TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024059152
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022166649
出願日
2022-10-18
発明の名称
溶接方法および溶接装置
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/095 20060101AFI20240423BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接トーチをウィービングさせながら第1母材と第2母材とを溶接する場合に、両方の母材で適切な溶接をすることができる溶接方法および溶接装置を提供する。
【解決手段】溶接トーチをウィービングさせながら第1母材と、第1母材とは異なる第2母材とを溶接する溶接方法であって、溶接トーチのウィービング位置が第1母材上にある場合に、第1速度で溶接トーチをウィービングさせるステップS2と、溶接トーチのウィービング位置が第2母材上にある場合に、第1速度と異なる第2速度で溶接トーチをウィービングさせるステップS3を備える。
【選択図】図3
特許請求の範囲
【請求項1】
溶接トーチをウィービングさせながら第1母材と、前記第1母材とは異なる第2母材とを溶接する溶接方法であって、
前記溶接トーチのウィービング位置が前記第1母材上にある場合に、第1速度で前記溶接トーチをウィービングさせるステップと、
前記溶接トーチのウィービング位置が前記第2母材上にある場合に、前記第1速度と異なる第2速度で前記溶接トーチをウィービングさせるステップとを備える、溶接方法。
続きを表示(約 610 文字)
【請求項2】
前記第1母材と前記第2母材とは、厚さが異なり、
前記第2母材が前記第1母材よりも厚い場合には、前記第2速度が前記第1速度よりも低速度である、請求項1に記載の溶接方法。
【請求項3】
前記溶接トーチを前記第1速度でウィービングさせる場合の溶接に用いる溶接電流値と、前記溶接トーチを前記第2速度でウィービングさせる場合の溶接に用いる溶接電流値とが同じ電流値である、請求項1または請求項2に記載の溶接方法。
【請求項4】
溶接トーチをウィービングさせながら第1母材と、前記第1母材とは異なる第2母材とを溶接する溶接装置であって、
前記溶接トーチをウィービングさせる駆動装置と、
前記駆動装置を制御する制御装置とを備え、
前記制御装置は、
前記溶接トーチのウィービング位置が前記第1母材上にある場合に、第1速度で前記溶接トーチをウィービングさせる第1制御と、
前記溶接トーチのウィービング位置が前記第2母材上にある場合に、前記第1速度と異なる第2速度で前記溶接トーチをウィービングさせる第2制御とを行なう、溶接装置。
【請求項5】
前記第1母材と前記第2母材とは、厚さが異なり、
前記第2母材が前記第1母材よりも厚い場合には、前記第2速度が前記第1速度よりも低速度である、請求項4に記載の溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接方法および溶接装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来において、溶接トーチをウィービングさせて溶接をする溶接方法および溶接装置としては、溶接の開始位置から終了位置まで間の途中において、ウィービングの動作を変化させるものがあった(特許文献1)。このような従来の溶接方法および溶接装置では、溶接をするロボットが開始位置から終了位置に到達するまでは第1の振幅でウィービングの動作をさせ、そのロボットが指定点から終了位置に到達するまでは第2の振幅でウィービングの動作をさせる制御が行なわれる。
【先行技術文献】
【特許文献】
【0003】
特開2007-275969号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、板厚または材質等が異なる第1母材と第2母材とを溶接する場合は、許容される入熱量が母材ごとに異なるので、両方の母材において同じ溶接条件でウィービングをすると、次のように、いずれか一方の部材での溶接が適切に実行できなくなるという問題があった。
【0005】
例えば、第1母材および第2母材の溶接条件を、許容される入熱量が小さい方の母材に合せると、許容される入熱量が大きい方の母材では溶着量が不足しがちになる。一方、第1母材および第2母材の溶接条件を、許容される入熱量が大きい方の母材に合せると、許容される入熱量が小さい方の母材では母材が溶け落ちてしまうおそれがある。
【0006】
本開示は、溶接トーチをウィービングさせながら第1母材と第2母材とを溶接する場合に、両方の母材で適切な溶接をすることができる溶接方法および溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本開示のある局面に係る溶接方法は、溶接トーチをウィービングさせながら第1母材と、第1母材とは異なる第2母材とを溶接する溶接方法であって、溶接トーチのウィービング位置が第1母材上にある場合に、第1速度で溶接トーチをウィービングさせるステップと、溶接トーチのウィービング位置が第2母材上にある場合に、第1速度と異なる第2速度で溶接トーチをウィービングさせるステップとを備える。
【0008】
本開示の他の局面に係る溶接装置は、溶接トーチをウィービングさせながら第1母材と、前記第1母材とは異なる第2母材とを溶接する溶接装置であって、溶接トーチをウィービングさせる駆動装置と、駆動装置を制御する制御装置とを備える。制御装置は、溶接トーチのウィービング位置が第1母材上にある場合に、第1速度で溶接トーチをウィービングさせる第1制御と、接トーチのウィービング位置が第2母材上にある場合に、第1速度と異なる第2速度で溶接トーチをウィービングさせる第2制御とを行なう。
【発明の効果】
【0009】
本開示の溶接方法および溶接装置によれば、溶接トーチをウィービングさせながら第1母材と第2母材とを溶接する場合に、両方の母材で適切な溶接をすることができる。
【図面の簡単な説明】
【0010】
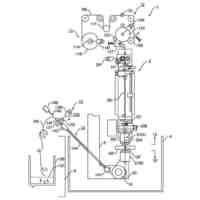
実施の形態1の溶接方法および溶接装置を実施するための溶接装置の構成図である。
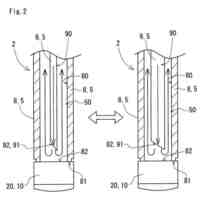
実施の形態1の溶接方法および溶接装置で行なわれるウィービングの制御を説明する図である。
実施の形態1の制御装置により実行される溶接トーチのウィービングの動作制御に関する制御処理の一例を示すフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
溶接トーチボディおよびガス供給ノズル
3日前
個人
電気抵抗溶接用電極
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め機
3か月前
個人
低周波振動発生出力方法
4か月前
日東精工株式会社
ろう付け装置
1か月前
株式会社FUJI
工作機械
1か月前
日東精工株式会社
チャックユニット
3か月前
株式会社不二越
ドリル
2か月前
有限会社ハラダ印刷
穿孔機用案内板
18日前
菅機械産業株式会社
測長装置
2か月前
日東精工株式会社
チャックユニット
1か月前
株式会社コスメック
着脱装置
4か月前
日進工具株式会社
被覆切削工具
3か月前
株式会社ダイヘン
アーク溶接制御方法
4か月前
株式会社ダイヘン
くびれ検出制御方法
4か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
福井県
マルチマテリアルの点接合構造
18日前
株式会社ダイヘン
回転アーク溶接方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
16日前
津根精機株式会社
鉄筋切断装置
12日前
ダイハツ工業株式会社
冷却構造
3か月前
株式会社MOLDINO
ドリル
2日前
ビアメカニクス株式会社
レーザ加工装置
2か月前
株式会社ソディック
ワイヤ放電加工装置
3か月前
国立大学法人 東京大学
加工方法
2か月前
株式会社向洋技研
スポットネジ及び電極
18日前
株式会社不二越
管用タップ
4か月前
個人
交換式給油ブラシの切削油の給油器
9日前
有限会社 ナプラ
接合材用金属粒子
4か月前
株式会社不二越
歯車製造装置
3か月前
株式会社進和
肉盛加工ノズル
13日前
トヨタ自動車株式会社
積層造形方法
3か月前
株式会社不二越
歯車加工装置
4か月前
株式会社ダイヘン
溶接トーチ
3か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ