TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024096626
公報種別
公開特許公報(A)
公開日
2024-07-17
出願番号
2023000256
出願日
2023-01-04
発明の名称
多層盛り溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/095 20060101AFI20240709BHJP(工作機械;他に分類されない金属加工)
要約
【課題】高電流の多層盛り溶接において、溶接金属再熱部に一様な脆化組織が広く分布することを防止し、偶発的な脆化を抑制することができる多層盛り溶接方法を提供する。
【解決手段】消耗電極式の多層盛り溶接方法であって、第1の層を溶接する第1溶接工程と、第1の層の次層である第2層を、ビード幅方向にウィービングしながら1層1パスで溶接する第2溶接工程とを備え、第2溶接工程は、ウィービングの途中で所定時間、トーチを一時停止させる。
【選択図】図3
特許請求の範囲
【請求項1】
消耗電極式の多層盛り溶接方法であって、
第1の層を溶接する第1溶接工程と、
第1の層の次層である第2の層を、ビード幅方向にウィービングしながら1層1パスで溶接する第2溶接工程と
を備え、
前記第2溶接工程は、
ウィービングの途中で所定時間、トーチを一時停止させる
多層盛り溶接方法。
続きを表示(約 500 文字)
【請求項2】
前記第2溶接工程は、
ウィービングの途中で前記トーチがビード幅方向両端側に到達した際、前記所定時間、前記トーチを一時停止させる工程である
請求項1に記載の多層盛り溶接方法。
【請求項3】
前記所定時間は0.1秒以上である
請求項2に記載の多層盛り溶接方法。
【請求項4】
前記第2溶接工程は、
母材の厚み方向に複数の凸形状又は凹形状を含む溶融境界線が形成されるように、ウィービングの途中で前記トーチを一時停止させる
請求項1から請求項3のいずれか1項に記載の多層盛り溶接方法。
【請求項5】
第2の層の次層である第3の層以降を1層1パスで溶接する場合、ビード幅方向にウィービングしながら、ウィービングの途中で所定時間、前記トーチを一時停止させて溶接する
請求項1に記載の多層盛り溶接方法。
【請求項6】
溶接ワイヤに平均電流300A以上、650A以下の溶接電流を供給し、30kJ/cm以上、65kJ/cm以下の溶接入熱で溶接する
請求項1に記載の多層盛り溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、多層盛り溶接方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、300A以上の高電流条件でのGMA(Gas Metal Arc)溶接が着目されている(例えば、特許文献1)。高電流溶接では、深い溶込みが得られ、溶接ワイヤの溶着速度が高いことにより、厚板溶接を高能率化することができる。また、特許文献2には、上記高電流条件でのGMA溶接において、溶接電流を周期的に変動させることによって溶接状態を安定化させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特許第6581438号公報
特許第6748556号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、高電流条件での多層盛り溶接においては、前層の溶接金属が高入熱で再熱を受けることにより、ミクロ組織が変化し、継手が脆化するという技術的な問題がある。
【0005】
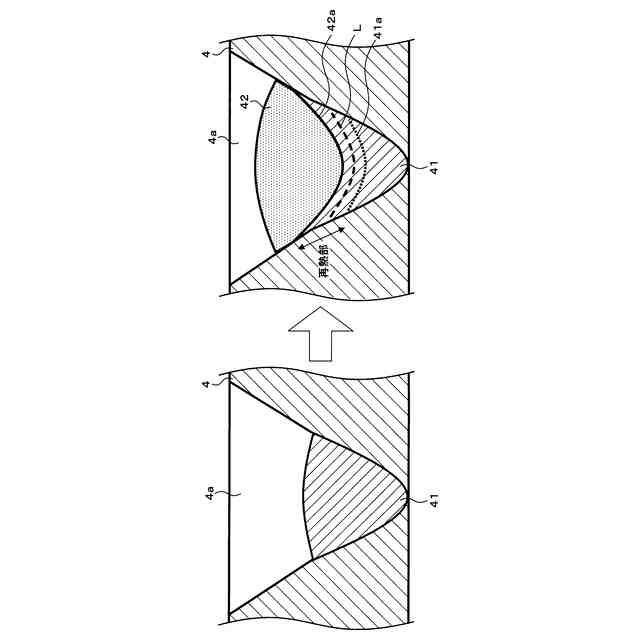
脆化の度合いは、溶接ワイヤ及び母材の化学成分や開先の希釈率、再熱を受けるパスと再熱を与えるパス双方の入熱条件など、様々な影響を受けて変化する。通常の多層盛り溶接では、再熱を与えるパスの溶込み形状は下に凸の形状となる(図4参照)。溶融境界線42aからの距離が同じ位置(破線上)においては、再熱による加熱及びその後の冷却による温度履歴は概ね同等であり、同じ金属組織となる。従って、再熱部においては、溶融境界線42aに沿って同じ金属組織が連続的に広く分布する。
溶接施工条件は、再熱部が著しく脆化しないような条件として検討及び決定されるが、材料の加工精度や取り付け精度、溶接速度や突出し長さ、ウィービング条件などの運棒の精度、次パス溶接時のパス間温度等にはばらつきが生じ、それによって出力電流及び電圧又は入熱条件にもばらつきが生じる。このようなばらつきが生じると、再熱部に想定を超える脆化組織が偶発的に現れる場合がある。このような脆化組織が、上述のように再熱部に連続的に広く分布すると、継手の著しい脆化に繋がる。
【0006】
本開示の目的は、高電流の多層盛り溶接において、溶接金属再熱部に一様な脆化組織が広く分布することを防止し、偶発的な脆化を抑制することができる多層盛り溶接方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示に係る多層盛り溶接方法は、消耗電極式の多層盛り溶接方法であって、第1の層を溶接する第1溶接工程と、第1の層の次層である第2の層を、ビード幅方向にウィービングしながら1層1パスで溶接する第2溶接工程とを備え、前記第2溶接工程は、ウィービングの途中で所定時間、トーチを一時停止させる。
【発明の効果】
【0008】
本開示によれば、高電流の多層盛り溶接において、溶接金属再熱部に一様な脆化組織が広く分布することを防止し、偶発的な脆化を抑制することができる。
【図面の簡単な説明】
【0009】
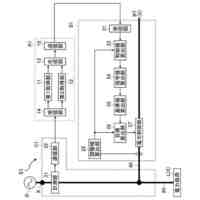
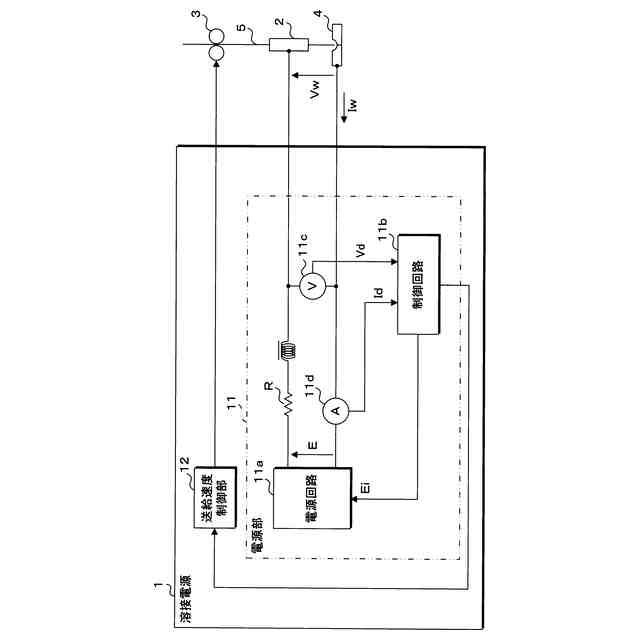
本実施形態に係る消耗電極式のアーク溶接装置の一構成を示す模式図である。
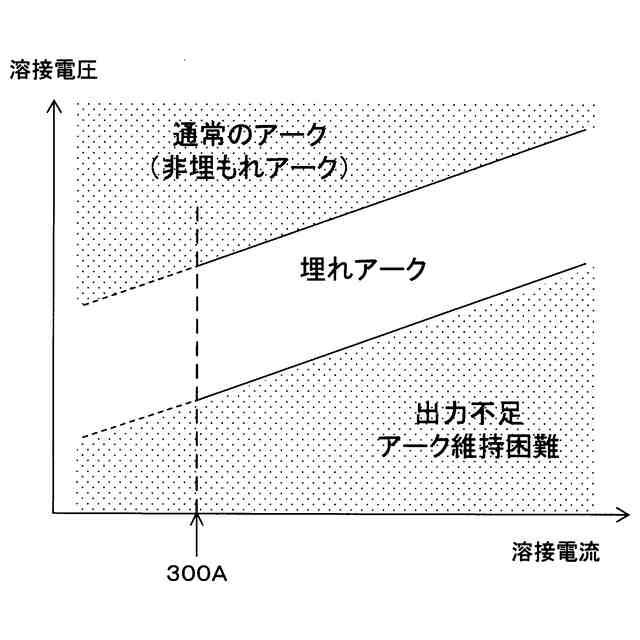
埋もれアークの溶接条件を示す模式図である。
本実施形態に係る多層盛り溶接方法を示す概念図である。
比較例に係る多層盛り溶接方法を示す概念図である。
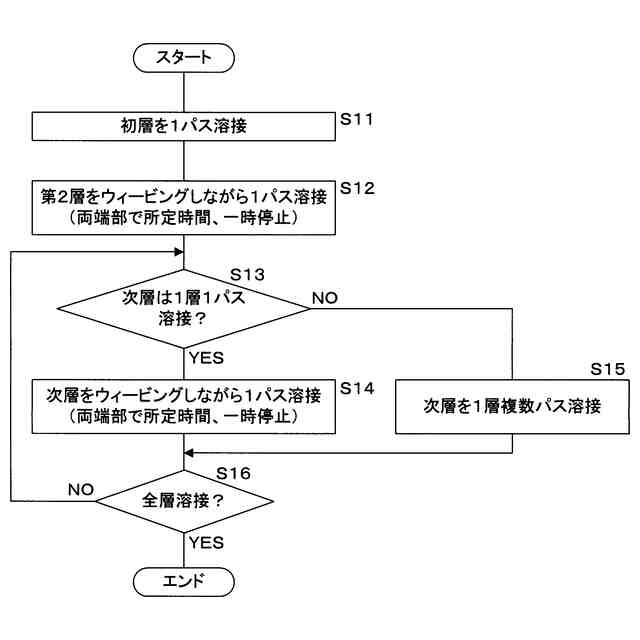
本実施形態に係る多層盛り溶接方法の手順を示すフローチャートである。
【発明を実施するための形態】
【0010】
本開示の実施形態に係る多層盛り溶接方法を、以下に図面を参照しつつ説明する。なお、本開示はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。また、以下に記載する実施形態の少なくとも一部を任意に組み合わせてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
碍子
13日前
株式会社ダイヘン
電力システム
8日前
株式会社ダイヘン
電力システム
8日前
株式会社ダイヘン
絶縁紙巻き機構
13日前
株式会社ダイヘン
プリント基板の補強構造
11日前
株式会社ダイヘン
溶接検査装置および溶接検査方法
11日前
株式会社ダイヘン
溶接波形制御装置及び溶接波形制御方法
11日前
個人
トーチノズル
2か月前
日東精工株式会社
組み付け装置
2か月前
シヤチハタ株式会社
組立ライン
2か月前
有限会社津谷工業
切削工具
1か月前
株式会社不二越
タップ
2か月前
トヨタ自動車株式会社
積層コア
20日前
株式会社ダイヘン
アーク溶接制御方法
2か月前
トヨタ自動車株式会社
検査方法
8日前
ダイハツ工業株式会社
冷却構造
2か月前
株式会社トーキン
溶接用トーチ
4日前
株式会社ツガミ
工作機械
8日前
株式会社メドメタレックス
ドリル
19日前
株式会社不二越
歯車研削盤
2か月前
株式会社オーエム製作所
工作機械
11日前
株式会社不二越
歯車加工機
1か月前
三菱電機株式会社
ねじ取り出し装置
12日前
株式会社メタルクリエイト
切削装置
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社ヤマダスポット
抵抗溶接機
1か月前
住友重機械工業株式会社
レーザ装置
2か月前
サムテック株式会社
加工物製造方法
19日前
株式会社関本管工
エルボ管保持装置
4日前
トヨタ自動車株式会社
位相測定方法
19日前
株式会社浪速試錐工業所
防風カバー
2か月前
株式会社不二越
工具の製造方法
20日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
ブラザー工業株式会社
工作機械
2か月前
工機ホールディングス株式会社
作業機
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ