TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024060331
公報種別
公開特許公報(A)
公開日
2024-05-02
出願番号
2022167640
出願日
2022-10-19
発明の名称
埋もれアーク溶接方法
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/173 20060101AFI20240424BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接金属外部へのマンガンの排出を抑制することができる埋もれアーク溶接方法を提供する。
【解決手段】マンガンを含有する溶接ワイヤを用いた消耗電極式の埋もれアーク溶接方法であって、アークによって母材に形成された凹状の溶融部分によって囲まれる空間に前記溶接ワイヤの先端部を進入させて、母材を溶接する。
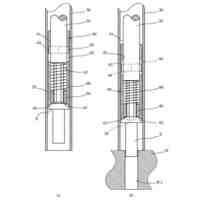
【選択図】図3
特許請求の範囲
【請求項1】
マンガンを含有する溶接ワイヤを用いた消耗電極式の埋もれアーク溶接方法であって、
アークによって母材に形成された凹状の溶融部分によって囲まれる空間に前記溶接ワイヤの先端部を進入させて、前記母材を溶接する
埋もれアーク溶接方法。
続きを表示(約 260 文字)
【請求項2】
前記溶接ワイヤのマンガン含有量は、前記母材のマンガン含有量よりも低い
請求項1に記載の埋もれアーク溶接方法。
【請求項3】
前記溶接ワイヤのマンガン含有量は、1.4重量%未満である
請求項2に記載の埋もれアーク溶接方法。
【請求項4】
前記溶接ワイヤに平均電流300A以上、650A以下の溶接電流を供給し、25kJ/cm以上、65kJ/cm以下の溶接入熱で前記母材を溶接する
請求項1から請求項3のいずれか1項に記載の埋もれアーク溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、埋もれアーク溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
厚板の溶接には、高電流条件でのGMA(Gas Metal Arc)溶接が用いられており、消耗電極である溶接ワイヤは、溶接金属の強度及びじん性を向上させるマンガン(Mn)を含んでいる(例えば、特許文献1)。
【先行技術文献】
【特許文献】
【0003】
特開2007-075833号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、高電流条件での溶接においては、溶接継手の機械的性能の低下が問題となる。その原因のひとつとして、溶接金属中のマンガン元素濃度の低下がある。
鉄鋼材料において、マンガンは引張強さを向上させる元素として知られており、例えばJIS G 3136におけるSN490B鋼には、最大1.65%のマンガンが添加される。
また、溶接において、マンガンには脱酸元素としての役割もある。溶接金属中に酸素が混入すると、機械的特性が悪化することが知られている。これに対し、マンガンが酸素と結合してスラグ又はヒュームとなり、溶接金属外部に排出されることで、溶接金属中の酸素量を低減させることができる。したがって、溶接ワイヤにおいては、脱酸材としてのマンガンの消費を考慮しつつ、溶接金属の引張強さを確保するために、母材よりもマンガン濃度が大きい場合が多い。
スラグ又はヒュームとしてのマンガンの排出は、溶接電流又は溶接入熱が大きくなるほど、多くなる。これは、溶融金属が高温で長期間保持され、酸化しやすくなることによる。したがって高電流溶接では、溶接金属中のマンガン濃度が低下しやすく、それに伴って引張強さが低下しやすい。加えて、近年、スラグ又はヒューム中のマンガンにより健康被害が生じる可能性が指摘され、規制が強化されており、スラグ又はヒューム中へのマンガンの排出はこの観点でも好ましくない。
以上より、溶接金属の引張強さの低下防止と、健康被害リスク低減の2つの観点から、溶接金属外部へのマンガンの排出を抑制する必要がある。
【0005】
本開示の目的は、溶接金属外部へのマンガンの排出を抑制することができる埋もれアーク溶接方法を提供することになる。
【課題を解決するための手段】
【0006】
本開示に係る埋もれアーク溶接方法は、マンガンを含有する溶接ワイヤを用いた消耗電極式の埋もれアーク溶接方法であって、アークによって母材に形成された凹状の溶融部分によって囲まれる空間に前記溶接ワイヤの先端部を進入させて、前記母材を溶接する。
【発明の効果】
【0007】
本開示によれば、溶接金属外部へのマンガンの排出を抑制することができる。
【図面の簡単な説明】
【0008】
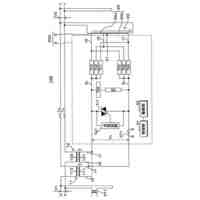
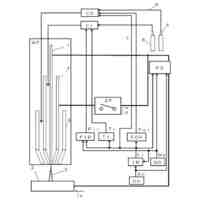
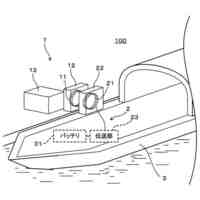
本実施形態に係る消耗電極式のアーク溶接装置の一構成を示す模式図である。
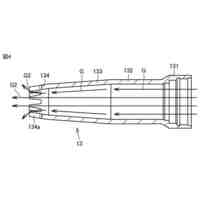
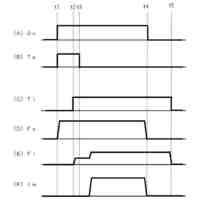
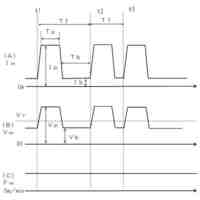
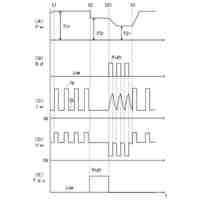
埋もれアークの溶接条件を示す模式図である。
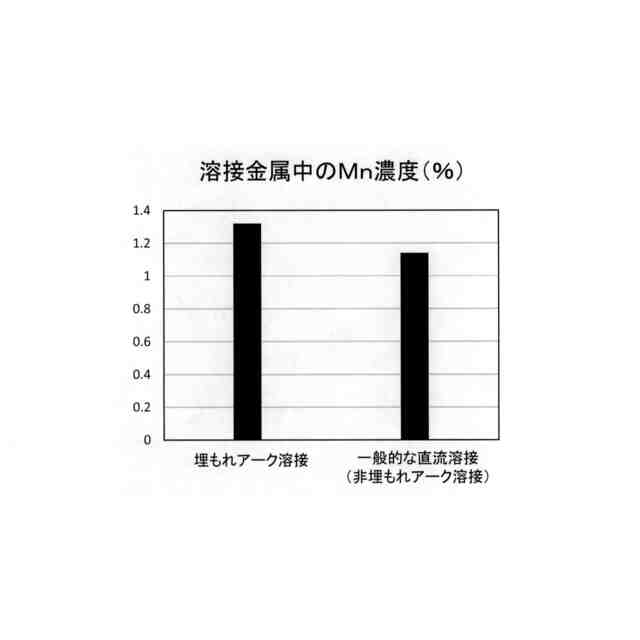
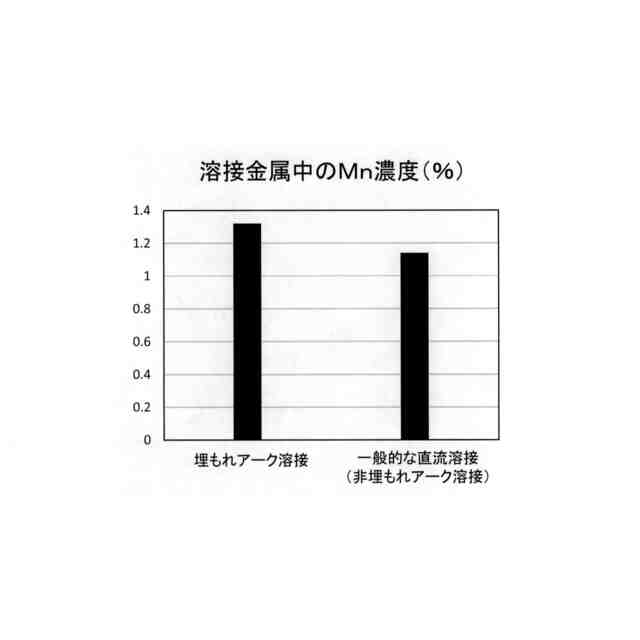
本実施形態に係る埋もれアーク溶接と、一般的な直流溶接とを比較した、溶接金属中のマンガン濃度を示す棒グラフである。
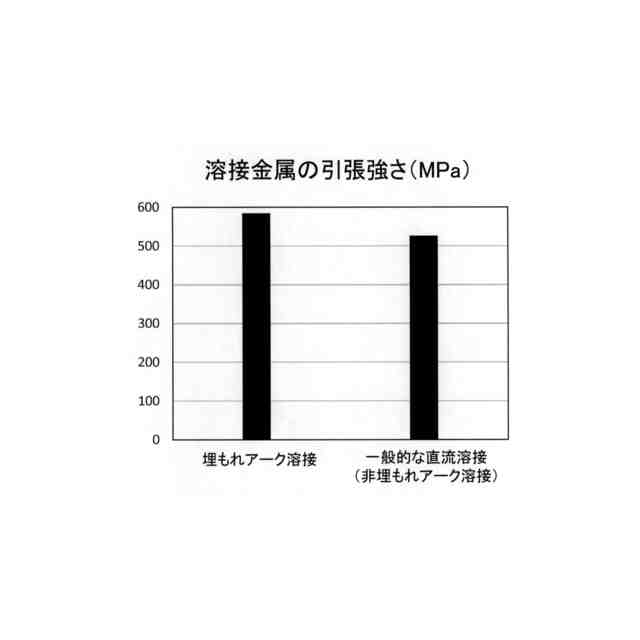
本実施形態に係る埋もれアーク溶接と、一般的な直流溶接とを比較した、溶接金属の引張強さを示す棒グラフである。
【発明を実施するための形態】
【0009】
本開示の実施形態に係る埋もれアーク溶接方法を、以下に図面を参照しつつ説明する。なお、本開示はこれらの例示に限定されるものではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味及び範囲内でのすべての変更が含まれることが意図される。また、以下に記載する実施形態の少なくとも一部を任意に組み合わせてもよい。
【0010】
以下、本発明をその実施形態を示す図面に基づいて詳述する。本実施形態に係る溶接方法は、埋もれアーク溶接を用いて溶接金属外部へのマンガンの排出を抑制するものである。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送装置
3日前
株式会社ダイヘン
電源装置
19日前
株式会社ダイヘン
操作端末
16日前
株式会社ダイヘン
搬送装置
3日前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
溶接トーチ
11日前
株式会社ダイヘン
電圧調整装置
12日前
株式会社ダイヘン
溶接トーチ用ノズル
11日前
株式会社ダイヘン
埋もれアーク溶接方法
24日前
株式会社ダイヘン
送電装置及び送電方法
19日前
株式会社ダイヘン
溶接方法および溶接装置
17日前
株式会社ダイヘン
被覆アーク溶接制御方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
19日前
株式会社ダイヘン
2重シールドティグ溶接方法
4日前
株式会社ダイヘン
充電装置、および、充電システム
24日前
株式会社ダイヘン
アーク溶接装置及びアーク溶接方法
11日前
株式会社ダイヘン
パルスアーク溶接の溶接品質判定方法
4日前
株式会社ダイヘン
コイル、電力授受装置及び電力授受方法
11日前
株式会社ダイヘン
パルスアーク溶接・短絡移行アーク溶接切換制御方法
4日前
株式会社ダイヘン
銅合金粉末、積層造形物の製造方法、および積層造形物
10日前
津田駒工業株式会社
工作機械
2か月前
日東精工株式会社
ねじ締め機
1か月前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
19日前
日東精工株式会社
ねじ締め機
4か月前
日東精工株式会社
ねじ締め装置
3か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
着座確認装置
2か月前
株式会社FUJI
工作機械
1か月前
ウエダ産業株式会社
カッター装置
2か月前
アズビル株式会社
溶接方法
2か月前
株式会社コスメック
クランプ装置
3か月前
株式会社コスメック
着脱装置
1か月前
株式会社不二越
ドリル
2か月前
株式会社ダイヘン
くびれ検出制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ