TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024054452
公報種別
公開特許公報(A)
公開日
2024-04-17
出願番号
2022160652
出願日
2022-10-05
発明の名称
ワイヤ送給システム
出願人
株式会社ダイヘン
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B23K
9/12 20060101AFI20240410BHJP(工作機械;他に分類されない金属加工)
要約
【課題】スラグ除去の効率性を向上させることができるワイヤ送給システムを提供する。
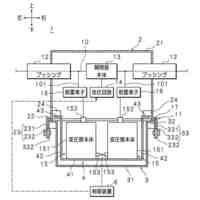
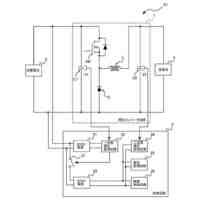
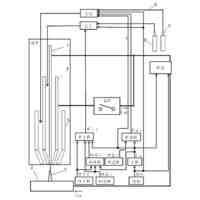
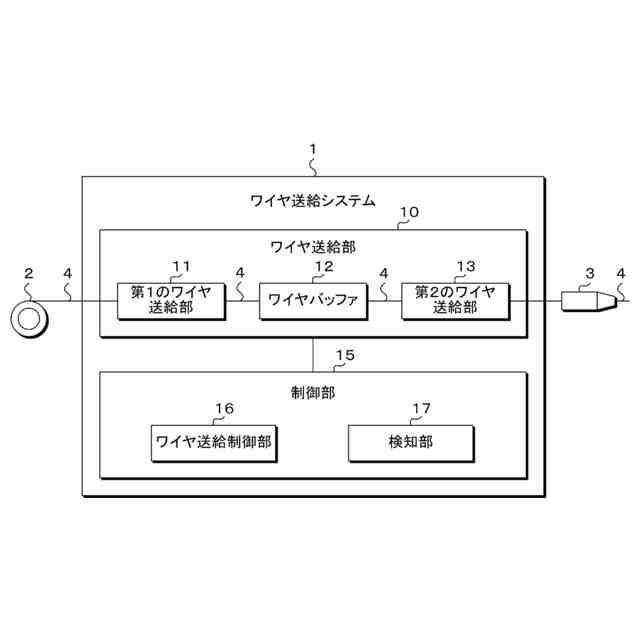
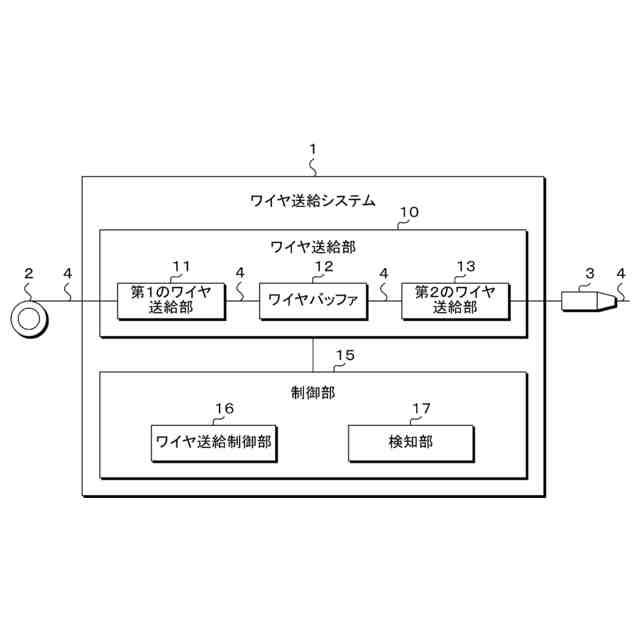
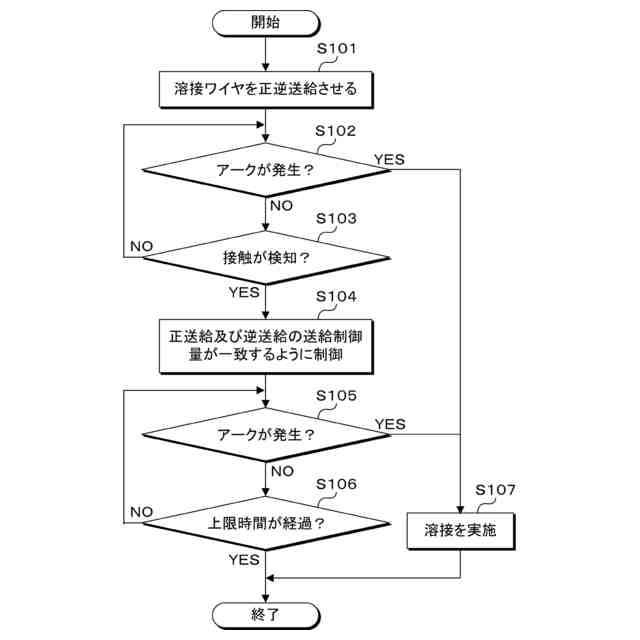
【解決手段】ワイヤ送給システム1は、溶接ワイヤ4を送給するワイヤ送給部10と、アークスタート時に、溶接ワイヤ4を正方向に送給する正送給と溶接ワイヤ4を逆方向に送給する逆送給とを交互に繰り返す正逆送給を行いながら、溶接ワイヤ4を母材に近づけ、溶接ワイヤ4と母材との接触が検知されてからアークが発生するまでは、正送給及び逆送給に対する送給制御量が一致するように、ワイヤ送給部10を制御するワイヤ送給制御部16と、を備え、ワイヤ送給制御部16は、送給制御量が一致するように制御する際に、正送給時の溶接ワイヤ4がピーク速度で送給されているときに母材に接触するように、ワイヤ送給部10を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
溶接ワイヤを送給するワイヤ送給部と、
アークスタート時に、前記溶接ワイヤを正方向に送給する正送給と前記溶接ワイヤを逆方向に送給する逆送給とを交互に繰り返す正逆送給を行いながら、前記溶接ワイヤを母材に近づけ、前記溶接ワイヤと母材との接触が検知されてからアークが発生するまでは、前記正送給及び前記逆送給に対する送給制御量が一致するように、前記ワイヤ送給部を制御するワイヤ送給制御部と、
を備え、
前記ワイヤ送給制御部は、前記送給制御量が一致するように制御する際に、前記正送給時の前記溶接ワイヤがピーク速度で送給されているときに母材に接触するように、前記ワイヤ送給部を制御する、
ワイヤ送給システム。
続きを表示(約 730 文字)
【請求項2】
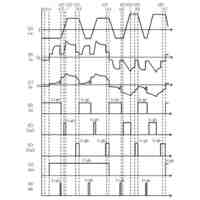
前記ワイヤ送給制御部は、前記送給制御量が一致するように制御する際に、前記ワイヤ送給部に出力した送給指令値と当該送給指令値に対する送給応答値との誤差である送給誤差が、前記溶接ワイヤがピーク速度で母材に接触するときの前記送給誤差に基づいて設定される閾値を超えるように、前記ワイヤ送給部を制御する、
請求項1記載のワイヤ送給システム。
【請求項3】
前記ワイヤ送給制御部は、前記送給制御量を一致するように制御する際に、前記閾値と当該閾値よりも大きい他の閾値との間に、前記送給誤差がおさまるように、前記送給制御量を制御する、
請求項2記載のワイヤ送給システム。
【請求項4】
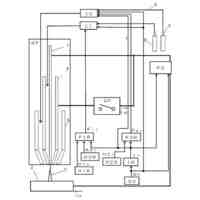
前記ワイヤ送給部は、前記溶接ワイヤを送給する第1のワイヤ送給部と、当該第1のワイヤ送給部により送給された前記溶接ワイヤを収容するワイヤバッファと、当該ワイヤバッファに収容された前記溶接ワイヤを溶接トーチに送給する第2のワイヤ送給部と、を含み、
前記ワイヤ送給制御部は、前記溶接ワイヤと母材との接触が検知されたときに、前記第1のワイヤ送給部による前記溶接ワイヤの送給を停止させる、
請求項1記載のワイヤ送給システム。
【請求項5】
前記正逆送給の一周期ごとの前記送給誤差を積算した値が所定値に達したときに、前記溶接ワイヤと母材との接触を検知する検知部をさらに備える、
請求項2記載のワイヤ送給システム。
【請求項6】
前記送給誤差は、前記送給指令値に対応する第1の送給速度と前記送給応答値に対応する第2の送給速度との誤差である、
請求項2記載のワイヤ送給システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ワイヤ送給システムに関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
アーク溶接を実施すると、スラグが発生し、溶接ワイヤの端部や母材にスラグが付着することがある。溶接ワイヤの端部等にスラグが付着すると、溶接ワイヤと母材との間にアークを発生させることができなくなり、溶接作業に遅延を来す要因になる。
【0003】
下記特許文献1には、点火プロセスにおいて、溶接ワイヤを母材であるワークピースに向けて前後に繰り返し高速運動させることでスラグを除去するスラグ除去プロセスが開示されている。このスラグ除去プロセスでは、溶接ワイヤを一定の経路長だけ前方送りし、それよりも小さな経路長だけ後方送りすることで、溶接ワイヤを前後に高速運動させながら母材に近づけている。
【先行技術文献】
【特許文献】
【0004】
特許第5230600号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1のスラグ除去プロセスでは、プロセスを開始した後に、溶接ワイヤと母材との最初の接触が、モータ電流監視ユニットによって検出された場合に、前方送りする溶接ワイヤの経路長を、前回の後方送りの経路長に変更することを可能にしている。
【0006】
しかし、スラグ除去を効率よく行うためには、接触直前の後方送りの経路長によって溶接ワイヤを前後に高速運動させるだけでは十分ではなく、改善の余地がある。
【0007】
そこで、本発明は、スラグ除去の効率性を向上させることができるワイヤ送給システムを提供することを目的の一つとする。
【課題を解決するための手段】
【0008】
本発明の一態様に係るワイヤ送給システムは、溶接ワイヤを送給するワイヤ送給部と、アークスタート時に、溶接ワイヤを正方向に送給する正送給と溶接ワイヤを逆方向に送給する逆送給とを交互に繰り返す正逆送給を行いながら、溶接ワイヤを母材に近づけ、溶接ワイヤと母材との接触が検知されてからアークが発生するまでは、正送給及び逆送給に対する送給制御量が一致するように、ワイヤ送給部を制御するワイヤ送給制御部と、を備え、ワイヤ送給制御部は、送給制御量が一致するように制御する際に、正送給時の溶接ワイヤがピーク速度で送給されているときに母材に接触するように、ワイヤ送給部を制御する。
【0009】
この態様によれば、アークスタート時に正逆送給を行いながら、溶接ワイヤを母材に近づけ、溶接ワイヤと母材との接触が検知されてからアークが発生するまでは、ピーク速度で送給されている溶接ワイヤを母材に接触させることが可能となる。これにより、最も大きなエネルギーで溶接ワイヤを母材に叩きつけることが可能となる。
【0010】
上記態様において、ワイヤ送給制御部は、送給制御量が一致するように制御する際に、ワイヤ送給部に出力した送給指令値と当該送給指令値に対する送給応答値との誤差である送給誤差が、溶接ワイヤがピーク速度で母材に接触するときの送給誤差に基づいて設定される閾値を超えるように、ワイヤ送給部を制御してもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
開閉器
1日前
株式会社ダイヘン
搬送装置
1日前
株式会社ダイヘン
溶接装置
24日前
株式会社ダイヘン
溶接装置
24日前
株式会社ダイヘン
溶接装置
24日前
株式会社ダイヘン
溶接装置
24日前
株式会社ダイヘン
制御装置
9日前
株式会社ダイヘン
充電システム
3日前
株式会社ダイヘン
溶接表示装置
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
株式会社ダイヘン
溶接評価装置
23日前
株式会社ダイヘン
電力供給装置
23日前
株式会社ダイヘン
電力変換装置
1か月前
株式会社ダイヘン
電力変換装置
1か月前
株式会社ダイヘン
電力変換装置
23日前
株式会社ダイヘン
プラズマ発生器
25日前
株式会社ダイヘン
ショックセンサ
17日前
株式会社ダイヘン
熱加工システム
11日前
株式会社ダイヘン
溶接トーチボディ
29日前
株式会社ダイヘン
双方向コンバータ
25日前
株式会社ダイヘン
双方向コンバータ
25日前
株式会社ダイヘン
双方向コンバータ
25日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社ダイヘン
スイッチング回路
1か月前
株式会社ダイヘン
インチング制御方法
23日前
株式会社ダイヘン
スタッド溶接ユニット
1か月前
株式会社ダイヘン
負荷時タップ切換装置
1か月前
株式会社ダイヘン
アークスタート制御方法
23日前
株式会社ダイヘン
搬送装置および搬送方法
25日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社ダイヘン
2重シールドティグ溶接方法
17日前
株式会社ダイヘン
複数の溶接電源による溶接方法
23日前
株式会社ダイヘン
溶接検査装置および溶接システム
17日前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
17日前
株式会社ダイヘン
待機時電力を低減する溶接電源装置
1か月前
株式会社ダイヘン
電力管理装置、および、電力システム
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ