TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024142596
公報種別
公開特許公報(A)
公開日
2024-10-11
出願番号
2023054803
出願日
2023-03-30
発明の名称
溶接トーチボディ
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/29 20060101AFI20241003BHJP(工作機械;他に分類されない金属加工)
要約
【課題】ガス供給ノズルの全長が長くなることを抑制する水冷構造を備えた、溶接トーチボディを提供する。
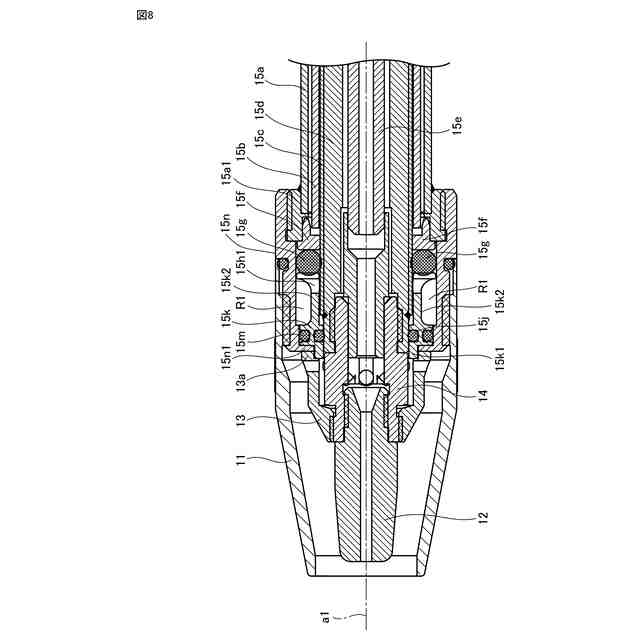
【解決手段】この溶接トーチボディ1は、パイプ15cの先端部には、第1冷媒通路W1に連通する第1開口15ch1および第2冷媒通路W2に連通する第2開口15ch2が設けられ、インシュレータ15kには、フロントボディ15nの内面とともに環状冷媒通路R1を形成する凹部壁15k2が設けられ、凹部壁15k2には、第1開口15ch1および第2開口15ch2に連通する複数の連通穴15kh1が設けられている。さらに、インシュレータ15kを覆うようにして配置され、先端側において、インシュレータ15kを後端側に押さえ込むように保持し、後端側は、外側ジャケット15aに固定されるフロントボディ15nを有する。
【選択図】図8
特許請求の範囲
【請求項1】
ガスシールドアーク溶接に用いられる溶接トーチボディであって、
軸方向に延びるトーチボディ組体と、
前記トーチボディ組体の先端に装着されるガス供給ノズルと、
を備え、
前記トーチボディ組体は、
円筒状の外側ジャケットと、
前記外側ジャケット内に配置されるパイプと、
前記パイプ内に配置されるトーチボディと、
前記トーチボディ内に配置されるインナーライナと、
前記パイプと前記トーチボディとの間に設けられ、前記ガス供給ノズル側に向かって冷媒を通過させる第1冷媒通路および前記ガス供給ノズル側から後端側に戻る冷媒を通過させる第2冷媒通路と、
を含み、
前記ガス供給ノズルの内部には、
軸方向に沿って、先端側から、コンタクトチップと、チップボディと、がこの順に連結配置され、
前記コンタクトチップと前記トーチボディとの連結部を取り囲むように配置されるオリフィスと、
前記オリフィスの後端側において、前記トーチボディを取り囲むように配置されるインシュレータと、
前記インシュレータを覆うようにして配置され、先端側において、前記インシュレータを後端側に押さえ込むように保持し、後端側は、前記外側ジャケットに固定されるフロントボディと、
が配置され、
前記ガス供給ノズルの後端側は、前記フロントボディの前端側に固定され、
前記パイプの先端部には、前記第1冷媒通路に連通する第1開口および前記第2冷媒通路に連通する第2開口が設けられ、
前記インシュレータには、前記フロントボディの内面とともに環状冷媒通路を形成する凹部壁が設けられ、前記凹部壁には、前記第1開口および前記第2開口に連通する複数の連通穴が設けられている、
溶接トーチボディ。
続きを表示(約 410 文字)
【請求項2】
前記フロントボディの前端側には、前記インシュレータを後端側に押さえ込むための環状の押え片が設けられ、
前記フロントボディの後端側の内周面には雌ネジが設けられ、前記外側ジャケットの先端側の外周面には、前記雌ネジが螺合する雄ネジが設けられ、前記フロントボディを前記外側ジャケットに対して締め付けることにより、前記フロントボディの前記押え片により、前記インシュレータを後端側に押さえ込む、
請求項1に記載の溶接トーチボディ。
【請求項3】
前記オリフィスの後端側には、環状のフランジ部が設けられ、
前記インシュレータの先端側には、内周面が前記トーチボディの外周面に接するとともに、外周面が環状の前記押え片の内周面に接するとともに、環状の前記フランジ部の内周面に接する環状の立壁部が設けられている、
請求項1または請求項2に記載の溶接トーチボディ。
発明の詳細な説明
【技術分野】
【0001】
本発明は、消耗電極アーク溶接トーチに使用される溶接トーチボディの構成に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
従来、溶接トーチボディにおいては、先端部において電極が高温化することから冷却構造が採用されている。たとえば、実開昭61-182678号公報(特許文献1)に開示される冷却構造が挙げられる。
【先行技術文献】
【特許文献】
【0003】
実開昭61-182678号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ワークへのアプローチ性および操作性の向上を図るためには、溶接トーチボディの全長は短い方が好ましく、ガス供給ノズルの全長も短い方が好ましい。他方、ガス供給ノズルは、先端部において電極が高温化することから、冷却構造をガス供給ノズルに搭載しようとした場合には、全長が長くなる傾向にある。
【0005】
この開示は、上記課題を解決するためになされたものであり、ガス供給ノズルの全長が長くなることを抑制する水冷構造を備えた、溶接トーチボディを提供することを目的とする。
【課題を解決するための手段】
【0006】
[1]本開示の溶接トーチボディにおいては、ガスシールドアーク溶接に用いられる溶接トーチボディであって、軸方向に延びるトーチボディ組体と、上記トーチボディ組体の先端に装着されるガス供給ノズルと、を備え、上記トーチボディ組体は、円筒状の外側ジャケットと、上記外側ジャケット内に配置されるパイプと、上記パイプ内に配置されるトーチボディと、上記トーチボディ内に配置されるインナーライナと、上記パイプと上記トーチボディとの間に設けられ、上記ガス供給ノズル側に向かって冷媒を通過させる第1冷媒通路および上記ガス供給ノズル側から後端側に戻る冷媒を通過させる第2冷媒通路と、を含み、上記ガス供給ノズルの内部には、軸方向に沿って、先端側から、コンタクトチップと、チップボディと、がこの順に連結配置され、上記コンタクトチップと上記トーチボディとの連結部を取り囲むように配置されるオリフィスと、上記オリフィスの後端側において、上記トーチボディを取り囲むように配置されるインシュレータと、上記インシュレータを覆うようにして配置され、先端側において、上記インシュレータを後端側に押さえ込むように保持し、後端側は、上記外側ジャケットに固定されるフロントボディと、が配置され、上記ガス供給ノズルの後端側は、上記フロントボディの前端側に固定され、上記パイプの先端部には、上記第1冷媒通路に連通する第1開口および上記第2冷媒通路に連通する第2開口が設けられ、上記インシュレータには、上記フロントボディの内面とともに環状冷媒通路を形成する凹部壁が設けられ、上記凹部壁には、上記第1開口および上記第2開口に連通する複数の連通穴が設けられている。
【0007】
[2]:[1]に記載の溶接トーチボディにおいて、上記フロントボディの前端側には、上記インシュレータを後端側に押さえ込むための環状の押え片が設けられ、上記フロントボディの後端側の内周面には雌ネジが設けられ、上記外側ジャケットの先端側の外周面には、上記雌ネジが螺合する雄ネジが設けられ、上記フロントボディを上記外側ジャケットに対して締め付けることにより、上記フロントボディの上記押え片により、上記インシュレータを後端側に押さえ込む。
【0008】
[3]:[1]または[2]に記載の溶接トーチボディにおいて、上記オリフィスの後端側には、環状のフランジ部が設けられ、上記インシュレータの先端側には、内周面が上記トーチボディの外周面に接するとともに、外周面が環状の上記押え片の内周面に接するとともに、環状の上記フランジ部の内周面に接する環状の立壁部が設けられている。
【発明の効果】
【0009】
本開示の溶接トーチボディによれば、ガス供給ノズルの全長が長くなることを抑制する水冷構造を備えた、溶接トーチボディの提供を可能とする。
【図面の簡単な説明】
【0010】
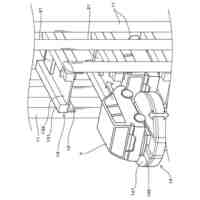
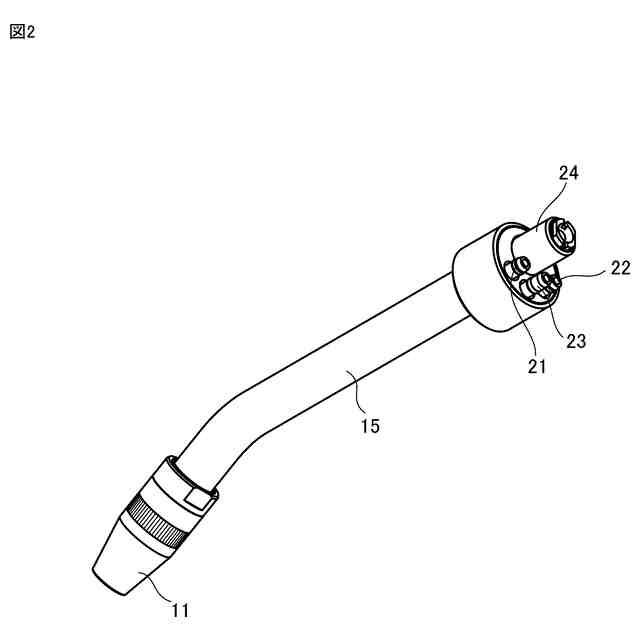
実施の形態の溶接トーチボディの全体構成を示す第1斜視図である。
実施の形態の溶接トーチボディの分解構造を示す第2斜視図である。
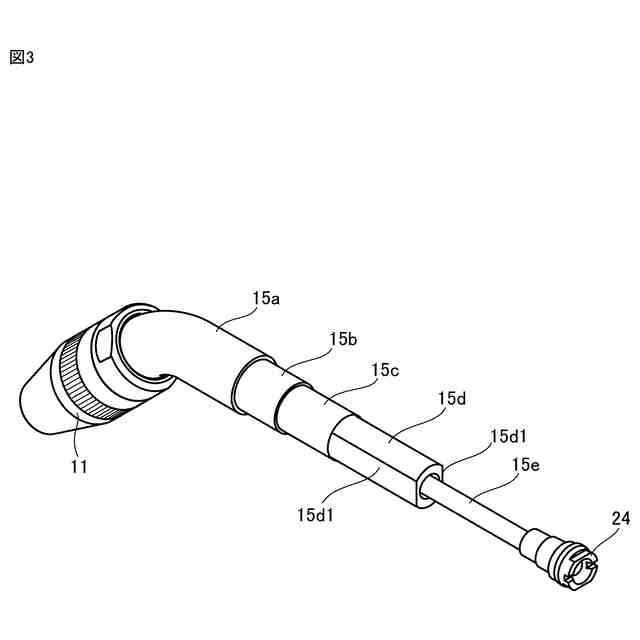
実施の形態のトーチボディ組体の内部構造を示す斜視図である。
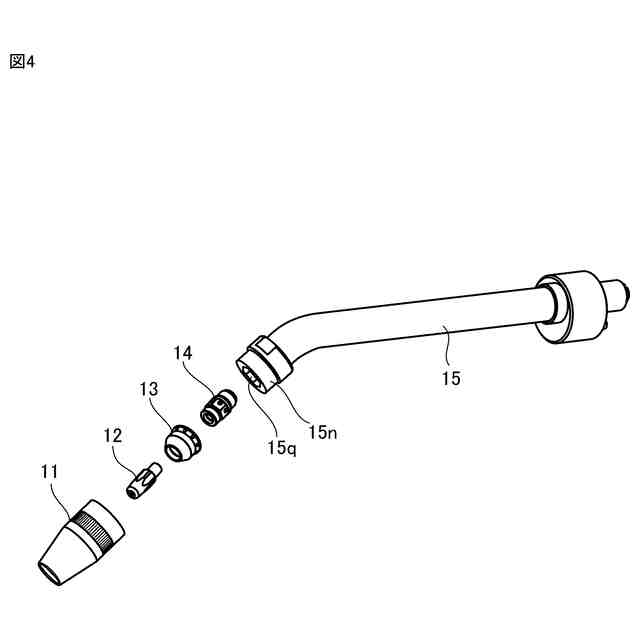
実施の形態のガス供給ノズルの内部構造を示す第1分解斜視図である。
実施の形態のガス供給ノズルの内部構造を示す第2分解斜視図である。
実施の形態の溶接トーチボディの内部構造を示す縦断面図である。
図6中のVII-VII線矢視断面図である。
実施の形態のガス供給ノズルの内部構造を示す第1縦断面図である。
実施の形態のガス供給ノズルの内部構造を示す第2縦断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
開閉器
16日前
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
電源装置
4日前
株式会社ダイヘン
搬送装置
16日前
株式会社ダイヘン
制御装置
24日前
株式会社ダイヘン
給電システム
4日前
株式会社ダイヘン
充電システム
18日前
株式会社ダイヘン
熱加工システム
26日前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
位置姿勢取得装置、及びプローブ
3日前
株式会社ダイヘン
溶接ワイヤ送給装置および溶接装置
2日前
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
個人
コンタクトチップ
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
シヤチハタ株式会社
組立ライン
18日前
日東精工株式会社
組み付け装置
16日前
トヨタ自動車株式会社
治具
1か月前
エンシュウ株式会社
工作機械
24日前
株式会社不二越
タップ
3日前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社MOLDINO
ドリル
2か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
ブラザー工業株式会社
工作機械
1か月前
株式会社ダイヘン
インチング制御方法
1か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社FUJI
ワーク置き台
1か月前
ダイハツ工業株式会社
冷却構造
16日前
ブラザー工業株式会社
工作機械
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ