TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024090326
公報種別
公開特許公報(A)
公開日
2024-07-04
出願番号
2022206151
出願日
2022-12-23
発明の名称
亜鉛メッキ鋼板のパルスアーク溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/09 20060101AFI20240627BHJP(工作機械;他に分類されない金属加工)
要約
【課題】亜鉛メッキ鋼板のパルスアーク溶接方法において、溶接性を良好にすること。
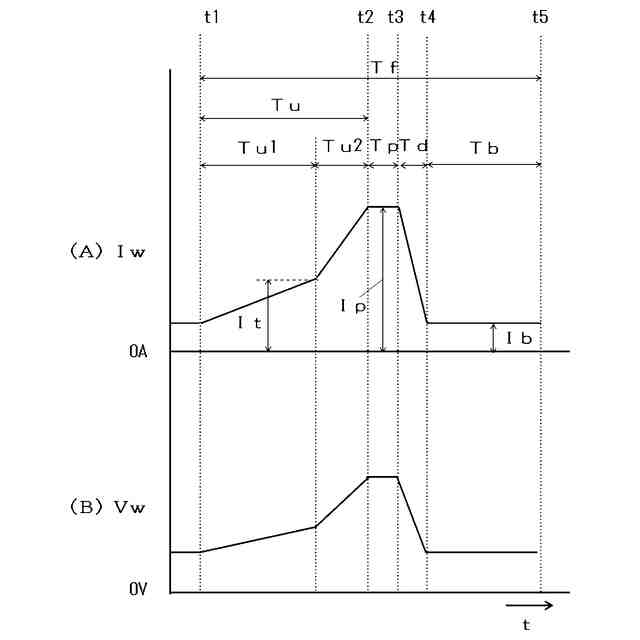
【解決手段】母材が亜鉛メッキ鋼板であり、溶接ワイヤを送給し、立上り期間Tu1、Tu2中はベース電流値Ibからピーク電流値Ipへと上昇し、ピーク期間Tp中はピーク電流値Ipとなり、立下り期間Td中はピーク電流値Ipからベース電流値Ibへと下降し、ベース期間Tb中はベース電流値Ibとなる溶接電流Iwを通電して溶接する亜鉛メッキ鋼板のパルスアーク溶接方法において、立上り期間は第1立上り期間Tu1と第2立上り期間Tu2とから成り、溶接電流Iwの変化率の絶対値は、第1立上り期間Tu1中及び第2立上り期間Tu2中が立下り期間Td中よりも小である。また、溶接電流Iwの変化率の絶対値は、第1立上り期間Tu1中が第2立上り期間Tu2中よりも小である。
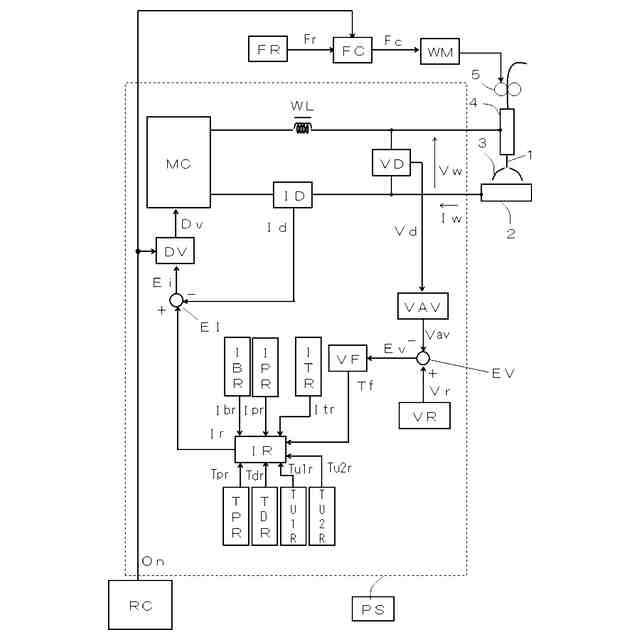
【選択図】 図2
特許請求の範囲
【請求項1】
母材が亜鉛メッキ鋼板であり、溶接ワイヤを送給し、立上り期間中はベース電流値からピーク電流値へと上昇し、ピーク期間中は前記ピーク電流値となり、立下り期間中は前記ピーク電流値から前記ベース電流値へと下降し、ベース期間中は前記ベース電流値となる溶接電流を通電して溶接する亜鉛メッキ鋼板のパルスアーク溶接方法において、
前記立上り期間は第1立上り期間と第2立上り期間とから成り、
前記溶接電流の変化率の絶対値は、前記第1立上り期間中及び前記第2立上り期間中が前記立下り期間中よりも小である、
ことを特徴とする亜鉛メッキ鋼板のパルスアーク溶接方法。
続きを表示(約 470 文字)
【請求項2】
前記第1立上り期間は前記ベース電流値から予め定めた基準電流値まで上昇する期間であり、前記第2立上り期間は前記基準電流値から前記ピーク電流値まで上昇する期間である、
ことを特徴とする請求項1に記載の亜鉛メッキ鋼板のパルスアーク溶接方法。
【請求項3】
前記溶接電流の変化率の絶対値は、前記第1立上り期間中が前記第2立上り期間中よりも小である、
ことを特徴とする請求項1又は2に記載の亜鉛メッキ鋼板のパルスアーク溶接方法。
【請求項4】
前記ピーク期間の時間長さを0.5ms以下に設定する、
ことを特徴とする請求項1又は2に記載の亜鉛メッキ鋼板のパルスアーク溶接方法。
【請求項5】
前記溶接電流の変化率の絶対値を、前記第1立上り期間中は450A/ms以下に設定し、前記第2立上り期間中は550A/ms以下に設定し、前記立下り期間中は850A/ms以上に設定する、
ことを特徴とする請求項1又は2に記載の亜鉛メッキ鋼板のパルスアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、亜鉛メッキ鋼板のパルスアーク溶接方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
消耗電極式パルスアーク溶接は、炭素鋼、ステンレス鋼等の溶接に広く使用されている。このパルスアーク溶接では、立上り期間中はベース電流値からピーク電流値へと上昇し、ピーク期間中はピーク電流値となり、立下り期間中はピーク電流値からベース電流値へと下降し、ベース期間中はベース電流値となる溶接電流を通電し、これらの通電を1パルス周期として繰り返して溶接が行われる。パルスアーク溶接では、1パルス周期1溶滴移行状態となるので、溶滴移行状態が安定しているために、スパッタの発生が少なく、美しいビード外観を得ることができる。
【0003】
しかし、パルスアーク溶接によって亜鉛メッキ鋼板を溶接した場合には、ピット及びブローホールによる気孔欠陥の発生、多量のスパッタの発生、高速溶接時のアンダーカットの発生等の問題がある。さらに最近では、溶接後の鋼板に対する塗装性を良好にするために、Si及びMnの脱酸成分を従来ワイヤよりも少なくした低スラグワイヤが使用されるようになっている。低スラグワイヤを使用してパルスアーク溶接による亜鉛メッキ鋼板の溶接を行った場合、スパッタの発生及び高速溶接時のアンダーカットの発生がより顕著となる。
【0004】
特許文献1の発明では、第1ピーク電流、第2ピーク電流及びベース電流の通電を1パルス周期として繰り返すことによって、亜鉛メッキ鋼板に対する溶接性を改善している。
【先行技術文献】
【特許文献】
【0005】
特開2013-184216号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明では、気孔欠陥の発生、スパッタの発生及び高速溶接時のアンダーカットの発生を抑制することができる亜鉛メッキ鋼板のパルスアーク溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
母材が亜鉛メッキ鋼板であり、溶接ワイヤを送給し、立上り期間中はベース電流値からピーク電流値へと上昇し、ピーク期間中は前記ピーク電流値となり、立下り期間中は前記ピーク電流値から前記ベース電流値へと下降し、ベース期間中は前記ベース電流値となる溶接電流を通電して溶接する亜鉛メッキ鋼板のパルスアーク溶接方法において、
前記立上り期間は第1立上り期間と第2立上り期間とから成り、
前記溶接電流の変化率の絶対値は、前記第1立上り期間中及び前記第2立上り期間中が前記立下り期間中よりも小である、
ことを特徴とする亜鉛メッキ鋼板のパルスアーク溶接方法である。
【0008】
請求項2の発明は、
前記第1立上り期間は前記ベース電流値から予め定めた基準電流値まで上昇する期間であり、前記第2立上り期間は前記基準電流値から前記ピーク電流値まで上昇する期間である、
ことを特徴とする請求項1に記載の亜鉛メッキ鋼板のパルスアーク溶接方法である。
【0009】
請求項3の発明は、
前記溶接電流の変化率の絶対値は、前記第1立上り期間中が前記第2立上り期間中よりも小である、
ことを特徴とする請求項1又は2に記載の亜鉛メッキ鋼板のパルスアーク溶接方法である。
【0010】
請求項4の発明は、
前記ピーク期間の時間長さを0.5ms以下に設定する、
ことを特徴とする請求項1又は2に記載の亜鉛メッキ鋼板のパルスアーク溶接方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る

 特許ウォッチ
特許ウォッチ