TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024065576
公報種別
公開特許公報(A)
公開日
2024-05-15
出願番号
2022174509
出願日
2022-10-31
発明の名称
溶接トーチ
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/29 20060101AFI20240508BHJP(工作機械;他に分類されない金属加工)
要約
【課題】小型化および構造の簡素化を図るのに適した溶接トーチを提供する。
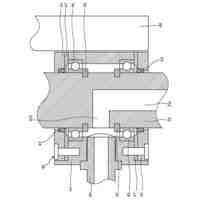
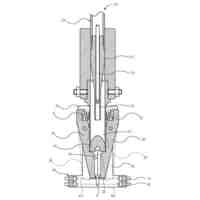
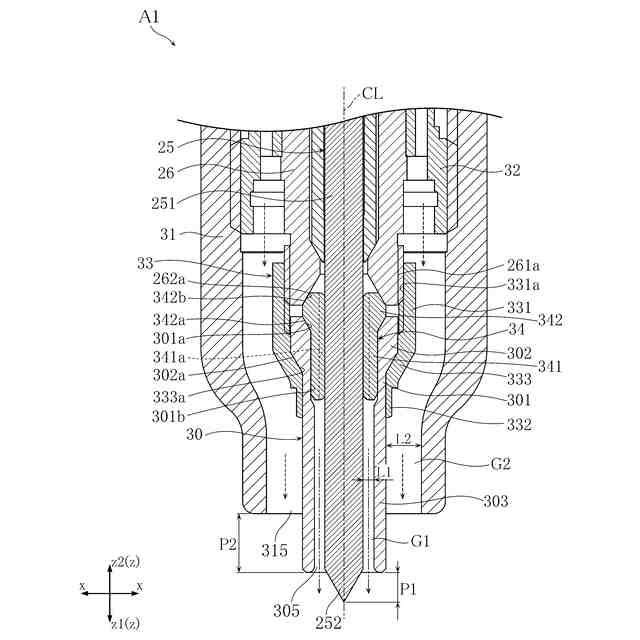
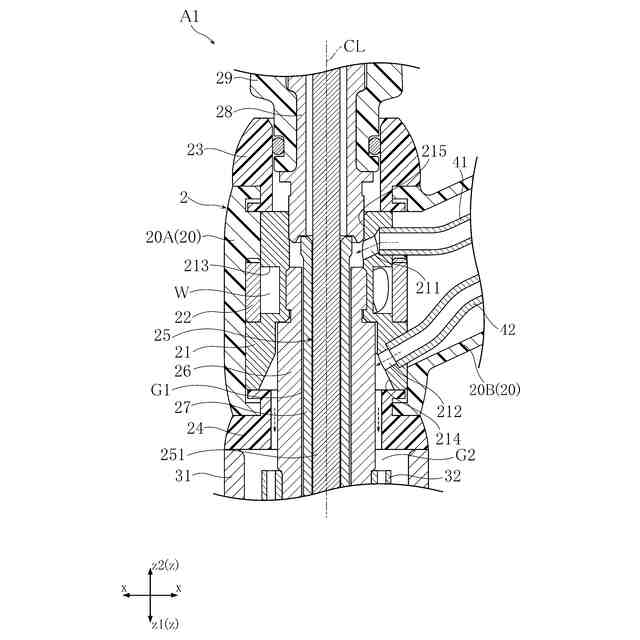
【解決手段】溶接トーチA1は、軸線方向zに延びる電極25と、電極25の外側に配置された第1部材26と、電極25の外側に配置されたノズル30と、第1部材26とノズル30に跨って外嵌され、第1部材26とノズル30の双方に係止する係止部材33と、電極25の外側且つノズル30の内側に配置された芯出し部材34と、を備え、芯出し部材34は電極25に対して同心円状に外嵌され、ノズル30は芯出し部材34に対して同心円状に外嵌される。芯出し部材34は、z2側の端部が第1部材26のz1側の端部に当接することでz2側への移動が阻止され、芯出し部材膨出部342とノズル主部301とが当接することでz1側への移動が阻止される。ノズル30は、ノズル膨出部302と中間段部333とが当接することでz1側への移動が阻止される。
【選択図】図8
特許請求の範囲
【請求項1】
軸線方向に延びる非消耗電極と、
前記非消耗電極の径方向外側に配置された筒状の第1部材と、
前記非消耗電極の径方向外側で、且つ前記第1部材に対して前記軸線方向の一方側に配置された筒状の第1ノズルと、
前記第1部材における前記軸線方向の一方側の第1部、および前記第1ノズルにおける前記軸線方向の他方側の第2部に跨って外嵌され、前記第1部材および前記第1ノズルの双方に係止する筒状の係止部材と、
前記非消耗電極の径方向外側で、且つ前記第2部の径方向内側に配置された筒状の電極芯出し部材と、を備え、
前記電極芯出し部材は、前記非消耗電極に対して同心円状に外嵌されており、
前記電極芯出し部材は、円筒状の芯出し部材主部と、前記芯出し部材主部から径方向外方に膨出する芯出し部材膨出部と、を含み、
前記第2部は、前記芯出し部材主部において前記芯出し部材膨出部よりも前記軸線方向の一方側に位置する部位に対して同心円状に外嵌されており、
前記第2部は、円筒状のノズル主部と、前記ノズル主部の前記軸線方向の他方側から径方向外方に膨出するノズル膨出部と、を含み、
前記係止部材は、前記ノズル膨出部に外嵌される大径筒状部と、前記大径筒状部よりも内径寸法が小さく、前記ノズル主部に外嵌される小径筒状部と、前記大径筒状部および前記小径筒状部の双方につながる中間段部と、を含み、
前記電極芯出し部材は、前記軸線方向の他方側の端部が前記第1部に当接することで前記軸線方向の他方側への移動が阻止されており、
前記電極芯出し部材は、前記芯出し部材膨出部と前記第2部とが当接することで前記軸線方向の一方側への移動が阻止されており、
前記第1ノズルは、前記ノズル膨出部と前記中間段部とが当接することで前記軸線方向の一方側への移動が阻止されている、溶接トーチ。
続きを表示(約 360 文字)
【請求項2】
前記芯出し部材膨出部は、前記軸線方向の一方側に位置する第1当接面を有し、
前記第2部は、前記第1当接面に当接する第2当接面を有し、
前記第1当接面および前記第2当接面の各々は、前記軸線方向の一方側に向かうにつれて径方向寸法が小さくなるように傾斜している、請求項1に記載の溶接トーチ。
【請求項3】
前記係止部材の前記大径筒状部と前記第1部材の前記第1部とは、ねじ接続されている、請求項1または2に記載の溶接トーチ。
【請求項4】
前記第1ノズルは、絶縁性材料により構成される、請求項3に記載の溶接トーチ。
【請求項5】
前記第1ノズルおよび前記係止部材の径方向外側に配置された筒状の第2ノズルをさらに備える、請求項4に記載の溶接トーチ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接トーチに関する。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
非消耗電極を備えた溶接トーチを用いて行う溶接(TIG溶接法やプラズマ溶接法)では、通常、タングステンで形成された電極(非消耗電極)と被溶接物との間にアークを発生させ、そのアークの熱で被溶接物を溶融する。TIG溶接法では、ガスノズルと電極の間にシールドガスが流される。プラズマ溶接法では、シールドガスに加えて、電極の周囲に配置されたインサートチップの内部にプラズマガスを流すとことで、アーク(プラズマアーク)が拘束される。その結果、集中性の良い高温プラズマ流が発生され、その保有エネルギを利用して溶接を行う。
【0003】
亜鉛めっき鋼板などの比較的融点が低い金属(低溶融金属)を溶接する場合、溶接熱によって亜鉛蒸気やヒュームが生じる。ヒューム等の金属が電極に付着すると、溶接時に発生するアークが不安定となる。TIG溶接法においては、通常、電極の先端がノズル先端から突出しており、当該電極の先端がヒューム等の金属で覆われてしまうと、溶接開始時に着火不良が生ずるおそれがある。プラズマ溶接法においては、通常、電極を囲むインサートチップの先端よりも電極の先端が退避している。また、インサートチップの内部(電極の周囲)にプラズマガスが流される。このため、亜鉛めっき鋼板などの低溶融金属を溶接する場合、プラズマ溶接法では、TIG溶接法と比べてヒューム等の金属は電極に付着しにくい。その一方、プラズマ溶接法では、上記ヒューム等の金属がインサートチップの先端に付着する場合があり、そうするとインサートチップ先端と合金化する。このインサートチップ先端の合金化によって、アーク不良や溶接不良を招くおそれがある。
【0004】
特許文献1においては、インサートチップの先端のプラズマガス噴出孔の周囲に、小径孔からなる複数のサイドプラズマガス噴出孔を設けた構成が開示されている。これら複数のサイドプラズマガス噴出孔を追加的に設けることで、溶接時において、インサートチップの先端へのヒューム等の付着の低減が図られている。しかしながら、特許文献1に記載された構造では、インサートチップの構造が複雑になるとともに、インサートチップ(溶接トーチ)の先端の大型化を招いてしまう。また、電極の周囲に隙間を設けて配置されたインサートチップの軸線が電極の軸芯からずれていると、インサートチップの先端から噴出するプラズマガスに偏流が生じ、溶接品質の低下を招くおそれがあった。
【先行技術文献】
【特許文献】
【0005】
特開2009-172644号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、このような事情のもとで考え出されたものであって、構造の簡素化、および小型化を図るのに適した溶接トーチを提供することを主たる課題とする。
【課題を解決するための手段】
【0007】
上記の課題を解決するため、本発明では、次の技術的手段を採用した。
【0008】
本発明によって提供される溶接トーチは、軸線方向に延びる非消耗電極と、前記非消耗電極の径方向外側に配置された筒状の第1部材と、前記非消耗電極の径方向外側で、且つ前記第1部材に対して前記軸線方向の一方側に配置された筒状の第1ノズルと、前記第1部材における前記軸線方向の一方側の第1部、および前記第1ノズルにおける前記軸線方向の他方側の第2部に跨って外嵌され、前記第1部材および前記第1ノズルの双方に係止する筒状の係止部材と、前記非消耗電極の径方向外側で、且つ前記第2部の径方向内側に配置された筒状の電極芯出し部材と、を備え、前記電極芯出し部材は、前記非消耗電極に対して同心円状に外嵌されており、前記電極芯出し部材は、円筒状の芯出し部材主部と、前記芯出し部材主部から径方向外方に膨出する芯出し部材膨出部と、を含み、前記第2部は、前記芯出し部材主部において前記芯出し部材膨出部よりも前記軸線方向の一方側に位置する部位に対して同心円状に外嵌されており、前記第2部は、円筒状のノズル主部と、前記ノズル主部の前記軸線方向の他方側から径方向外方に膨出するノズル膨出部と、を含み、前記係止部材は、前記ノズル膨出部に外嵌される大径筒状部と、前記大径筒状部よりも内径寸法が小さく、前記ノズル主部に外嵌される小径筒状部と、前記大径筒状部および前記小径筒状部の双方につながる中間段部と、を含み、前記電極芯出し部材は、前記軸線方向の他方側の端部が前記第1部に当接することで前記軸線方向の他方側への移動が阻止されており、前記電極芯出し部材は、前記芯出し部材膨出部と前記第2部とが当接することで前記軸線方向の一方側への移動が阻止されており、前記第1ノズルは、前記ノズル膨出部と前記中間段部とが当接することで前記軸線方向の一方側への移動が阻止されている。
【0009】
好ましい実施の形態においては、前記芯出し部材膨出部は、前記軸線方向の一方側に位置する第1当接面を有し、前記第2部は、前記第1当接面に当接する第2当接面を有し、前記第1当接面および前記第2当接面の各々は、前記軸線方向の一方側に向かうにつれて径方向寸法が小さくなるように傾斜している。
【0010】
好ましい実施の形態においては、前記第1部は、前記軸線方向の一方側に位置する第3当接面を有し、前記芯出し部材膨出部は、前記軸線方向の他方側に位置し、且つ前記第3当接面に当接する第4当接面を有し、前記第3当接面および前記第4当接面の各々は、前記軸線方向の一方側に向かうにつれて径方向寸法が大きくなるように傾斜している。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電圧調整装置
18日前
株式会社ダイヘン
パルス電源装置
19日前
株式会社ダイヘン
高周波電源装置
17日前
株式会社ダイヘン
高周波電源装置
17日前
株式会社ダイヘン
多層盛り溶接方法
10日前
株式会社ダイヘン
回転アーク溶接方法
2日前
株式会社ダイヘン
教示データ蓄積装置
4日前
株式会社ダイヘン
アーク溶接制御方法
2日前
株式会社ダイヘン
高周波電力供給システム
17日前
株式会社ダイヘン
高周波電力供給システム
17日前
株式会社ダイヘン
高周波電力供給システム
17日前
株式会社ダイヘン
高周波電力供給システム
17日前
株式会社ダイヘン
電源装置および加工システム
2日前
株式会社ダイヘン
電極交換装置および電極交換方法
18日前
株式会社ダイヘン
高周波電力供給システムの制御方法
17日前
株式会社ダイヘン
短絡移行アーク溶接の送給制御方法
23日前
株式会社ダイヘン
ロボット制御装置及びロボット教示方法
18日前
株式会社ダイヘン
ロボット制御装置及びロボット教示方法
18日前
株式会社ダイヘン
亜鉛メッキ鋼板のパルスアーク溶接方法
23日前
個人
電気抵抗溶接用電極
8日前
個人
低周波振動発生出力方法
3か月前
日東精工株式会社
ねじ締め機
23日前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
2か月前
日東精工株式会社
ろう付け装置
17日前
株式会社FUJI
工作機械
3か月前
ウエダ産業株式会社
カッター装置
4か月前
株式会社FUJI
工作機械
2日前
株式会社不二越
ドリル
4か月前
日東精工株式会社
チャックユニット
23日前
菅機械産業株式会社
測長装置
24日前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
3か月前
日東精工株式会社
チャックユニット
1か月前
株式会社ダイヘン
アーク溶接制御方法
2日前
株式会社ダイヘン
回転アーク溶接方法
2日前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ