TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024090327
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206152
出願日
2022-12-23
発明の名称
短絡移行アーク溶接の送給制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/073 20060101AFI20240627BHJP(工作機械;他に分類されない金属加工)
要約
【課題】短絡移行アーク溶接において、長期短絡が発生した場合でも短絡期間の繰り返し周期を安定化させること。
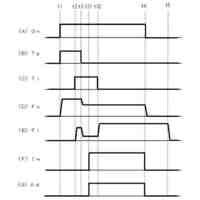
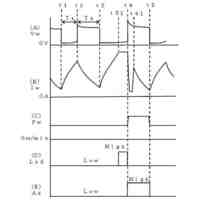
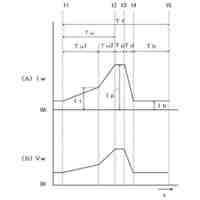
【解決手段】溶接ワイヤを所定送給速度で送給し、溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、溶接ワイヤと母材との間に溶接電圧Vw及び溶接電流Iwを出力して溶接する短絡移行アーク溶接の送給制御方法において、時刻t3~t4に短絡期間の継続時間が基準時間以上となる長期短絡が発生したときは、長期短絡が解除されてアーク期間に移行した時点t4から、次の短絡期間が開始される時点t5までの期間中は、送給速度Fwを時刻t4以前の所定送給速度よりも速い加速送給速度に切り換える。
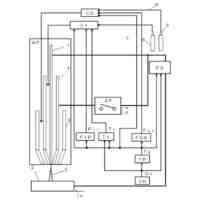
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを所定送給速度で送給し、前記溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、前記溶接ワイヤと前記母材との間に溶接電圧及び溶接電流を出力して溶接する短絡移行アーク溶接の送給制御方法において、
前記短絡期間の継続時間が基準時間以上となる長期短絡が発生したときは、前記長期短絡が解除されて前記アーク期間に移行した時点から次の前記短絡期間が開始される時点までの期間中は、前記送給速度を前記所定送給速度よりも速い加速送給速度に切り換える、
ことを特徴とする短絡移行アーク溶接の送給制御方法。
続きを表示(約 180 文字)
【請求項2】
前記加速送給速度は、前記長期短絡の継続時間に応じて設定する、
ことを特徴とする請求項1に記載の短絡移行アーク溶接の送給制御方法。
【請求項3】
前記アーク期間に移行した時点での前記溶接電流の値を初期アーク電流値に制御する、
ことを特徴とする請求項1又は2に記載の短絡移行アーク溶接の送給制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、短絡移行アーク溶接の送給制御方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
溶接ワイヤを所定送給速度で送給し、溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、溶接ワイヤと母材との間に溶接電圧及び溶接電流を出力して溶接する短絡移行アーク溶接が広く使用されている。
【0003】
短絡アーク溶接では、アーク期間中に溶接ワイヤの先端を溶融して溶滴を形成し、短絡期間中に溶滴を溶融池へと移行させて溶接が行われる。短絡期間の継続時間が3~4ms程度となる通常短絡がほぼ一定の周期で繰り返しているときは安定した溶接状態となる。しかし、溶接ワイヤの送給速度の変動、溶融池の不規則な運動等の外乱によって時々、短絡期間の継続時間が5ms以上となる長期短絡が発生する。長期短絡が発生した場合には、400Aを超える大電流値の短絡電流を通電し、溶接ワイヤの突き出し部を溶断してアークを再発生させている。この場合、アークが再発生した時点でのアーク長が通常短絡のときよりも長くなる。この結果、次の短絡が発生するまでの時間が長くなるために、短絡期間の繰り返し周期が乱れることになり、溶接状態が不安定になるという問題がある。
【0004】
特許文献1の発明では、通常短絡の繰り返し周期が目標値となるように短絡電流を制御している。しかし、長期短絡が発生した場合には、短絡電流の制御だけでは短絡期間の繰り返し周期を安定化させることは困難である。
【先行技術文献】
【特許文献】
【0005】
特許第6245734号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明では、長期短絡が発生した場合でも、短絡期間の繰り返し周期を安定化することができる。短絡移行アーク溶接の送給制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを所定送給速度で送給し、前記溶接ワイヤと母材との間で短絡期間とアーク期間とを繰り返し、前記溶接ワイヤと前記母材との間に溶接電圧及び溶接電流を出力して溶接する短絡移行アーク溶接の送給制御方法において、
前記短絡期間の継続時間が基準時間以上となる長期短絡が発生したときは、前記長期短絡が解除されて前記アーク期間に移行した時点から次の前記短絡期間が開始される時点までの期間中は、前記送給速度を前記所定送給速度よりも速い加速送給速度に切り換える、
ことを特徴とする短絡移行アーク溶接の送給制御方法である。
【0008】
請求項2の発明は、
前記加速送給速度は、前記長期短絡の継続時間に応じて設定する、
ことを特徴とする請求項1に記載の短絡移行アーク溶接の送給制御方法である。
【0009】
請求項3の発明は、
前記アーク期間に移行した時点での前記溶接電流の値を初期アーク電流値に制御する、
ことを特徴とする請求項1又は2に記載の短絡移行アーク溶接の送給制御方法である。
【発明の効果】
【0010】
本発明に係る短絡移行アーク溶接の送給制御方法によれば、長期短絡が発生した場合でも、短絡期間の繰り返し周期を安定化することができるので、良好な溶接状態を維持することができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
碍子
4日前
株式会社ダイヘン
開閉装置
4日前
株式会社ダイヘン
電力変換装置
11日前
株式会社ダイヘン
電圧調整装置
10日前
株式会社ダイヘン
異常検出装置
24日前
株式会社ダイヘン
溶接用ロボット
6日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
産業用ロボット
6日前
株式会社ダイヘン
産業用ロボット
6日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
センサユニット
5日前
株式会社ダイヘン
熱加工システム
17日前
株式会社ダイヘン
教示データ蓄積装置
17日前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
2重シールドティグ溶接方法
18日前
株式会社ダイヘン
2重シールドティグ溶接方法
26日前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
株式会社ダイヘン
パルスアーク溶接の極性制御方法
10日前
株式会社ダイヘン
短絡移行アーク溶接の送給制御方法
3日前
株式会社ダイヘン
亜鉛メッキ鋼板のパルスアーク溶接方法
3日前
株式会社ダイヘン
充電完了判定装置、および、充電システム
26日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
13日前
株式会社ダイヘン
地絡事故判定装置、地絡事故判定システム及び地絡事故判定方法
5日前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
3か月前
日東精工株式会社
ねじ締め機
3日前
日東精工株式会社
ねじ締め機
2か月前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
着座確認装置
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ