗電極パルスアーク溶接では、溶接ワイヤを送給し、ピーク電流及びピーク電圧を出力するピーク期間と、ベース電流及びベース電圧を出力するベース期間とを繰り返して溶接が行われる。ピーク電流は臨界電流値以上となる500A程度の大電流値に設定され、溶接ワイヤを溶融して溶滴の形成及び移行が行われる。ベース電流は臨界電流値未満となる50A程度に設定され、溶接ワイヤはほとんど溶融しない。溶接電流値が臨界電流値以上になると、溶滴の移行携帯がスプレー移行状態となる。パルスアーク溶接では、1回のピーク電流の通電によって1つの溶滴を移行させる1パルス周期1溶滴移行の状態を維持することが、スパッタの発生の少ない高品質の溶接ビードを得るために重要である。
【0003】
パルスアーク溶接において、ピーク電流、ピーク期間等のパルス波形パラメータを適正値に設定すると、ピーク期間中に溶接ワイヤの先端が溶融されて溶滴が形成され、ピーク期間の終了直後のベース期間中に溶滴が溶融池へと移行する状態となり、1パルス周期1溶滴移行の安定した溶接状態となる。パルス波形パラメータの適正値は、送給速度、溶接ワイヤの成分、直径、溶接速度、溶接姿勢等の種々の溶接条件に応じて変化する。そこで、特許文献1の発明では、溶滴移行を短絡の発生によって判別し、溶滴移行タイミングがピーク期間の終了直後のベース期間中に発生するようにすることによって、パルス波形パラメータを適正値に自動設定している。
【先行技術文献】
【特許文献】
【0004】
特開2014-226677号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
パルス波形パラメータが適正値に設定されていても、溶滴の形成状態のばらつきによって、ピーク期間中に溶滴移行が発生する場合がある。ピーク期間の途中に溶滴移行が発生すると、残りのピーク電流の通電によって再び溶滴が形成されることになる。この再形成された溶滴がベース期間中又は次のピーク期間中に移行することになり、1パルス周期1溶滴移行状態から外れて一時的にスパッタが発生する不安定な溶接状態となる。
【0006】
そこで、本発明では、ピーク期間中に溶滴移行が発生しても、1パルス周期1溶滴移行状態を維持して、安定した溶接状態を継続することができるパルスアーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを送給し、ピーク電流及びピーク電圧を出力するピーク期間とベース電流及びベース電圧を出力するベース期間とを繰り返して溶接するパルスアーク溶接制御方法において、
前記ピーク期間中に溶滴移行を判別したときは、前記ピーク電流を下降させる、
ことを特徴とするパルスアーク溶接制御方法である。
【0008】
請求項2の発明は、
前記ピーク期間中に溶滴移行を判別したときは、前記ピーク電流の通電路に抵抗を挿入して前記ピーク電流を下降させる、
ことを特徴とする請求項1に記載のパルスアーク溶接制御方法である。
【0009】
請求項3の発明は、
前記溶滴移行の判別を、前記ピーク電圧の下降にもとづいて行う、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法である。
【0010】
請求項4の発明は、
前記溶滴移行の判別を、前記ピーク電圧の振動にもとづいて行う、
ことを特徴とする請求項1又は2に記載のパルスアーク溶接制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日東精工株式会社
ねじ締め機
22日前
個人
低周波振動発生出力方法
1か月前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め装置
2か月前
日東精工株式会社
着座確認装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社コスメック
クランプ装置
2か月前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
15日前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
アーク溶接制御方法
17日前
株式会社ダイヘン
くびれ検出制御方法
17日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社不二越
管用タップ
1か月前
個人
クーラント装置
2か月前
株式会社不二越
管用タップ
10日前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
歯車製造装置
2か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社不二越
歯車加工装置
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
工機ホールディングス株式会社
工具
1か月前
有限会社 ナプラ
接合材用金属粒子
25日前
株式会社永木精機
埋設管窓開け工具
1か月前
株式会社ダイヘン
被覆アーク溶接制御方法
3日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
四国溶材株式会社
フラックス入りワイヤ
1か月前
日立造船株式会社
溶接装置
29日前
株式会社ダイヘン
2重シールドティグ溶接方法
3日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ