TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024037474
公報種別
公開特許公報(A)
公開日
2024-03-19
出願番号
2022142367
出願日
2022-09-07
発明の名称
炭酸ガスパルスアーク溶接装置
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/173 20060101AFI20240312BHJP(工作機械;他に分類されない金属加工)
要約
【課題】1パルス周期1溶滴移行状態を実現することができる 炭酸ガスパルスアーク溶接装置を提供すること。
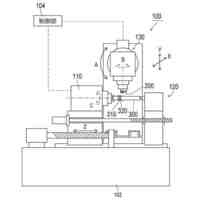
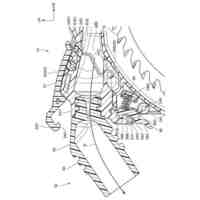
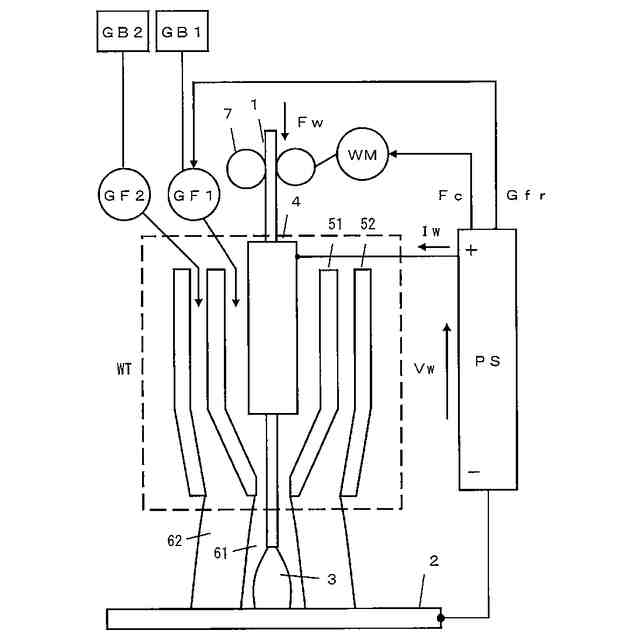
【解決手段】ピーク電流及びベース電流から形成される溶接電流を出力する溶接電源PSと、溶接ワイヤ1を送給する送給機WMと、ガス61、62を流出するガス供給源GB1、GB2と、溶接電源PSからの出力、溶接ワイヤ1及びガス61、62をアーク3に供給する溶接トーチWTと、を備えた炭酸ガスパルスアーク溶接装置において、溶接トーチWTは内側ノズル51及び外側ノズル52の2重ノズルを備えており、ガス供給源GB1、GB2から100体積%の炭酸ガスを内側 ノズル51及び外側ノズル52内に流し、炭素鋼用の直径1.2mmの溶接ワイヤ1を使用し、内側ノズル51の内径を2~4mmの範囲とし、内側ノズル51を流れるガスの流量を3~6l/minの範囲とする。
【選択図】 図1
特許請求の範囲
【請求項1】
ピーク電流及びベース電流から形成される溶接電流を出力する溶接電源と、
溶接ワイヤを送給する送給機と、
ガスを流出するガス供給源と、
前記溶接電源からの出力、前記送給機から送給される前記溶接ワイヤ及び前記ガス供給源から流出するガスをアークに供給する溶接トーチと、
を備えた炭酸ガスパルスアーク溶接装置において、
前記溶接トーチは内側ノズル及び外側ノズルの2重ノズルを備えており、
前記ガス供給源から100体積%の炭酸ガスを前記内側ノズル及び前記外側ノズル内に流し、
炭素鋼用の直径1.2mmの前記溶接ワイヤを使用し、
前記内側ノズルの内径を2~4mmの範囲とし、
前記内側ノズルを流れる前記ガスの流量を3~6l/minの範囲とする、
ことを特徴とする炭酸ガスパルスアーク溶接装置。
続きを表示(約 230 文字)
【請求項2】
前記溶接電源は、前記ピーク電流を振動波形に制御する、
ことを特徴とする請求項1に記載の炭酸ガスパルスアーク溶接装置。
【請求項3】
前記内側ノズル内を流れる前記ガスの流量を調整する内側ガス流量調整器を備え、
前記内側ガス流量調整器は前記ガスの流量を前記ベース電流の通電期間中は前記ピーク電流の通電期間中よりも小となるように調整する、
ことを特徴とする請求項1又は2に記載の炭酸ガスパルスアーク溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、炭酸ガスパルスアーク溶接装置に関する。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
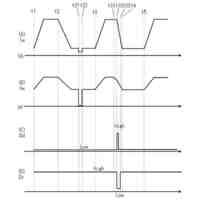
溶接ワイヤを送給して行うパルスアーク溶接においては、アルゴンガスを主成分とするシールドガスが使用される。以下の説明において、ガスの%は全て体積%を示している。母材の材質が炭素鋼である場合には、アルゴンガス80%+炭酸ガス20%の混合ガスが使用される。母材の材質がステンレス鋼である場合には、アルゴンガス98%+酸素2%の混合ガスが使用される。母材の材質がアルミニウムである場合には、アルゴンガス100%のガスが使用される。このように、アルゴンガスを主成分とするシールドガスを使用する理由は、ピーク電流及びベース電流の通電から形成される1パルス周期ごとに一つの溶滴がスプレー移行する状態(1パルス周期1溶滴移行状態)を実現するためである。1パルス周期1溶滴移行状態になると、スパッタ発生の少ない安定した溶接状態となり、高品質の溶接が可能となる。
【0003】
アルゴンガスは高価であるために、価格の安い炭酸ガス100%のシールドガスを使用してパルスアーク溶接(炭酸ガスパルスアーク溶接)を行う試みが従来から行われて来た。しかし、炭酸ガスパルスアーク溶接は、1パルス周期1溶滴移行状態とはならず、大粒のスパッタが発生する状態となる。炭酸ガスパルスアーク溶接では、ピーク電流の通電時にアークの陽極点は溶滴の最下部に集中して形成される。これは、熱伝導率の大きいガスがシールドガスとして使用される場合、熱伝導によるエネルギー損失を最小限にするようにアークの表面積が小さくなり、アークが緊縮するためである。この結果、溶滴には反力が生じ、溶滴は簡単には離脱しない状態になる。この状態で、溶滴を強引に離脱させるためには、ピーク電流の通電期間を通常値よりも3~5倍程度長くして、溶滴を大きく成長させて、重力によって離脱するようにする必要がある。しかし、このようにすると、溶滴は溶接ワイヤの直径の数倍程度の大きな塊になって離脱することになり、大粒のスパッタが発生することになる。さらに、この大きな溶滴は、ピーク電流の通電とは同期することなくランダムに移行することになり、溶接状態が不安定状態になり、溶接品質も悪くなる。
【0004】
特許文献1の発明では、炭酸ガスパルスアーク溶接において、ピーク電流を振動させることによって溶接ワイヤの先端に溶滴を形成し、 ベース電流の通電期間中はこの形成された溶滴を短絡移行によって溶融池へと移行させている。しかし、この溶接方法を使用しても、1パルス周期1溶滴移行状態を確実に実現することはできず、実際の溶接に適用されているとは言えない。
【先行技術文献】
【特許文献】
【0005】
特開2011-88209号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明では、溶接ワイヤを送給し、炭酸ガス100%のシールドガスを使用したパルスアーク溶接において、1パルス1溶滴移行状態を実現して高品質の溶接を可能とする炭酸ガスパルスアーク溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、
ピーク電流及びベース電流から形成される溶接電流を出力する溶接電源と、
溶接ワイヤを送給する送給機と、
ガスを流出するガス供給源と、
前記溶接電源からの出力、前記送給機から送給される前記溶接ワイヤ及び前記ガス供給源から流出するガスをアークに供給する溶接トーチと、
を備えた炭酸ガスパルスアーク溶接装置において、
前記溶接トーチは内側ノズル及び外側ノズルの2重ノズルを備えており、
前記ガス供給源から100体積%の炭酸ガスを前記内側ノズル及び前記外側ノズル内に流し、
炭素鋼用の直径1.2mmの前記溶接ワイヤを使用し、
前記内側ノズルの内径を2~4mmの範囲とし、
前記内側ノズルを流れる前記ガスの流量を3~6l/minの範囲とする、
ことを特徴とする炭酸ガスパルスアーク溶接装置である。
【0008】
請求項2の発明は、
前記溶接電源は、前記ピーク電流を振動波形に制御する、
ことを特徴とする請求項1に記載の炭酸ガスパルスアーク溶接装置である。
【0009】
請求項3の発明は、
前記内側ノズル内を流れる前記ガスの流量を調整する内側ガス流量調整器を備え、
前記内側ガス流量調整器は前記ガスの流量を前記ベース電流の通電期間中は前記ピーク電流の通電期間中よりも小となるように調整する、
ことを特徴とする請求項1又は2に記載の炭酸ガスパルスアーク溶接装置である。
【発明の効果】
【0010】
本発明に係る炭酸ガスパルスアーク溶接装置によれば、溶接ワイヤを送給し、炭酸ガス100%のシールドガスを使用したパルスアーク溶接において、1パルス1溶滴移行状態を実現して高品質の溶接を行うことができる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
津田駒工業株式会社
工作機械
1か月前
日東精工株式会社
ねじ締め機
3日前
個人
低周波振動発生出力方法
1か月前
日東精工株式会社
ねじ締め機
22日前
日東精工株式会社
着座確認装置
2か月前
個人
パワーデバイスの接合方法
3か月前
日東精工株式会社
ねじ締め装置
2か月前
アズビル株式会社
溶接方法
1か月前
ウエダ産業株式会社
カッター装置
1か月前
株式会社コスメック
クランプ装置
2か月前
株式会社FUJI
工作機械
1か月前
株式会社不二越
ドリル
1か月前
株式会社コスメック
着脱装置
15日前
株式会社ダイヘン
アーク溶接制御方法
17日前
株式会社ダイヘン
くびれ検出制御方法
17日前
津田駒工業株式会社
回転テーブル装置
3か月前
株式会社ダイヘン
アーク溶接制御方法
1か月前
個人
クーラント装置
2か月前
株式会社不二越
管用タップ
10日前
株式会社不二越
エンドミル
2か月前
株式会社不二越
管用タップ
1か月前
株式会社不二越
複合加工機
3か月前
株式会社小島半田製造所
はんだ線
1か月前
工機ホールディングス株式会社
工具
1か月前
株式会社不二越
歯車加工装置
1か月前
株式会社不二越
歯車製造装置
2か月前
株式会社永木精機
埋設管窓開け工具
1か月前
有限会社 ナプラ
接合材用金属粒子
25日前
ダイハツ工業株式会社
位置検出装置
1か月前
株式会社ダイヘン
正逆送給アーク溶接方法
2か月前
株式会社FUJI
コレットチャック
3か月前
株式会社ダイヘン
被覆アーク溶接制御方法
3日前
株式会社ダイヘン
パルスアーク溶接制御方法
2か月前
SUS株式会社
ナット挿入装置
1か月前
株式会社FUJI
ワーク加工システム
3か月前
工機ホールディングス株式会社
作業機
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ