TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024150060
公報種別
公開特許公報(A)
公開日
2024-10-23
出願番号
2023063286
出願日
2023-04-10
発明の名称
溶接検査装置および溶接システム
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
G01N
29/24 20060101AFI20241016BHJP(測定;試験)
要約
【課題】溶接検査で検出された内部欠陥の位置を実物のワークを見るだけで特定できるようにする。
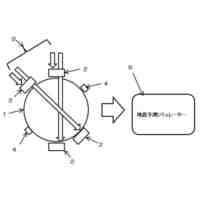
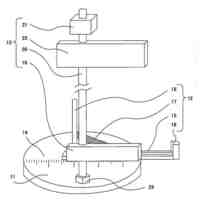
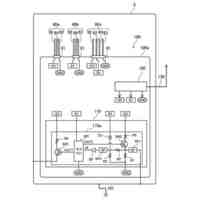
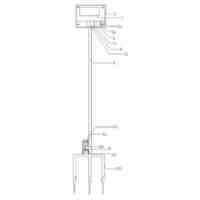
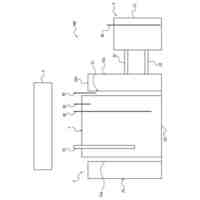
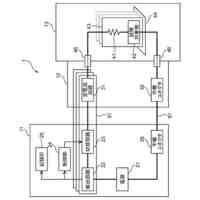
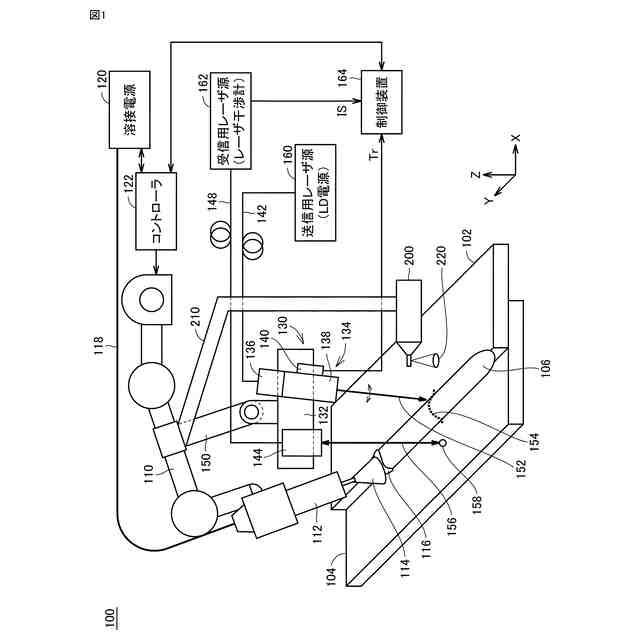
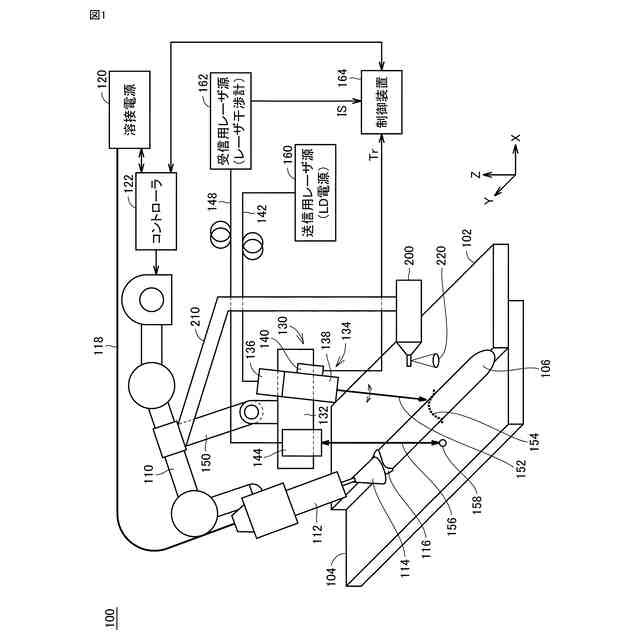
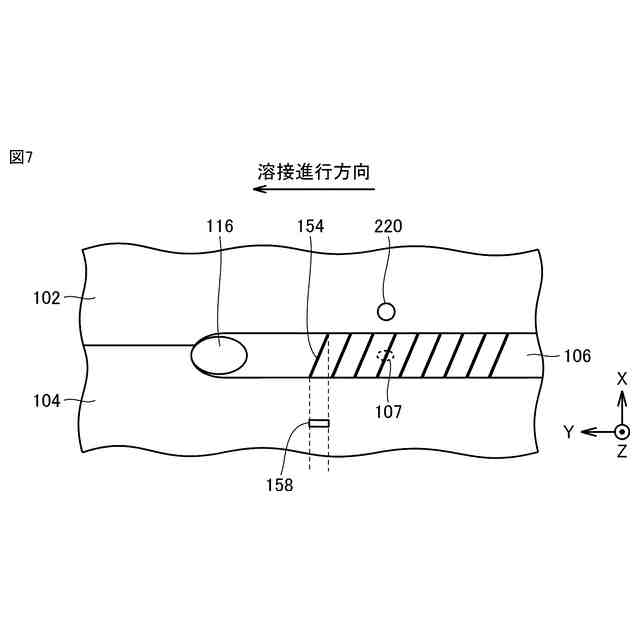
【解決手段】溶接システム(100)は、検査対象である母材(102,104)の溶接部(106)の内部に超音波を励起するための送信用レーザ光を溶接部(106)上に照射する送信用レーザ光照射装置(134)と、溶接部(106)を通過し、かつ、母材(104)の下面で反射した超音波を検出する受信用レーザ光プローブ(144)と、受信用レーザ光プローブ(144)による検出結果により溶接部(106)の内部欠陥の有無を判定する溶接検査を行なう制御装置(164)と、母材(102,104)の表面に欠陥印を付けるためのマーキング装置(200)とを備える。
【選択図】図1
特許請求の範囲
【請求項1】
溶接部を検査する溶接検査装置であって、
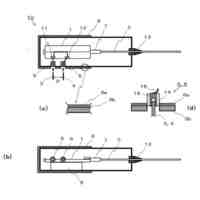
検査対象の内部に超音波を励起するための送信用レーザ光を溶接後の前記検査対象の溶接部上に照射する第1のレーザ光照射装置と、
前記送信用レーザ光によって励起された超音波を検出する検出装置と、
前記検出装置による検出結果により前記溶接部の内部欠陥の有無を判定する溶接検査を行なう制御装置とを備え、
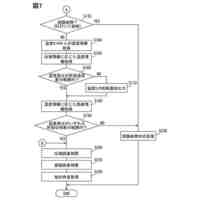
前記制御装置は、前記溶接検査によって前記内部欠陥が有ると判定された場合、前記内部欠陥が有ると判定された溶接位置である欠陥位置を特定するための第1処理と、前記検査対象における前記欠陥位置に欠陥印を付けるための第2処理とを行なう、溶接検査装置。
続きを表示(約 730 文字)
【請求項2】
前記制御装置は、前記溶接検査中に前記第1処理および前記第2処理を行なう、請求項1に記載の溶接検査装置。
【請求項3】
前記制御装置は、前記溶接検査中に前記第1処理を行ない、前記溶接検査後に前記第2処理を行なう、請求項1に記載の溶接検査装置。
【請求項4】
前記第1のレーザ光照射装置は、前記送信用レーザ光の照射位置を走査するように構成された走査機構を含み、
前記制御装置は、前記第2処理において前記送信用レーザ光を用いて前記欠陥位置に前記欠陥印を付けるように前記走査機構を制御する、請求項1に記載の溶接検査装置。
【請求項5】
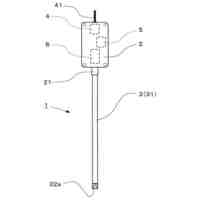
前記検査対象に前記欠陥印を付けるマーキング装置をさらに備え、
前記制御装置は、前記第2処理において前記欠陥位置に前記欠陥印を付けるように前記マーキング装置を制御する、請求項1に記載の溶接検査装置。
【請求項6】
前記制御装置は、前記第2処理において、前記検出装置による検出で得られる情報に応じて、前記欠陥印のサイズおよび形状の少なくとも一方を変更する、請求項1に記載の溶接検査装置。
【請求項7】
前記検出装置は、前記検査対象の母材下面で反射した反射超音波を検出可能な前記検査対象上の所定位置に、前記反射超音波を検出するための受信用レーザ光を照射する第2のレーザ光照射装置を含む、請求項1に記載の溶接検査装置。
【請求項8】
溶接トーチを含むアーク溶接装置と、
前記アーク溶接装置により形成された溶接部を検査する、請求項1~7のいずれかに記載の溶接検査装置とを備える、溶接システム。
発明の詳細な説明
【技術分野】
【0001】
本開示は、溶接検査装置および溶接システムに関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
例えば、特許第5651533号公報(特許文献1)には、溶接部に発生したブローホール等の内部欠陥を非破壊で検出する溶接検査方法が開示されている。この溶接検査方法では、溶接ビードの上方からビード表面に送信用レーザ光を照射し、欠陥で反射する超音波(散乱波)を検出することにより、溶接部の内部欠陥を検出するものである。
【先行技術文献】
【特許文献】
【0003】
特許第5651533号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
溶接検査で内部欠陥が検出された場合には、その後の工程で溶接作業者が欠陥部分を補修することが望ましい。特許第5651533号公報に開示された溶接検査方法においては、内部欠陥が検出された時の送信用レーザ光の照射位置を欠陥位置データとして記憶しておくことは可能ではある。しかしながら、補修溶接作業者は、溶接された実物のワークを見ただけでは欠陥位置を特定することはできない。そのため、補修溶接作業者は、補修溶接を行なう前に、欠陥位置データとワークとを見比べながらワークの欠陥位置を特定するという煩わしい作業を行なう必要がある。
【0005】
それゆえに、本開示の目的は、溶接検査で検出された内部欠陥の位置を実物のワークを見るだけで特定できるようにすることである。
【課題を解決するための手段】
【0006】
(第1項) 本開示による溶接検査装置は、溶接部を検査する溶接検査装置であって、検査対象の内部に超音波を励起するための送信用レーザ光を溶接後の検査対象の溶接部上に照射する第1のレーザ光照射装置と、送信用レーザ光によって励起された超音波を検出する検出装置と、検出装置による検出結果により溶接部の内部欠陥の有無を判定する溶接検査を行なう制御装置とを備える。制御装置は、溶接検査によって内部欠陥が有ると判定された場合、内部欠陥が有ると判定された溶接位置である欠陥位置を特定するための第1処理と、検査対象における欠陥位置に欠陥印を付けるための第2処理とを行なう。
【0007】
この溶接検査装置においては、溶接検査によって内部欠陥が有ると判定された場合、内部欠陥の位置が特定され、特定された欠陥位置に欠陥印が付けられる。そのため、溶接検査後に溶接作業者が欠陥部分を補修する際に、補修溶接作業者は、溶接された実物のワークを見るだけで欠陥位置を特定することができる。そのため、補修溶接作業者は、欠陥位置のデータと実際のワークとを見比べながらワークの欠陥位置を特定するという煩わしい作業を行なわなくても、実物のワークを見ながら補修作業を行なうことができる。
【0008】
(第2項) 第1項に記載の溶接検査装置において、制御装置は、溶接検査中に第1処理および第2処理を行なう。
【0009】
(第3項) 第1項に記載の溶接検査装置において、制御装置は、溶接検査中に第1処理を行ない、溶接検査後に第2処理を行なう。
【0010】
(第4項) 第1~3項のいずれかに記載の溶接検査装置において、第1のレーザ光照射装置は、送信用レーザ光の照射位置を走査するように構成された走査機構を含む。制御装置は、第2処理において送信用レーザ光を用いて欠陥位置に欠陥印を付けるように走査機構を制御する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
地震予測システム
1日前
日本精機株式会社
検出装置
6日前
株式会社小野測器
測定器
7日前
株式会社高橋型精
採尿具
27日前
スガ試験機株式会社
環境試験機
29日前
株式会社トプコン
測量装置
1か月前
株式会社アトラス
計量容器
1か月前
株式会社トプコン
測量装置
1か月前
中国電力株式会社
短絡防止具
19日前
アルファクス株式会社
積層プローブ
19日前
日本精機株式会社
補助計器システム
21日前
株式会社関電工
内径測定装置。
27日前
大成建設株式会社
風力測定装置
6日前
キヤノン電子株式会社
サーボ加速度計
19日前
株式会社トプコン
測量システム
1か月前
リンナイ株式会社
電気機器
6日前
積水樹脂株式会社
建築物用浸水測定装置
1か月前
株式会社精工技研
光電圧プローブ
6日前
日本特殊陶業株式会社
ガスセンサ
29日前
倉敷紡績株式会社
フィルム測定装置
27日前
上海海事大学
河川水位監視システム
1か月前
Igr技研株式会社
Igr測定装置
6日前
トヨタ自動車株式会社
校正システム
1か月前
三菱電機株式会社
絶縁検査装置
1か月前
株式会社共和電業
物理量検出用変換器
6日前
ミツミ電機株式会社
流体センサ
27日前
株式会社XMAT
測定装置および方法
27日前
JFEスチール株式会社
試験装置
今日
個人
作業機械の回転角度検出装置
今日
株式会社明電舎
応答時間評価方法
今日
住友金属鉱山株式会社
金属異物の評価方法
19日前
株式会社SUBARU
ナビゲーション装置
1か月前
株式会社デンソー
レーダ装置
7日前
エスペック株式会社
高電圧試験装置
19日前
矢崎総業株式会社
電流センサ
29日前
矢崎総業株式会社
電流センサ
29日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ