TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2023179336
公報種別
公開特許公報(A)
公開日
2023-12-19
出願番号
2022104070
出願日
2022-06-07
発明の名称
ピット装置
出願人
株式会社日本ピット
代理人
主分類
B23K
26/323 20140101AFI20231212BHJP(工作機械;他に分類されない金属加工)
要約
【課題】溶接時の割れ、歪の無い健全なステンレス鋼板と炭素鋼板との面溶接構造を提供する。
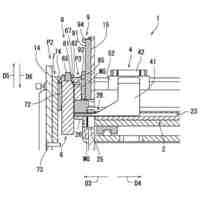
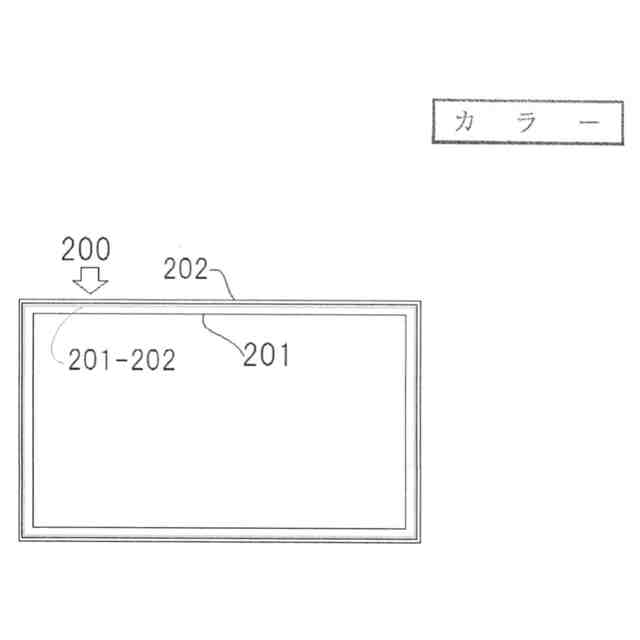
【解決手段】ステンレス鋼板は、配管ピット又は排水ピットの開口部の蓋受枠体に開閉可能に支持された蓋体の四周枠とし、亜鉛鍍金鋼板は、蓋体の四周枠内に平面配置し上面に床仕上げ材を配置した床基板とし、ステンレス鋼板製の四周枠の内壁面と亜鉛鍍金鋼板製の床基板の外側端面との溶接部はファイバーレーザー溶接により合金層の溶接部を形成してなる。またステンレス鋼板と亜鉛鍍金鋼板との面溶接構造において、亜鉛鍍金鋼板は、配管ピット又は排水ピットの開口部の蓋体を開閉可能に支持した平面矩形状の底板枠とし、ステンレス鋼板は、底板枠の四周外端面に内面を接続する側面枠体とし、亜鉛鍍金鋼板の底板枠の四周外端面とステンレス鋼板製の側面枠体の内面との溶接部はファイバーレーザー溶接により合金層を形成してなることを特徴とするピット装置。
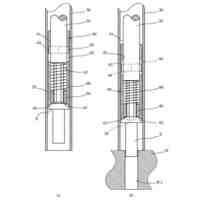
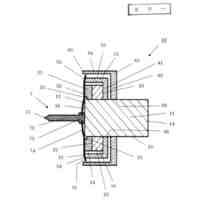
【選択図】図1
特許請求の範囲
【請求項1】
ステンレス鋼板と亜鉛鍍金鋼板との面溶接構造において、前記ステンレス鋼板は、配管ピット又は排水ピットの開口部の蓋受枠体に開閉可能に支持された蓋体の四周枠とし、前記亜鉛鍍金鋼板は、前記蓋体の四周枠内に平面配置し上面に床仕上げ材を配置した床基板とし、前記ステンレス鋼板製の四周枠の内壁面と前記亜鉛鍍金鋼板製の床基板の外側端面との溶接部はファイバーレーザー溶接により前記ステンレス鋼板と亜鉛鍍金鋼板との合金層を形成してなることを特徴とするピット装置。
続きを表示(約 220 文字)
【請求項3】
ステンレス鋼板と亜鉛鍍金鋼板との面溶接構造において、前記亜鉛鍍金鋼板は、配管ピット又は排水ピットの開口部の蓋体を開閉可能に支持した平面矩形状の底板枠とし、前記ステンレス鋼板は、前記底板枠の四周外端面に内面を接続する側面枠体とし、前記亜鉛鍍金鋼板の底板枠の四周外端面と前記ステンレス鋼板製の側面枠体の内面との溶接部はファイバーレーザー溶接により前記ステンレス鋼板と亜鉛鍍金鋼板との合金層を形成してなることを特徴とするピット装置
発明の詳細な説明
【技術分野】
【0001】
本発明は、ピット装置に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
室内等の床面に設けられる配線ケーブル用或いは給排水用のピットや、屋外の処理施設等に埋設される各種槽には、それらの開放上面(即ち設置面の開口部)を塞いで設置面と上面が略面一となる所謂「配管ピットの開口部の蓋装置」が付設される。
【0003】
この通称ピット蓋装置は、従来、必要な耐荷を確保するために蓋本体を鋼板より形成していた。蓋本体は、断面L型のステンレス製側枠アングルの間にSS製底板を溶接して上部開放型のボックスを作成し、このボックス内における底板上にモルタルを敷きその上にタイルを貼設して歩行者等の重量を受けても耐えられる剛性にしてある。
従って前記従来のピット蓋装置は、側枠アングルや底板が厚いSS製の重量体になり、しかもこれら部材間の全係合部に溶接棒を用いてアーク溶接しなければならない。
このように従来のピット蓋装置は、製作には多くの工程を要し且つ重筋作業を伴うもので必然的にコストが大幅に嵩むものであった。
これ等の現状から、本発明者等は、製作が極めて簡易であり、しかも軽量化を可能にしながら十分な強度を有し且つ大幅なコストダウンを可能にする蓋装置として、ステンレス鋼板と炭素鋼板との組み合わせで該軽量化と、十分な強度を有し安価に製作が簡易にできる研究を開始した。
【0004】
そこで、一般に金属の溶接方法は「融接」「固相溶接」および「ろう接」の3つに分類される。融接(ゆうせつ)は溶接界面が液相と液相の接触による溶接(Welding)被溶接金属の溶接部を加熱し、溶融させて溶接する方法であり、代表的なものとして電気・ガス・レーザ溶接がある。固相溶接(こそうせつごう)は溶接界面が固相と固相の接触による溶接(SolidStateBonding)で被溶接金属に機械的圧力を加え、溶接界面に局部的な塑性変形を生じさせ、溶接する方法であり、拡散溶接や超音波金属溶接が挙げられる。ろう接(ろうせつ)は溶接界面が液相と固相の接触による溶接(Brazing:ブレージング)で被溶接金属よりも融点の低いロウ材を溶接界面に流し、溶接する方法であり、各種ロウ付けがこれに当たる。
【0005】
そしてこのような金属溶接の選択は、材質、形状の他に表面状態や表面処理によって最適な溶接工法を選択することが必要である。
而してステンレス鋼板と炭素鋼板の溶接は即ち、異種金属溶接方法は材質によって融点・硬度・電気抵抗値等の違いがあり、材質によってはその特性を把握できていないと、非常に困難である。必要なのは、材質の特性の把握を行い、適切な溶接方法の選択が必要である。
更に、溶接の信頼性、コスト等による工法の選択についても重要な要素となる。
【0006】
本発明は前述しように「ステンレス鋼と亜鉛鍍金炭素鋼板との面溶接構造」であるがステンレス鋼と炭素鋼板との溶接自体に従来からいろいろな問題点が指摘されおり単純にはいかない。
即ち、溶接材料の選定を誤ると、溶接により炭素鋼板の希釈を受けるので、溶接金ステンレス中のNi、Cr含有量が減少し、脆く割れやすい組織になる。そこで、一般的にはNi、Cr含有量の多い309系溶材を限定的に使用していた。
例えば309系溶接材料を用いて炭素鋼による希釈(溶接条件)をコントロールすればステンレス鋼板とほぼ同等の成分となるため、高温割れの生じない安定した溶接金属を得ることが出来ると言われている。
【0007】
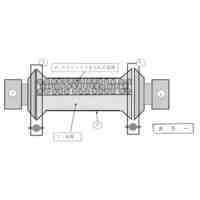
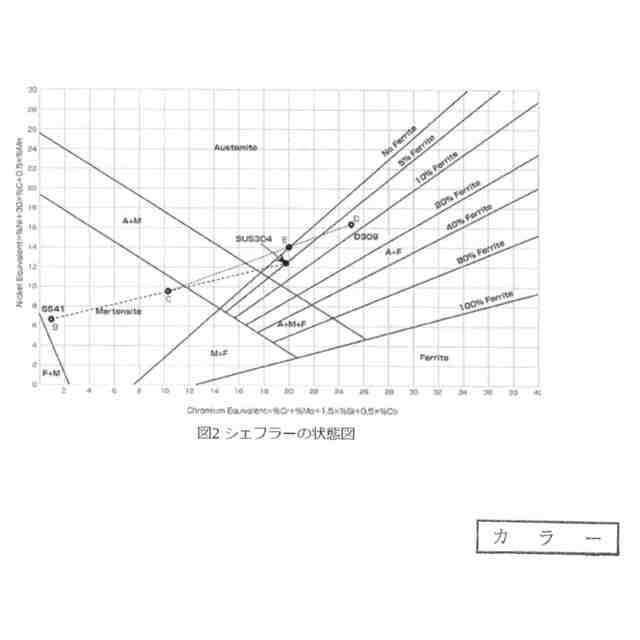
ステンレス鋼ステンレス304(18Cr-8Ni)と軟鋼(SS41)の異材溶接をD309溶接棒を用いて継手溶接を行った場合、図6にあるシェフラーの状態図により、溶接金属の組成を推定することができる。ステンレス304(18Cr-8Ni)と軟鋼(SS41)のNi当量(%Ni+30×%C+0.5×%Mn)とCr当量(%Cr+%Mo+1.5×%Si+0.5×%Nb)をそれぞれ算出し、図6にプロット(A,B)する。両点を直線で結んだ中央が溶接点(C)となる。
【0008】
さらに、D309溶接棒のNi当量、Cr当量をそれぞれ算出し、図6にプロット(D)すると、ここでD点とC点の直線上が溶接金属組成の存在するラインとなる。
母材への希釈が少ない段階では、溶接金属はD309の組成に近いオーステナイト+フェライトの混合領域があり、希釈の増加に伴ってその組成はオーステナイト単層の預域を経て、オーステナイト+マルテンサイトの混合領域へと変化していく。
ここで、溶接時の割れを防止するには、溶接金属の組成をオーステナイト+フェライト混合領域にすることが有効であるので、この観点から溶接時の希釈をE点より右側(希釈率約30%以下)になるようにする必要がある。実際の施工においては、磁気吹きの影響で軟鋼側の方がステンレス鋼側よりも希釈を受け、図6中のC点は軟鋼(B点)側に移動するので、希釈をさらに低めに抑える必要がある。一般的には、高温割れ防止の観点から溶接金属中のフェライト量を最低でも約3%以上確保することが必要とされている。軟鋼の炭素鋼板の板厚が厚い場合には、炭素鋼板の開先面に309系溶材にてバタリングを行い、溶接を行った方が耐割れ性の点から有効であると言われている。
【発明の概要】
【発明が解決しようとする課題】
【0009】
このように従来からステンレス鋼と炭素鋼との異種金属溶接は簡単にはいかない。
本発明は、前記のように制限される溶接棒を用いることなく、従って希釈率を抑えることなく、オーステナイト+フェライトの混合領域にすることなくしかも開先を加工することなく、溶接中のバタリングを防止して、溶接時の割れ、歪が無い健全な溶接を迅速簡単にしかも安価に可能にして、しかも、製作が極めて簡易であり、軽量化を有利に可能にしながら十分な溶接状態を有する「ステンレス鋼板と炭素鋼板との面溶接構造」の応用例として「ピット装置」を提供する。
【課題を解決するための手段】
【0010】
本発明は前述の課題を解決するものでありその技術的特徴は次の(1)~(2)の通りである。
(1)、ステンレス鋼板と亜鉛鍍金鋼板との面溶接構造において、前記ステンレス鋼板は、配管ピット又は排水ピットの開口部の蓋受枠体に開閉可能に支持された蓋体の四周枠とし、前記亜鉛鍍金鋼板は、前記蓋体の四周枠内に平面配置し上面に床仕上げ材を配置した床基板とし、前記ステンレス鋼板製の四周枠の内壁面と前記亜鉛鍍金鋼板製の床基板の外側端面との溶接部はファイバーレーザー溶接により前記ステンレス鋼板と亜鉛鍍金鋼板との合金層を形成してなることを特徴とするピット装置。
(2)、ステンレス鋼板と亜鉛鍍金鋼板との面溶接構造において、前記亜鉛鍍金鋼板は、配管ピット又は排水ピットの開口部の蓋体を開閉可能に支持する蓋受体の平面矩形状の底板枠とし、前記ステンレス鋼板は、前記底板枠の四周外端面に内面を接続する側面枠体とし、前記亜鉛鍍金鋼板の底板枠の四周外端面と前記ステンレス鋼板製の側面枠体の内面との溶接部はファイバーレーザー溶接により前記ステンレス鋼板と亜鉛鍍金鋼板との合金層を形成してなることを特徴とするピット装置
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
23日前
日東精工株式会社
ねじ締め機
3か月前
日東精工株式会社
ねじ締め機
10日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
着座確認装置
1か月前
日東精工株式会社
ねじ締め装置
2か月前
個人
パワーデバイスの接合方法
2か月前
アズビル株式会社
溶接方法
1か月前
株式会社FUJI
工作機械
25日前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社コスメック
着脱装置
3日前
株式会社不二越
ドリル
1か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
津田駒工業株式会社
回転テーブル装置
2か月前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社ダイヘン
くびれ検出制御方法
5日前
個人
クーラント装置
1か月前
株式会社不二越
管用タップ
1か月前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
エンドミル
2か月前
株式会社不二越
複合加工機
3か月前
ニフコプラント株式会社
ろ過装置
3か月前
株式会社FUJI
工具交換アーム
3か月前
一文機工株式会社
スタッド溶接用プラグ
3か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
ダイハツ工業株式会社
位置検出装置
1か月前
有限会社 ナプラ
接合材用金属粒子
13日前
株式会社不二越
歯車製造装置
1か月前
株式会社永木精機
埋設管窓開け工具
18日前
工機ホールディングス株式会社
工具
1か月前
株式会社ダイヘン
アークスタート制御方法
4か月前
株式会社不二越
歯車加工装置
20日前
株式会社NMC
水溶性切削液用フィルター
3か月前
株式会社FUJI
コレットチャック
2か月前
ニデック株式会社
マグネット供給装置
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ