TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024030297
公報種別
公開特許公報(A)
公開日
2024-03-07
出願番号
2022133076
出願日
2022-08-24
発明の名称
歯車製造装置
出願人
株式会社不二越
代理人
個人
,
個人
主分類
B23F
5/16 20060101AFI20240229BHJP(工作機械;他に分類されない金属加工)
要約
【課題】サイクルタイムを短縮しながら、刃にかかる負荷を分散させることで切削工具の長寿命化を図ることが可能な歯車製造装置を提供することを目的とする。
【解決手段】本発明にかかる歯車製造装置の代表的な構成は、複数の刃112を有する切削工具(スカイビングカッタ110)を用いてワーク120を加工して歯車を創成する歯車製造方法であって、切削工具が取り付けられる工具軸と、ワークが把持されるワーク軸と、工具軸及びワーク軸の動作を制御する制御部と、を具備し、制御部は、2回以上の規定回数のパスごとにワーク120に最初に接触する刃を異ならせる制御を行う。
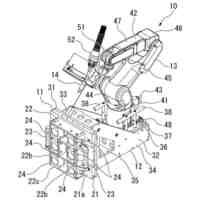
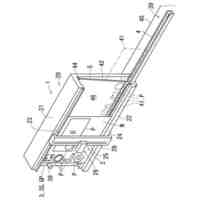
【選択図】図2
特許請求の範囲
【請求項1】
複数の刃を有する切削工具を用いてワークを加工して歯車を創成する歯車製造装置であって、
前記切削工具が取り付けられる工具軸と、
前記ワークが把持されるワーク軸と、
前記工具軸及び前記ワーク軸の動作を制御する制御部と、
を具備し、
前記制御部は、2回以上の規定回数のパスごとに前記ワークに最初に接触する前記刃を異ならせる制御を行うことを特徴とする歯車製造装置。
続きを表示(約 110 文字)
【請求項2】
前記ワークに最初に接触する前記刃を他の刃に異ならせるときには、
前記他の刃は、前記切削工具の複数の刃の総数を3で割った数に近似する数をずらした刃であることを特徴とする請求項1に記載の歯車製造装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の刃を有する切削工具を用いてワークを加工して歯車を創成する歯車製造装置に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
歯車製造装置を用いた歯車製造方法としては、複数の刃を有する切削工具を用いてワークを加工する方法が広く知られている。例えば特許文献1には「加工対象としての歯車と複数の刃を有する歯切り工具とをそれぞれ回転させながら、前記歯切り工具を所定方向に相対移動させることで、前記歯切り工具により前記歯車を加工する歯車加工方法」が開示されている。
【0003】
特許文献1の歯車加工方法では特に、「前記歯切り工具を前記歯車に対して前記所定方向に1回相対移動させる加工工程を単位工程と定義し、前記歯切り工具の複数の刃は、少なくとも、第一刃と、前記第一刃とは異なる第二刃とを備え、第一単位工程において最初に前記歯車に接触して加工を開始する刃は、前記第一刃であり、第二単位工程において最初に前記歯車に接触して加工を開始する刃は、前記第二刃である」としている。
【先行技術文献】
【特許文献】
【0004】
特許第6819099号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1によれば、複数の刃を備える歯切り工具を用いる場合に、刃にかかる負荷を分散させることにより歯切り工具の長寿命化を図ることができるとしている。しかしながら特許文献1のように歯車を加工する際の複数の単位工程(以下、パスと称する)ごとに刃を異ならせる場合、パス毎にオリエンテーション動作(工具主軸の位相合わせ等)が必要となる。このため、加工のサイクルタイムが長くなってしまう。したがって、特許文献1には更なる改善の余地があった。
【0006】
本発明は、このような課題に鑑み、サイクルタイムを短縮しながら、刃にかかる負荷を分散させることで切削工具の長寿命化を図ることが可能な歯車製造装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために本発明にかかる歯車製造装置の代表的な構成は、複数の刃を有する切削工具を用いてワークを加工して歯車を創成する歯車製造方法であって、切削工具が取り付けられる工具軸と、ワークが把持されるワーク軸と、工具軸及びワーク軸の動作を制御する制御部と、を具備し、制御部は、2回以上の規定回数のパスごとにワークに最初に接触する刃を異ならせる制御を行う。
【0008】
上記ワークに最初に接触する刃を他の刃に異ならせるときには、他の刃は、切削工具の複数の刃の総数を3で割った数に近似する数をずらした刃であるとよい。
【発明の効果】
【0009】
本発明によれば、サイクルタイムを短縮しながら、刃にかかる負荷を分散させることで切削の長寿命化を図ることが可能な歯車製造装置を提供することができる。
【図面の簡単な説明】
【0010】
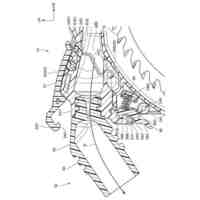
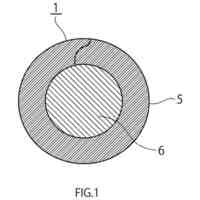
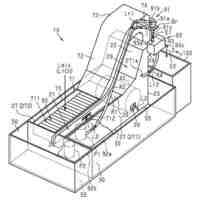
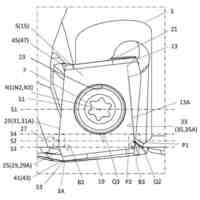
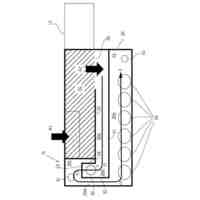
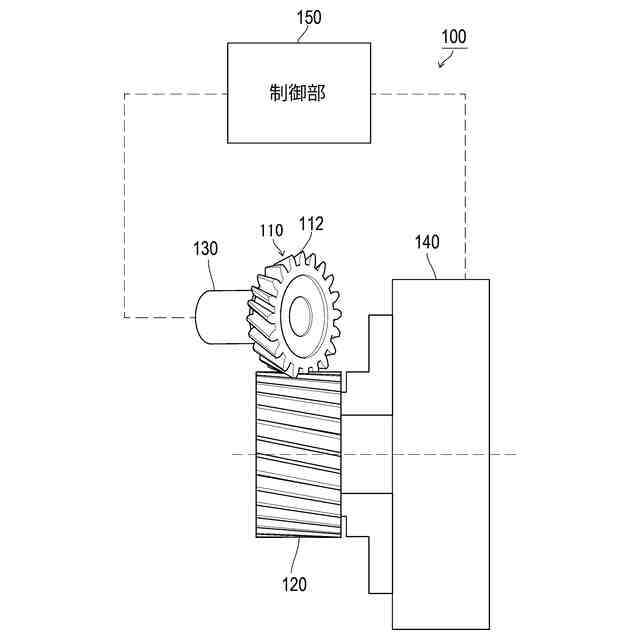
本実施形態の歯車製造装置をワークとともに概略的に説明する図である。
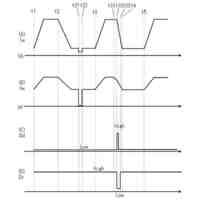
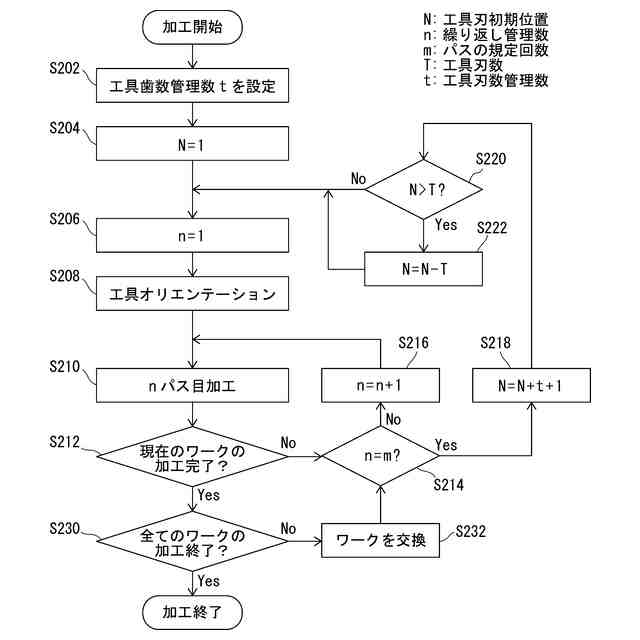
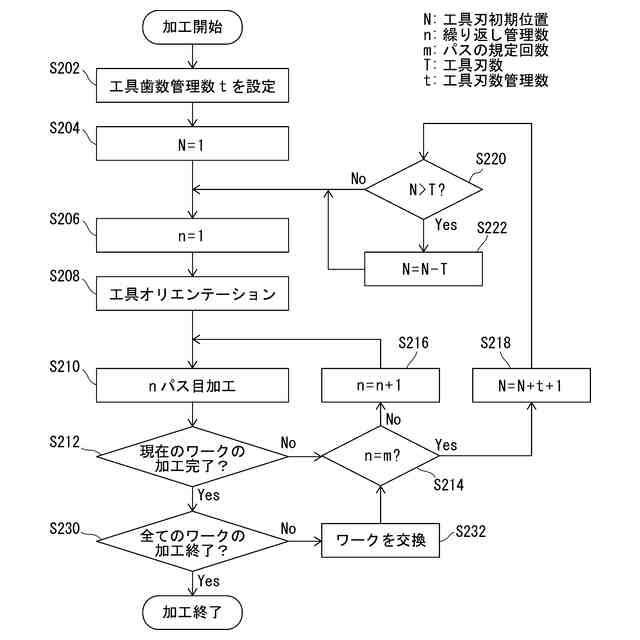
図1の歯車製造装置を用いた歯車製造方法を説明するフローチャートである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
低周波振動発生出力方法
23日前
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
10日前
日東精工株式会社
着座確認装置
1か月前
株式会社FUJI
工作機械
25日前
ウエダ産業株式会社
カッター装置
1か月前
アズビル株式会社
溶接方法
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
3日前
株式会社ダイヘン
アーク溶接制御方法
1か月前
株式会社ダイヘン
くびれ検出制御方法
5日前
株式会社ダイヘン
アーク溶接制御方法
5日前
株式会社小島半田製造所
はんだ線
1か月前
株式会社不二越
管用タップ
1か月前
個人
クーラント装置
1か月前
工機ホールディングス株式会社
工具
1か月前
有限会社 ナプラ
接合材用金属粒子
13日前
株式会社不二越
歯車製造装置
1か月前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社永木精機
埋設管窓開け工具
18日前
株式会社不二越
歯車加工装置
20日前
工機ホールディングス株式会社
作業機
1か月前
株式会社ダイヘン
パルスアーク溶接制御方法
1か月前
工機ホールディングス株式会社
作業機
1か月前
SUS株式会社
ナット挿入装置
1か月前
日立造船株式会社
溶接装置
17日前
四国溶材株式会社
フラックス入りワイヤ
1か月前
清水建設株式会社
溶接装置
25日前
株式会社ダイヘン
炭酸ガスパルスアーク溶接装置
1か月前
榎本ビーエー株式会社
切粉濾過装置
1か月前
株式会社ひごいち
レーザ加工材の搬送装置
24日前
株式会社片岡製作所
レーザ溶接装置
1か月前
株式会社ダイヘン
多層盛り溶接方法
12日前
矢崎総業株式会社
レーザー溶接方法
1か月前
京セラ株式会社
切削工具及び切削加工物の製造方法
1か月前
株式会社松浦機械製作所
クーラント処理装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ