TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024060640
公報種別
公開特許公報(A)
公開日
2024-05-07
出願番号
2022168019
出願日
2022-10-20
発明の名称
被覆アーク溶接制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/10 20060101AFI20240425BHJP(工作機械;他に分類されない金属加工)
要約
【課題】被覆アーク溶接において、溶接電流の調整を手元で容易に行えるようにすること。
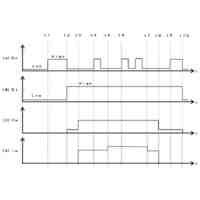
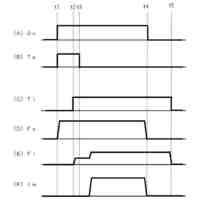
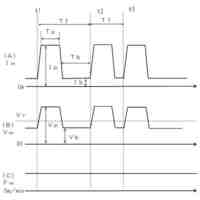
【解決手段】起動スイッチONの操作によって出力Stを開始して溶接する被覆アーク溶接制御方法において、起動スイッチONが予め定めた判定時間以上オン状態になった後にオフ状態になると時刻t2において出力を開始し、その後に起動スイッチONが判定時間以上オン状態になった後にオフ状態になると時刻t10において出力を停止する。溶接電流Iwが通電しているときに、起動スイッチONが判定時間内でオン状態とオフ状態とを1回繰り返すシングルクリック操作されたときは時刻t5において溶接電流Iwを所定値だけ増加させる。起動スイッチONが判定時間内でオン状態とオフ状態とを2回繰り返すダブルクリック操作されたときは時刻t7において溶接電流Iwを所定値だけ減少させる。
【選択図】図2
特許請求の範囲
【請求項1】
起動スイッチの操作によって出力を開始して溶接する被覆アーク溶接制御方法において、
前記起動スイッチが予め定めた判定時間以上オン状態になった後にオフ状態になると出力を開始し、その後に前記起動スイッチが前記判定時間以上オン状態になった後にオフ状態になると出力を停止し、
溶接電流が通電しているときの前記起動スイッチの操作に基づいて前記溶接電流の値を増減させる、
ことを特徴とする被覆アーク溶接制御方法。
続きを表示(約 190 文字)
【請求項2】
前記溶接電流の増減は、前記起動スイッチが前記判定時間内でオン状態とオフ状態とを1回繰り返すシングルクリック操作されたときは前記溶接電流を所定値だけ増加させ、前記起動スイッチが前記判定時間内でオン状態とオフ状態とを2回繰り返すダブルクリック操作されたときは前記溶接電流を前記所定値だけ減少させる、
ことを特徴とする請求項1に記載の被覆アーク溶接制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、起動スイッチの操作によって出力を開始して溶接する被覆アーク溶接制御方法に関するものである。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
近年は、消耗電極式アーク溶接、非消耗電極式アーク溶接及びガウジングを選択して使用することができる複合溶接電源の需要が高まっている。消耗電極式アーク溶接としては、炭酸ガスアーク溶接、マグ溶接、ミグ溶接、被覆アーク溶接等が可能である。非消耗電極式アーク溶接としては、簡易式のティグ溶接が可能である。
【0003】
溶接電源のメインスイッチがオン状態となり、溶接モードとして被覆アーク溶接モードが選択されると、溶接電源は出力を開始する。アークが点弧していない無負荷状態では、溶接電圧は溶接電源が出力できる80~120V程度の最大電圧値となる。
【0004】
被覆アーク溶接では、溶接作業者が溶接ホルダの被覆溶接棒を母材に接触させて引き上げてアークを点弧する、いわゆるタッチスタートを行うことで溶接を開始する。
【0005】
他方、溶接を終了するときは、溶接ホルダを高く引き上げてアーク切れを発生させることで行っている。
【0006】
特許文献1の発明では、溶接ホルダに起動スイッチを設け、起動スイッチの操作によって溶接電源の出力を開始し、溶接を終了する際には、被覆溶接棒を引き上げたときの溶接電圧が予め定めた基準電圧値以上になると溶接電源の出力を停止してアークを消弧するものである。このようにすることによって、円滑に溶接を終了することができる。
【先行技術文献】
【特許文献】
【0007】
特開2021-37529号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
従来技術では、起動スイッチの操作によって溶接電源の出力を開始させることができる。他方、被覆溶接棒の直径、母材の板厚等に応じて溶接電流の調整を行う必要がある。しかし、従来技術では、溶接電流の調整を手元では行うことができないために、作業性が低下していた。
【0009】
そこで、本発明では、溶接電流の調整を手元で行うことができる被覆アーク溶接制御方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、請求項1の発明は、
起動スイッチの操作によって出力を開始して溶接する被覆アーク溶接制御方法において、
前記起動スイッチが予め定めた判定時間以上オン状態になった後にオフ状態になると出力を開始し、その後に前記起動スイッチが前記判定時間以上オン状態になった後にオフ状態になると出力を停止し、
溶接電流が通電しているときの前記起動スイッチの操作に基づいて前記溶接電流の値を増減させる、
ことを特徴とする被覆アーク溶接制御方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送装置
5日前
株式会社ダイヘン
操作端末
18日前
株式会社ダイヘン
電源装置
21日前
株式会社ダイヘン
搬送装置
5日前
株式会社ダイヘン
溶接トーチ
13日前
株式会社ダイヘン
溶接トーチ
13日前
株式会社ダイヘン
充電システム
27日前
株式会社ダイヘン
電圧調整装置
14日前
株式会社ダイヘン
貢献度評価装置
27日前
株式会社ダイヘン
双方向コンバータ
27日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
株式会社ダイヘン
ワイヤ送給システム
1か月前
株式会社ダイヘン
溶接トーチ用ノズル
13日前
株式会社ダイヘン
送電装置及び送電方法
21日前
株式会社ダイヘン
埋もれアーク溶接方法
26日前
株式会社ダイヘン
被覆アーク溶接制御方法
21日前
株式会社ダイヘン
溶接方法および溶接装置
27日前
株式会社ダイヘン
溶接方法および溶接装置
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
21日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
充電装置、および、充電システム
26日前
株式会社ダイヘン
アーク溶接装置及びアーク溶接方法
13日前
株式会社ダイヘン
パルスアーク溶接の溶接品質判定方法
6日前
株式会社ダイヘン
コイル、電力授受装置及び電力授受方法
13日前
株式会社ダイヘン
パルスアーク溶接・短絡移行アーク溶接切換制御方法
6日前
株式会社ダイヘン
銅合金粉末、積層造形物の製造方法、および積層造形物
12日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
21日前
日東精工株式会社
ねじ締め機
4か月前
津田駒工業株式会社
工作機械
2か月前
個人
パワーデバイスの接合方法
3か月前
株式会社日本ピット
ピット装置
5か月前
日東精工株式会社
着座確認装置
2か月前
日東精工株式会社
ねじ締め装置
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ