TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024086032
公報種別
公開特許公報(A)
公開日
2024-06-27
出願番号
2022200886
出願日
2022-12-16
発明の名称
パルスアーク溶接の極性制御方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/09 20060101AFI20240620BHJP(工作機械;他に分類されない金属加工)
要約
【課題】パルスアーク溶接による高速溶接時に、スパッタの発生を削減すること。
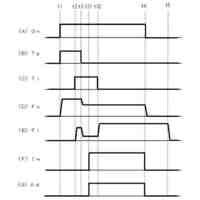
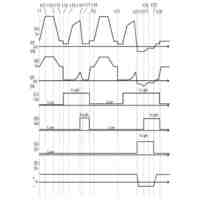
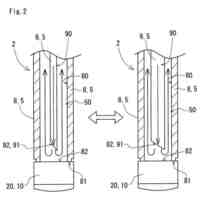
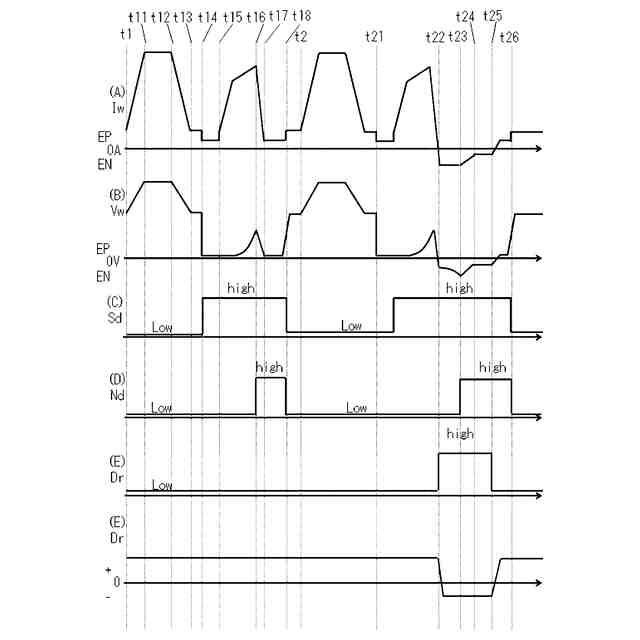
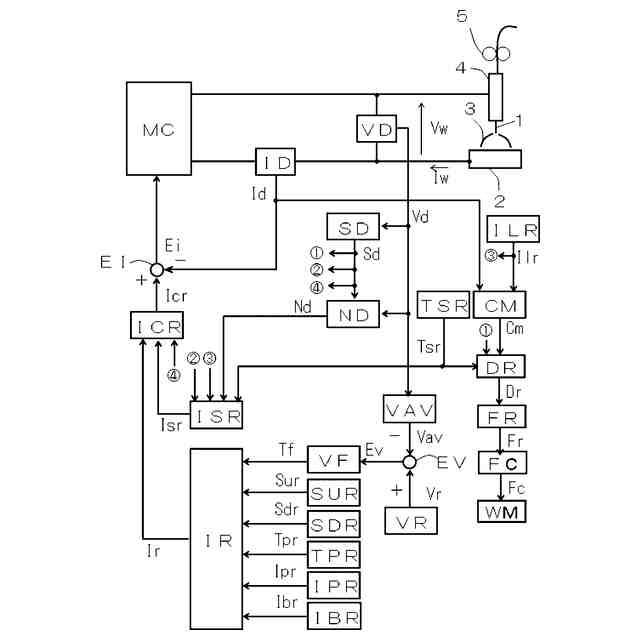
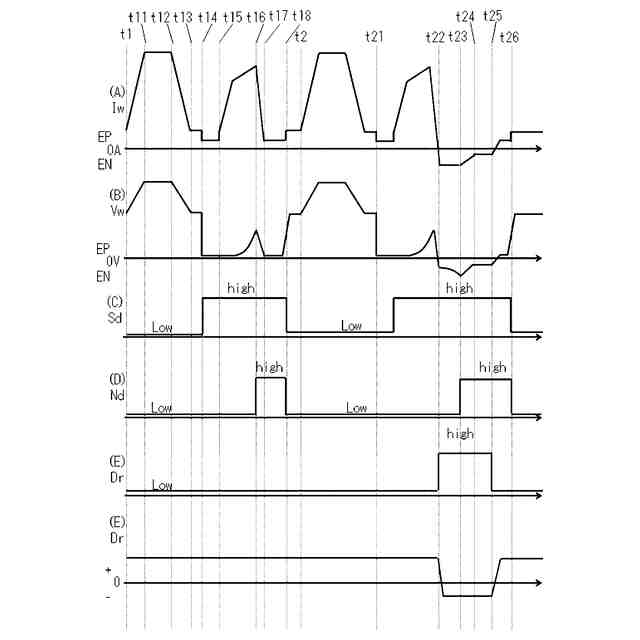
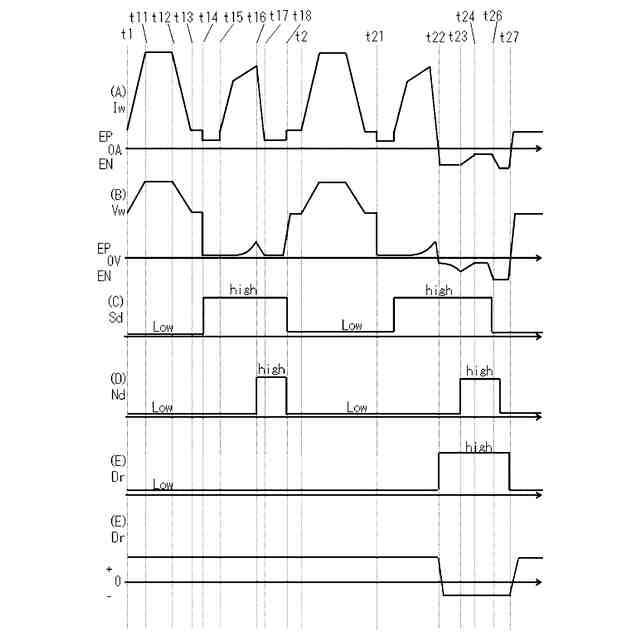
【解決手段】溶接ワイヤを送給し、電極プラス極性EPでピーク電流Ip及びベース電流Ibを通電し、溶接ワイヤと母材とが短絡すると短絡電流を通電し、その後に溶滴のくびれを検出Ndすると前記短絡電流を減少させてアークを発生させて溶接するパルスアーク溶接の極性制御方法において、時刻t22において短絡が基準時間以上になると、電極プラス極性EPから電極マイナス極性ENへと出力極性を切り換え、かつ、溶接ワイヤの送給速度Fwを逆送へと切り換える。電極マイナス極性EN中にくびれを検出Ndして短絡電流が減少した後に、時刻t25において電極プラス極性EPに戻し、送給速度Fwを正送に戻す。
【選択図】 図2
特許請求の範囲
【請求項1】
溶接ワイヤを所定の送給速度で正送し、電極プラス極性でピーク電流及びベース電流を通電し、
前記溶接ワイヤと母材とが短絡すると短絡電流を通電し、その後に溶滴のくびれを検出すると前記短絡電流を減少させてアークを発生させて溶接するパルスアーク溶接の極性制御方法において、
前記短絡が基準時間以上になると、電極プラス極性から電極マイナス極性へと出力極性を切り換え、かつ、前記溶接ワイヤの前記送給速度を減速する、
ことを特徴とするパルスアーク溶接の極性制御方法。
続きを表示(約 150 文字)
【請求項2】
前記減速は、前記送給速度を0にすることによって行う、
ことを特徴とする請求項1に記載のパルスアーク溶接の極性制御方法。
【請求項3】
前記減速は、前記溶接ワイヤを逆送することによって行う、
ことを特徴とする請求項1に記載のパルスアーク溶接の極性制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接ワイヤを送給して行うパルスアーク溶接の極性制御方法に関するものである。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
消耗電極パルスアーク溶接では、溶接ワイヤを所定の送給速度で正送し、電極プラス極性でピーク電流及びピーク電圧を出力するピーク期間と、ベース電流及びベース電圧を出力するベース期間とを繰り返して溶接が行われる。ピーク電流は臨界電流値以上となる500A程度の大電流値に設定され、溶接ワイヤを溶融して溶滴の形成及び移行が行われる。ベース電流は臨界電流値未満となる50A程度に設定され、溶接ワイヤはほとんど溶融しない。溶接電流値が臨界電流値以上になると、溶滴の移行携帯がスプレー移行状態となる。パルスアーク溶接では、1回のピーク電流の通電によって1つの溶滴を移行させる1パルス周期1溶滴移行の状態を維持することが、スパッタの発生の少ない高品質の溶接ビードを得るために重要である。
【0003】
パルスアーク溶接において、アーク長が適正値になるように溶接電圧を設定すると、ピーク電流の通電時に溶接ワイヤの先端が溶融されて溶滴が形成され、ピーク電流の通電終了直後に溶滴が溶融池へとスプレー状態で移行する。溶滴が溶融池に移行するときに、溶滴の先端が溶融池と接触して、0.5ms程度以下の微小短絡が発生する場合が多い。しかし、この微小短絡は、炭酸ガスアーク溶接のように溶滴が短絡によって移行するのではなく、あくまでもスプレー移行する過程で溶滴が溶融池と接触するだけである。このために、微小短絡に対しては、溶接電流を増加させる等の短絡を解除させるための制御を行う必要はなく、微小短絡は自動的に解除される。
【0004】
溶接速度が1m/min程度以上となる高速溶接を行うときには、溶接品質を良好にするために、アーク長が短くなるように溶接電圧を低く設定する必要がある。アーク長が短くなると、微小短絡以外にも0.5ms以上となる通常短絡が発生するようになる。通常短絡では、溶滴が短絡移行する状態となり、短絡が解除されるときに多くのスパッタが発生する。特許文献1の発明では、高速溶接を行うパルスアーク溶接において、通常短絡が発生すると、ピーク電流の立上り速度よりも遅い立上り速度で溶接電流を増加させ、溶滴のくびれを検出すると溶接電流を減少させている。
【先行技術文献】
【特許文献】
【0005】
特許第3844004号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
高速溶接を行うパルスアーク溶接において、従来技術の短絡時溶接電流制御では、スパッタ削減効果が十分ではなく、さらなるスパッタの削減が望まれていた。これは、通常短絡よりも長い長期短絡が稀に発生し、スパッタが多く発生するという問題があるためである。
【0007】
そこで、本発明では、パルスアーク溶接による高速溶接時に、スパッタの発生を削減することができるパルスアーク溶接の極性制御方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述した課題を解決するために、請求項1の発明は、
溶接ワイヤを所定の送給速度で正送し、電極プラス極性でピーク電流及びベース電流を通電し、
前記溶接ワイヤと母材とが短絡すると短絡電流を通電し、その後に溶滴のくびれを検出すると前記短絡電流を減少させてアークを発生させて溶接するパルスアーク溶接の極性制御方法において、
前記短絡が基準時間以上になると、電極プラス極性から電極マイナス極性へと出力極性を切り換え、かつ、前記溶接ワイヤの前記送給速度を減速する、
ことを特徴とするパルスアーク溶接の極性制御方法である。
【0009】
請求項2の発明は、
前記減速は、前記送給速度を0にすることによって行う、
ことを特徴とする請求項1に記載のパルスアーク溶接の極性制御方法である。
【0010】
請求項3の発明は、
前記減速は、前記溶接ワイヤを逆送することによって行う、
ことを特徴とする請求項1に記載のパルスアーク溶接の極性制御方法である。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
電圧調整装置
4日前
株式会社ダイヘン
電力変換装置
5日前
株式会社ダイヘン
異常検出装置
18日前
株式会社ダイヘン
電圧調整装置
24日前
株式会社ダイヘン
熱加工システム
11日前
株式会社ダイヘン
教示データ蓄積装置
11日前
株式会社ダイヘン
2重シールドティグ溶接方法
4日前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
12日前
株式会社ダイヘン
2重シールドティグ溶接方法
20日前
株式会社ダイヘン
2重シールドティグ溶接方法
25日前
株式会社ダイヘン
パルスアーク溶接の極性制御方法
4日前
株式会社ダイヘン
充電完了判定装置、および、充電システム
20日前
株式会社ダイヘン
プログラム、情報処理方法、及び情報処理装置
7日前
津田駒工業株式会社
工作機械
3か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
2か月前
個人
低周波振動発生出力方法
2か月前
個人
パワーデバイスの接合方法
5か月前
日東精工株式会社
着座確認装置
3か月前
日東精工株式会社
ねじ締め装置
4か月前
株式会社FUJI
工作機械
2か月前
株式会社コスメック
クランプ装置
4か月前
ウエダ産業株式会社
カッター装置
3か月前
アズビル株式会社
溶接方法
3か月前
日東精工株式会社
チャックユニット
1か月前
株式会社不二越
ドリル
3か月前
株式会社不二越
ドリル
6日前
株式会社コスメック
着脱装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
3か月前
津田駒工業株式会社
回転テーブル装置
4か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
日進工具株式会社
被覆切削工具
1か月前
株式会社ダイヘン
くびれ検出制御方法
2か月前
ダイハツ工業株式会社
冷却構造
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ