TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024117268
公報種別
公開特許公報(A)
公開日
2024-08-29
出願番号
2023023270
出願日
2023-02-17
発明の名称
溶接トーチボディおよびガス供給ノズル
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/29 20060101AFI20240822BHJP(工作機械;他に分類されない金属加工)
要約
【課題】トーチボディ本体に固定されるベース領域の口径に比べガス供給ノズルの先端側の口径は小さいが、シールド範囲の縮小の抑制を可能とするガス供給ノズルを備える溶接トーチボディおよびガス供給ノズルを提供する。
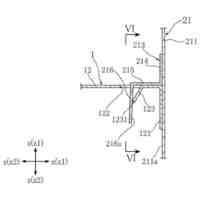
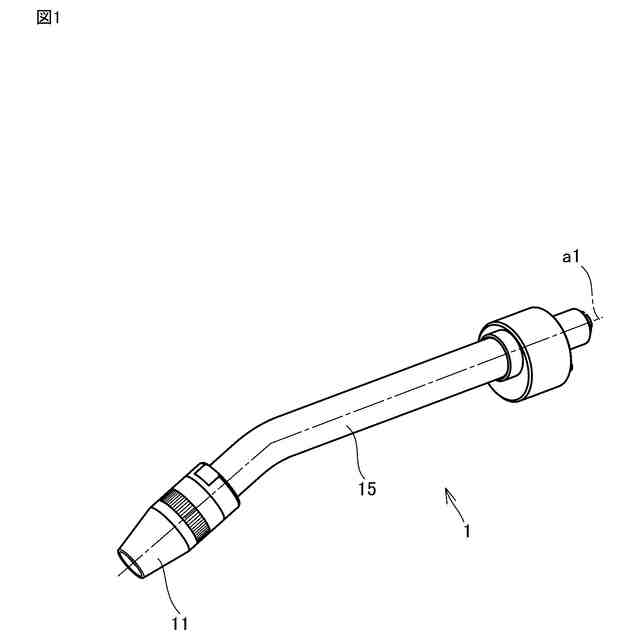
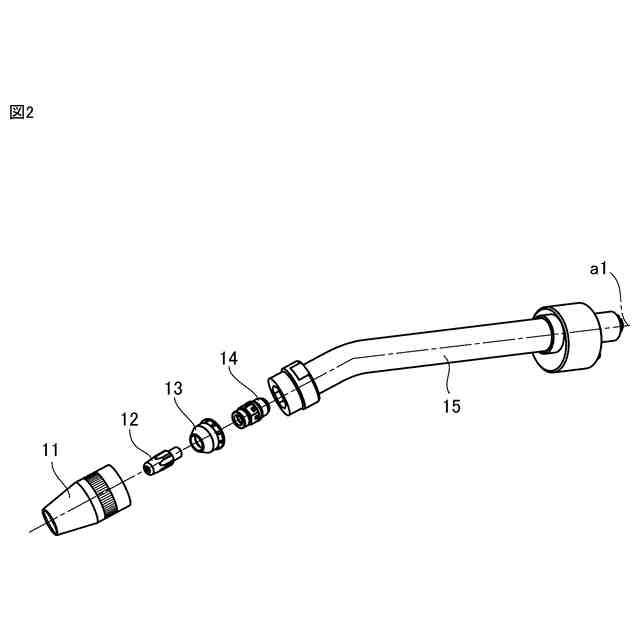
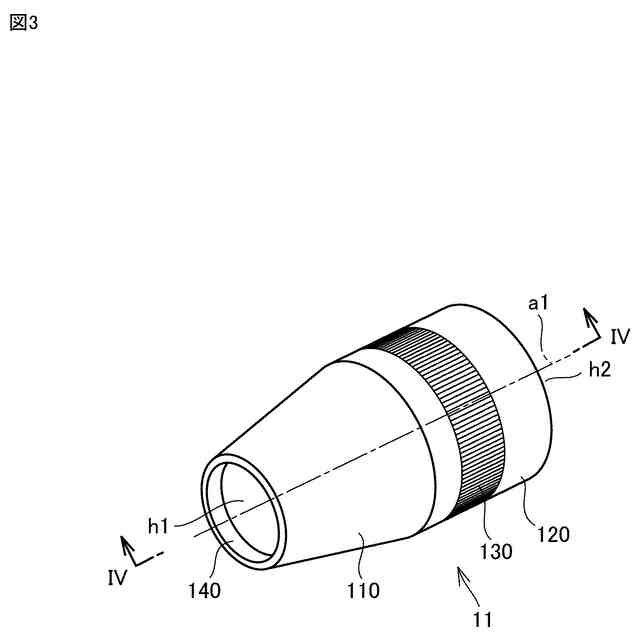
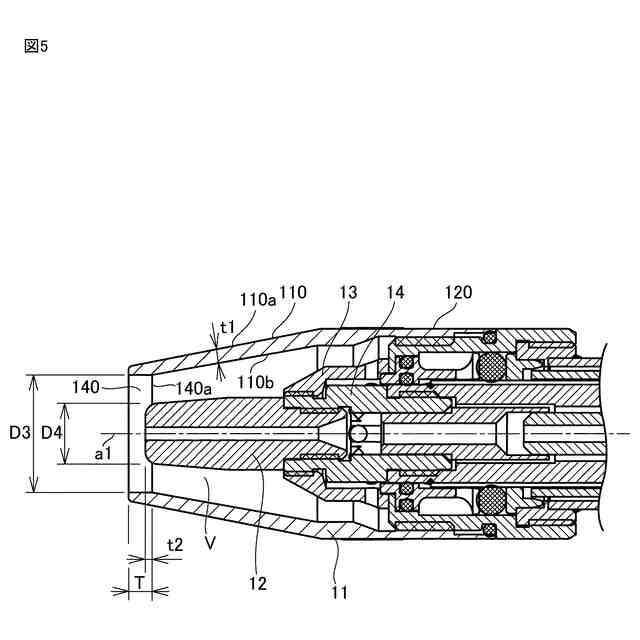
【解決手段】この溶接トーチボディ1に用いられるガス供給ノズル11は、トーチボディ本体に固定され、外周面において、軸a1からの半径距離が一定に設けられたベース領域120と、一定の厚さt1を有し、ベース領域120から先端に向かうに従って徐々に軸a1からの半径距離が小さくなる先細り領域110と、を含み、先細り領域110の開口領域h1には、その内周面が、軸a1からの半径距離が一定であるストレート領域140が設けられている。
【選択図】図5
特許請求の範囲
【請求項1】
ガスシールドアーク溶接に用いられる溶接トーチボディであって、
軸方向に延びるトーチボディ本体と、
前記トーチボディ本体の先端側に位置し、前記軸方向に沿って配置されるコンタクトチップと、
前記コンタクトチップを取り囲むように設けられ、先端部に開口領域が形成されたガス供給ノズルと、
を備え、
前記ガス供給ノズルは、
前記トーチボディ本体に固定され、外周面において、前記軸からの半径距離が一定に設けられたベース領域と、
一定の厚さを有し、前記ベース領域から前記先端に向かうに従って徐々に前記軸からの半径距離が小さくなる先細り領域と、
を含み、
前記先細り領域の前記開口領域には、その内周面が、前記軸からの半径距離が一定であるストレート領域が設けられている、
溶接トーチボディ。
続きを表示(約 680 文字)
【請求項2】
前記ストレート領域の後端側の境界線の位置よりも、前記コンタクトチップの先端の方が先端側に位置している、
請求項1に記載の溶接トーチボディ。
【請求項3】
前記先細り領域の長さT2とし、
前記軸方向に沿った前記ストレート領域の幅をTとした場合、
T2/Tは3.8以上10.0以下である、
請求項2に記載の溶接トーチボディ。
【請求項4】
前記軸周りにおける前記ストレート領域の内径をD3とし、
前記軸周りにおける前記ベース領域の内径をD5した場合、
D5/D3は1.3以上1.8以下である、
請求項2に記載の溶接トーチボディ。
【請求項5】
ガスシールドアーク溶接に用いられるガス供給ノズルであって、
外周面において、軸からの半径距離が一定に設けられたベース領域と、
前記ベース領域から前記先端に向かうに従って徐々に前記軸からの半径距離が小さくなる先細り領域と、
を含み、
前記先細り領域の開口領域には、その内周面が、前記軸からの半径距離が一定であるストレート領域が設けられ、
前記先細り領域の長さT2とし、前記軸方向に沿った前記ストレート領域の幅をTとした場合、T2/Tは3.8以上10.0以下であり、
前記軸周りにおける前記ストレート領域の内径をD3とし、前記軸周りにおける前記ベース領域の内径をD5した場合、D5/D3は1.3以上1.8以下である、
ガス供給ノズル。
発明の詳細な説明
【技術分野】
【0001】
本発明は、消耗電極アーク溶接トーチに使用される溶接トーチボディおよびガス供給ノズルの構成に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
従来、溶接トーチボディの先端に装着されるガス供給ノズルは、特開2003-136244号公報(特許文献1)に開示されるようなその内面の全体がストレート構造、または、ガスを集約させるためにガス供給ノズルの先端を絞った構造が採用されている。
【先行技術文献】
【特許文献】
【0003】
特開2003-136244号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
シールド範囲を拡大させるためにガス供給ノズル先端の口径を拡大させた場合には、溶接対象によって(隅肉、重ね、開先等)適切なトーチ角度やチップ-母材間距離を保つことが困難になる。
【0005】
他方、ガス供給ノズルの先端を絞った構造は、ワークにガス供給ノズルの先端を近づけることは容易になる。しかし、シールド範囲が狭くなるために、ウィービングやチップ-母材間距離の変動といった外的要因に対するアークの保護が不十分になり、溶接欠陥を生じやすくなるおそれがある。
【0006】
この開示は、上記相反する課題を解決するためになされたものであり、トーチボディ本体に固定されるベース領域の口径に比べガス供給ノズルの先端側の口径は小さいが、シールド範囲の縮小の抑制を可能とする溶接トーチボディおよびガス供給ノズルを提供することを目的とする。
【課題を解決するための手段】
【0007】
[1]本開示の溶接トーチボディにおいては、ガスシールドアーク溶接に用いられる溶接トーチボディであって、軸方向に延びるトーチボディ本体と、上記トーチボディ本体の先端側に位置し、上記軸方向に沿って配置されるコンタクトチップと、上記コンタクトチップを取り囲むように設けられ、先端部に開口領域が形成されたガス供給ノズルと、を備え、上記ガス供給ノズルは、上記トーチボディ本体に固定され、外周面において、上記軸からの半径距離が一定に設けられたベース領域と、一定の厚さを有し、上記ベース領域から上記先端に向かうに従って徐々に上記軸からの半径距離が小さくなる先細り領域と、を含み、上記先細り領域の上記開口領域には、その内周面が、上記軸からの半径距離が一定であるストレート領域が設けられている。
【0008】
[2]:[1]に記載の溶接トーチボディにおいて、上記ストレート領域の後端側の境界線の位置よりも、上記コンタクトチップの先端の方が先端側に位置している。
【0009】
[3]:[2]に記載の溶接トーチボディにおいて、上記先細り領域の長さT2とし、上記軸方向に沿った上記ストレート領域の幅をTとした場合、T2/Tは3.8以上10以下である。
【0010】
[4]:[2]に記載の溶接トーチボディにおいて、上記軸周りにおける上記ストレート領域の内径をD3とし、上記軸周りにおける上記ベース領域の内径をD5した場合、D5/D3は1.3以上1.8以下である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
溶接装置
18日前
株式会社ダイヘン
電力システム
13日前
株式会社ダイヘン
直流電源回路
25日前
株式会社ダイヘン
電圧調整装置
3日前
株式会社ダイヘン
蓄電池システム
18日前
株式会社ダイヘン
無線給電システム
3日前
株式会社ダイヘン
絶縁型コンバータ
25日前
株式会社ダイヘン
多層盛り溶接方法
5日前
株式会社ダイヘン
圧接装置及び圧接方法
19日前
株式会社ダイヘン
非消耗電極アーク溶接方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
19日前
株式会社ダイヘン
複合溶接装置及び複合溶接方法
19日前
株式会社ダイヘン
制御装置、および、蓄電池システム
7日前
株式会社ダイヘン
電源装置におけるケースの取付構造
18日前
株式会社ダイヘン
非消耗電極アーク溶接の溶接開始方法
5日前
株式会社ダイヘン
多電極サブマージアーク溶接システム
19日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
21日前
株式会社ダイヘン
固相接合装置、制御装置、および制御方法
21日前
株式会社ダイヘン
パルスアーク溶接のアークスタート制御方法
5日前
日東精工株式会社
ねじ締め機
25日前
株式会社不二越
ドリル
21日前
株式会社FUJI
工作機械
28日前
日東精工株式会社
多軸ねじ締め機
25日前
エフ・ピー・ツール株式会社
リーマ
7日前
日進工具株式会社
エンドミル
7日前
株式会社ダイヘン
多層盛り溶接方法
5日前
トヨタ自動車株式会社
接合方法
19日前
ブラザー工業株式会社
工作機械
26日前
株式会社FUJI
チャック装置
1か月前
ブラザー工業株式会社
工作機械
26日前
ビアメカニクス株式会社
レーザ加工装置
25日前
株式会社不二越
超硬合金製ドリル
3日前
大肯精密株式会社
自動送り穿孔機
19日前
株式会社プロテリアル
金属箔の溶接方法
25日前
株式会社不二越
管用テーパタップ
27日前
株式会社ダイヘン
溶接装置
18日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ