TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149940
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063126
出願日
2023-04-10
発明の名称
2重シールドティグ溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/29 20060101AFI20241016BHJP(工作機械;他に分類されない金属加工)
要約
【課題】2重シールドティグ溶接方法において、種々の溶接条件においてインナーガス及びアウターガスの流量を適正化して安定した溶接を行うこと。
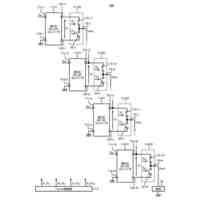
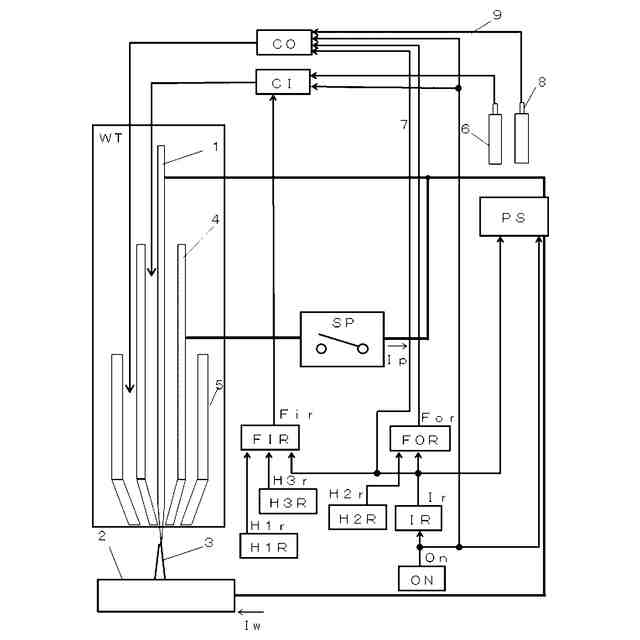
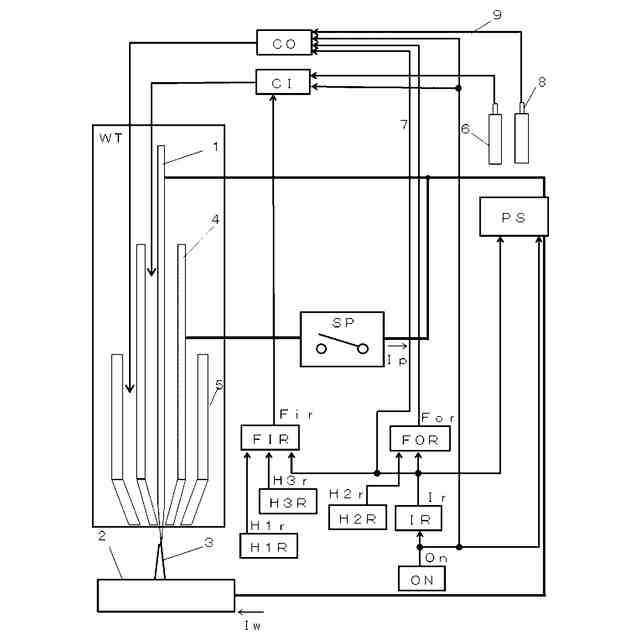
【解決手段】インナーガス7を噴出させるインナーノズル4及びアウターガス9を噴出させるアウターノズル5を備えた溶接トーチWTを使用し、電極1と母材2との間にアーク3を発生させ溶接電流Iwを通電して溶接する2重シールドティグ溶接方法において、溶接電流Iwの値に応じてインナーガスの流量Fi及びアウターガスの流量Foを設定し、電極の直径H1r、母材の材質H2r及び母材の継手形状H3rに応じて設定されたインナーガスの流量Fi及び/又はアウターガスの流量Foを補正する。
【選択図】 図1
特許請求の範囲
【請求項1】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
電極と母材との間にアークを発生させ溶接電流を通電して溶接する2重シールドティグ溶接方法において、
前記溶接電流の値に応じて前記インナーガス及び前記アウターガスの流量を設定し、
前記電極の直径、前記母材の材質及び前記母材の継手形状に応じて設定された前記インナーガス及び/又は前記アウターガスの流量を補正する、
ことを特徴とする2重シールドティグ溶接方法。
続きを表示(約 360 文字)
【請求項2】
前記補正によって、前記電極の直径が小さくなるほど前記インナーガスの流量を小さくし、前記アウターガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項3】
前記補正によって、前記母材の材質がアルミニウムであるときは鉄鋼のときよりも前記アウターガスの流量を大きくし、前記インナーガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
【請求項4】
前記補正によって、前記継手形状がすみ肉継手であるときは突合せ継手のときよりも前記インナーガスの流量を大きくし、前記アウターガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、2重シールドティグ溶接方法に関するものである。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用して溶接する2重シールドティグ溶接方法が慣用されている(例えば、特許文献1参照)。インナーガス及びアウターガスとしては、アルゴン、ヘリウム等の不活性ガスが使用される。
【先行技術文献】
【特許文献】
【0003】
特開2020-15048号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
2重シールドティグ溶接方法において、インナーガス及びアウターガスの流量が適正でないと、溶接状態が不安定になったりシールド不良を起こしたりする場合がある。
【0005】
そこで、本発明では、種々の溶接条件においてインナーガス及びアウターガスの流量を適正化して安定した溶接を可能とする2重シールドティグ溶接方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するために、請求項1の発明は、
インナーガスを噴出させるインナーノズル及びアウターガスを噴出させるアウターノズルを備えた溶接トーチを使用し、
電極と母材との間にアークを発生させ溶接電流を通電して溶接する2重シールドティグ溶接方法において、
前記溶接電流の値に応じて前記インナーガス及び前記アウターガスの流量を設定し、
前記電極の直径、前記母材の材質及び前記母材の継手形状に応じて設定された前記インナーガス及び/又は前記アウターガスの流量を補正する、
ことを特徴とする2重シールドティグ溶接方法である。
【0007】
請求項2の発明は、
前記補正によって、前記電極の直径が小さくなるほど前記インナーガスの流量を小さくし、前記アウターガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0008】
請求項3の発明は、
前記補正によって、前記母材の材質がアルミニウムであるときは鉄鋼のときよりも前記アウターガスの流量を大きくし、前記インナーガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【0009】
請求項4の発明は、
前記補正によって、前記継手形状がすみ肉継手であるときは突合せ継手のときよりも前記インナーガスの流量を大きくし、前記アウターガスの流量は変化させない、
ことを特徴とする請求項1に記載の2重シールドティグ溶接方法である。
【発明の効果】
【0010】
本発明に係る2重シールドティグ溶接方法によれば、種々の溶接条件においてインナーガス及びアウターガスの流量を適正化することができるので、安定した溶接が可能となる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
溶接トーチ
17日前
株式会社ダイヘン
溶接トーチ
17日前
株式会社ダイヘン
電圧調整装置
11日前
株式会社ダイヘン
パルス電源装置
11日前
株式会社ダイヘン
充電装置および充電設備
18日前
株式会社ダイヘン
給電システム及び受電装置
17日前
株式会社ダイヘン
巻回支援装置及び取付方法
17日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
今日
株式会社ダイヘン
電力変換装置、および、電力システム
3日前
株式会社ダイヘン
システム、装置、および、意思決定方法
10日前
株式会社ダイヘン
電力システム、および、蓄電池システム
10日前
株式会社ダイヘン
非接触給電システム、および、送電装置
10日前
株式会社ダイヘン
非接触給電システム、および、送電装置
10日前
国立大学法人九州工業大学
搬送ロボットの制御方法
4日前
個人
スラッジ除去装置
18日前
株式会社FUJI
工作機械
19日前
有限会社津谷工業
切削工具
2か月前
個人
複合金属回転式ホーン
18日前
トヨタ自動車株式会社
取付装置
18日前
トヨタ自動車株式会社
積層コア
1か月前
株式会社トーキン
溶接用トーチ
24日前
株式会社ツガミ
工作機械
28日前
株式会社ツガミ
工作機械
17日前
トヨタ自動車株式会社
検査方法
28日前
株式会社メドメタレックス
ドリル
1か月前
株式会社不二越
歯車研削盤
4日前
株式会社不二越
歯車加工機
2か月前
株式会社オーエム製作所
工作機械
1か月前
トヨタ自動車株式会社
位相測定方法
1か月前
株式会社関本管工
エルボ管保持装置
24日前
サムテック株式会社
加工物製造方法
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社FUJI
自動化用パレット
1か月前
株式会社ダイヘン
溶接トーチ
17日前
株式会社ダイヘン
溶接トーチ
17日前
三菱電機株式会社
ねじ取り出し装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ