TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024134755
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023045104
出願日
2023-03-22
発明の名称
レーザ溶接方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B23K
26/21 20140101AFI20240927BHJP(工作機械;他に分類されない金属加工)
要約
【課題】積層した複数の金属板を立てた状態で溶接する場合、溶接不良の発生を抑制可能なレーザ溶接方法を提供する。
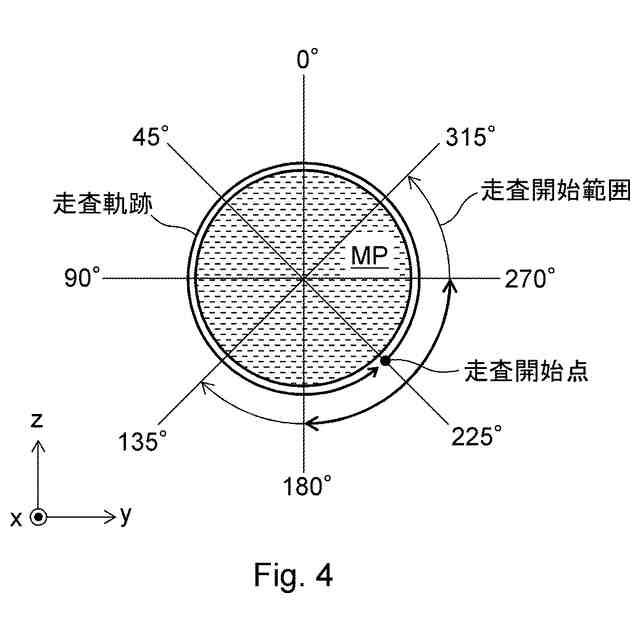
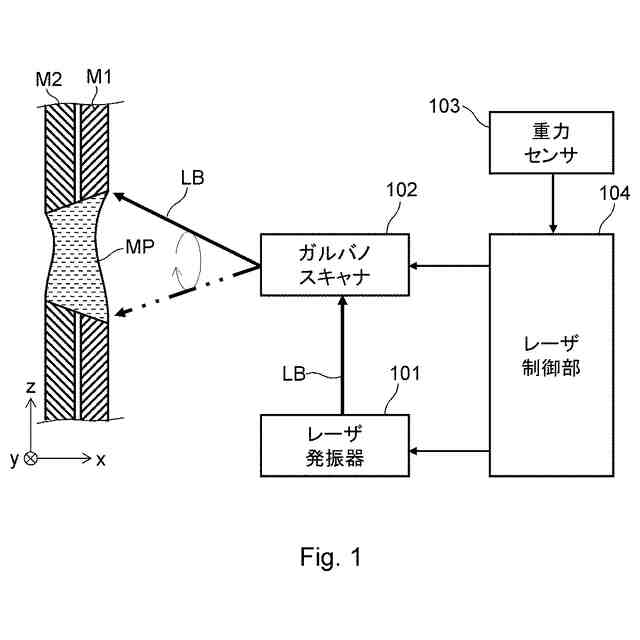
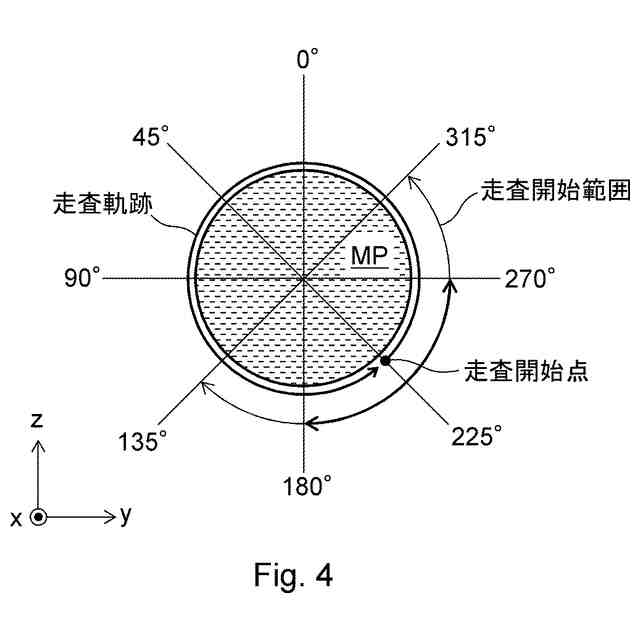
【解決手段】積層した複数の金属板を立てた状態で、複数の金属板にレーザビームを照射して、複数の金属板を溶接するレーザ溶接方法である。複数の金属板にレーザビームを照射し、円形状の溶融池を形成するステップと、溶融池の外周に沿って、レーザビームを1周走査させ、溶融池を拡大するステップと、を備える。溶融池を拡大するステップにおいて、レーザビームの走査開始点を、溶融池の鉛直方向真上を0度として、レーザビームの走査方向に135度から315度までの範囲とする。
【選択図】図4
特許請求の範囲
【請求項1】
積層された複数の金属板を立てた状態で、レーザビームを照射して前記複数の金属板を溶接するレーザ溶接方法であって、
前記複数の金属板に前記レーザビームを照射し、円形状の溶融池を形成するステップと、
前記溶融池の外周に沿って、前記レーザビームを1周走査させ、前記溶融池を拡大するステップと、を備え、
前記溶融池を拡大するステップにおいて、
前記レーザビームの走査開始点を、前記溶融池の鉛直方向真上を0度として、前記レーザビームの走査方向に135度から315度までの範囲とする、
レーザ溶接方法。
続きを表示(約 760 文字)
【請求項2】
前記溶融池を拡大するステップにおいて、
前記レーザビームの走査開始点を、前記レーザビームの走査方向に180度から270度までの範囲とする、
請求項1に記載のレーザ溶接方法。
【請求項3】
前記溶融池を拡大するステップにおいて、
センサによって鉛直方向を検出し、
前記センサによって検出された鉛直方向に基づいて、前記レーザビームの走査開始点を決定する、
請求項1又は2に記載のレーザ溶接方法。
【請求項4】
前記溶融池を拡大するステップにおいて、
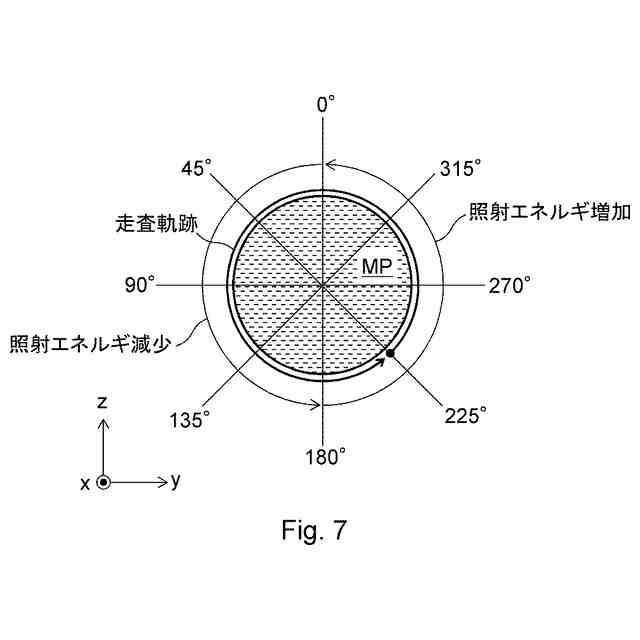
前記レーザビームの照射エネルギ密度を、前記溶融池の鉛直方向下側よりも鉛直方向上側において小さくする、
請求項1又は2に記載のレーザ溶接方法。
【請求項5】
積層された複数の金属板を立てた状態で、レーザビームを照射して前記複数の金属板を溶接するレーザ溶接方法であって、
前記複数の金属板に前記レーザビームを照射し、円形状の溶融池を形成するステップと、
前記溶融池の外周に沿って、前記レーザビームを1周走査させ、前記溶融池を拡大するステップと、を備え、
前記溶融池を拡大するステップにおいて、
前記レーザビームの照射エネルギ密度を、前記溶融池の鉛直方向下側よりも鉛直方向上側において小さくする、
レーザ溶接方法。
【請求項6】
前記溶融池を拡大するステップにおいて、
前記レーザビームの照射エネルギ密度を、前記溶融池の鉛直方向下側から鉛直方向上側に向かって徐々に小さくし、前記溶融池の鉛直方向上側から鉛直方向下側に向かって徐々に大きくする、
請求項5に記載のレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本開示はレーザ溶接方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
特許文献1には、積層された複数の金属板に対し、レーザビームを円形状に走査させながら照射して、当該複数の金属板を溶接する開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2012-228715号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
発明者らは、積層された複数の金属板に対し、レーザビームを円形状に走査させながら照射して、当該複数の金属板を溶接するレーザ溶接方法に関し、以下の問題点を見出した。
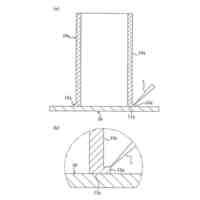
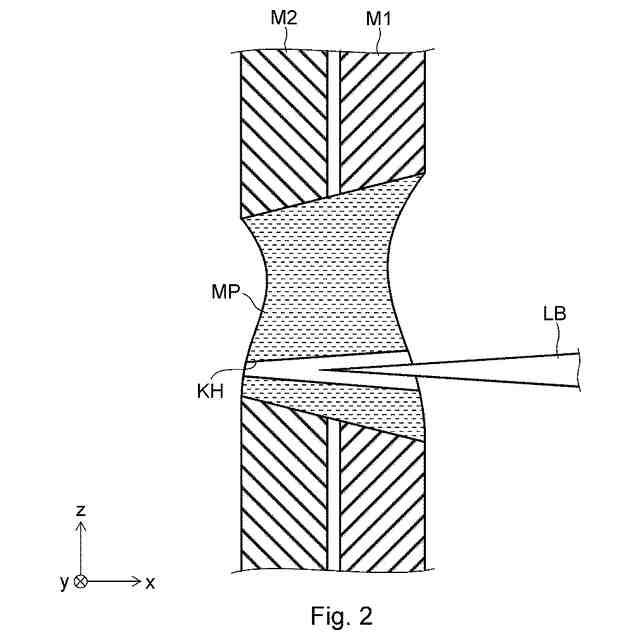
積層した複数の金属板を立てた状態で溶接する場合、溶融池がある程度大きくなり、湯量が多くなると、溶融池に作用する重力によって、溶融池おける鉛直方向上側の板厚方向の厚さが薄くなる。そのため、レーザビームの照射によって溶融池に形成されるキーホールが大きくなり過ぎ、穴空き等の溶接不良が発生する虞があった。
【0005】
本開示は、このような事情に鑑みなされたものであって、積層された複数の金属板を立てた状態で溶接する場合、溶接不良の発生を抑制可能なレーザ溶接方法を提供する。
【課題を解決するための手段】
【0006】
本開示の一態様に係るレーザ溶接方法は、
積層された複数の金属板を立てた状態で、レーザビームを照射して前記複数の金属板を溶接するレーザ溶接方法であって、
前記複数の金属板に前記レーザビームを照射し、円形状の溶融池を形成するステップと、
前記溶融池の外周に沿って、前記レーザビームを1周走査させ、前記溶融池を拡大するステップと、を備え、
前記溶融池を拡大するステップにおいて、
前記レーザビームの走査開始点を、前記溶融池の鉛直方向真上を0度として、前記レーザビームの走査方向に135度から315度までの範囲とするものである。
【0007】
本開示の一態様に係るレーザ溶接方法では、溶融池の外周に沿って、レーザビームを1周走査させ、溶融池を拡大するステップにおいて、レーザビームの走査開始点を、溶融池の鉛直方向真上を0度として、レーザビームの走査方向に135度から315度までの範囲とする。
当該構成では、溶融池おける鉛直方向上側にレーザビームが照射される際、溶融池が充分に拡大されておらず、溶融池の湯量が少ない。そのため、溶融池の鉛直方向上側に生じるくびれが小さく、溶融池おける鉛直方向上側に形成されるキーホールが大きくなり過ぎない。従って、穴空き等の溶接不良の発生を抑制できる。
【0008】
前記溶融池を拡大するステップにおいて、前記レーザビームの走査開始点を、前記レーザビームの走査方向に180度から270度までの範囲としてもよい。当該構成によって、穴空き等の溶接不良の発生をより抑制できる。
【0009】
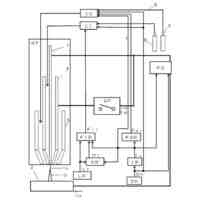
前記溶融池を拡大するステップにおいて、センサによって鉛直方向を検出し、前記センサによって検出された鉛直方向に基づいて、前記レーザビームの走査開始点を決定してもよい。当該構成によって、レーザ溶接システムが自動的にレーザビームの走査開始点を決定できる。
【0010】
前記溶融池を拡大するステップにおいて、前記レーザビームの照射エネルギ密度を、前記溶融池の鉛直方向下側よりも鉛直方向上側において小さくしてもよい。当該構成によって、穴空き等の溶接不良の発生をより抑制できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
6日前
有限会社津谷工業
切削工具
1か月前
株式会社FUJI
工作機械
7日前
個人
複合金属回転式ホーン
6日前
株式会社トーキン
溶接用トーチ
12日前
トヨタ自動車株式会社
取付装置
6日前
トヨタ自動車株式会社
積層コア
28日前
株式会社ツガミ
工作機械
5日前
株式会社ツガミ
工作機械
16日前
トヨタ自動車株式会社
検査方法
16日前
株式会社不二越
歯車加工機
1か月前
株式会社メドメタレックス
ドリル
27日前
株式会社オーエム製作所
工作機械
19日前
三菱電機株式会社
ねじ取り出し装置
20日前
トヨタ自動車株式会社
位相測定方法
27日前
株式会社浪速試錐工業所
防風カバー
2か月前
サムテック株式会社
加工物製造方法
27日前
株式会社FUJI
自動化用パレット
1か月前
株式会社ヤマダスポット
抵抗溶接機
2か月前
株式会社ダイヘン
溶接トーチ
5日前
株式会社ダイヘン
溶接トーチ
5日前
株式会社関本管工
エルボ管保持装置
12日前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
株式会社不二越
工具の製造方法
28日前
DMG森精機株式会社
工作機械
16日前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
29日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社不二越
超硬合金製ドリル
20日前
津田駒工業株式会社
バリ取り用スピンドル装置
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
2か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
27日前
三恵技研工業株式会社
金属部品の製造方法
1か月前
北井産業株式会社
ギヤ切削加工装置
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ