TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139519
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023050491
出願日
2023-03-27
発明の名称
レーザ溶接方法
出願人
株式会社東芝
代理人
弁理士法人iX
主分類
B23K
26/21 20140101AFI20241002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】接合不良やリーク不良を抑制できるレーザ溶接方法を提供する。
【解決手段】実施形態に係るレーザ溶接方法は、準備工程と、溶接工程と、を備える。準備工程では、第1部材に第2部材が接合された接合部材を準備する。溶接工程では、接合部材に対してレーザ光を照射することで、第1部材に対して第2部材を溶接する。第1部材は、第1基材及び第1酸化膜を含む。第2部材は、第2基材及び第2酸化膜を含む。準備工程では、第1酸化膜と第2酸化膜とが接するように第1部材に第2部材を重ねた状態で、第1部材及び第2部材を超音波振動させることで、第1酸化膜及び第2酸化膜を除去して、第1基材に第2基材を接合する。溶接工程では、第1基材に第2基材が接合されている部分に対してレーザ光を照射することで、第1基材に対して第2基材を溶接する。
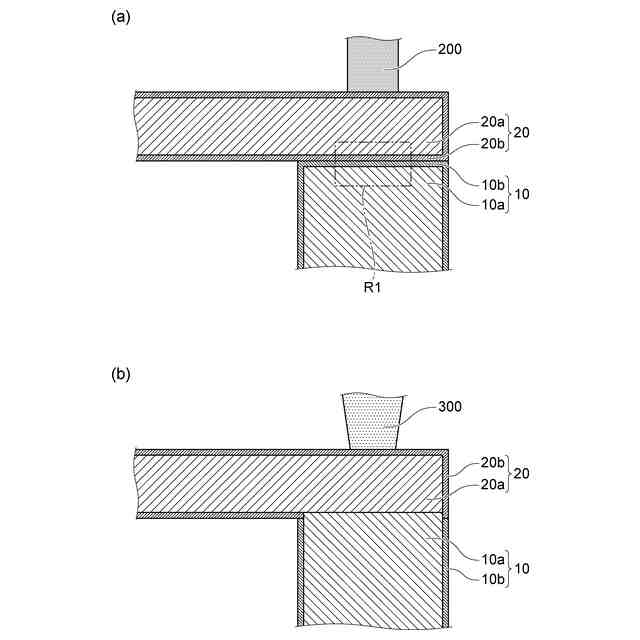
【選択図】図3
特許請求の範囲
【請求項1】
レーザ光を照射することで第1部材に第2部材を溶接する方法であって、
前記第1部材に前記第2部材が接合された接合部材を準備する準備工程と、
前記接合部材に対してレーザ光を照射することで、前記第1部材に対して前記第2部材を溶接する溶接工程と、
を備え、
前記第1部材は、第1基材と、前記第1基材の表面に形成された第1酸化膜と、を含み、
前記第2部材は、第2基材と、前記第2基材の表面に形成された第2酸化膜と、を含み、
前記準備工程において、前記第1酸化膜と前記第2酸化膜とが接するように前記第1部材に前記第2部材を重ねた状態で、前記第1部材及び前記第2部材を超音波振動させることで、前記第1酸化膜及び前記第2酸化膜を除去して、前記第1基材に前記第2基材を接合し、
前記溶接工程において、前記第1基材に前記第2基材が接合されている部分に対して前記レーザ光を照射することで、前記第1基材に対して前記第2基材を溶接する、レーザ溶接方法。
続きを表示(約 430 文字)
【請求項2】
前記第1部材は、開口部を有する筐体であり、
前記第2部材は、前記開口部を塞ぐ蓋であり、
前記筐体及び前記蓋は、前記開口部と前記蓋とが重なる位置で溶接される、請求項1記載のレーザ溶接方法。
【請求項3】
前記準備工程において、前記開口部と前記蓋とが重なる部分の全周を連続的に接合し、
前記溶接工程において、前記開口部と前記蓋とが重なる部分の全周に連続的に前記レーザ光を照射する、請求項2記載のレーザ溶接方法。
【請求項4】
前記準備工程において、前記開口部と前記蓋とが重なる部分の全周を非連続的に複数箇所で接合し、
前記溶接工程において、前記開口部と前記蓋とが重なる部分の全周に連続的に前記レーザ光を照射する、請求項2記載のレーザ溶接方法。
【請求項5】
前記第1部材及び前記第2部材は、アルミニウムを含む、請求項1~4のいずれか1つに記載のレーザ溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明の実施形態は、レーザ溶接方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
レーザ光を照射することで複数の部材を溶接するレーザ溶接方法がある。レーザ溶接方法では、例えば、複数の部材を仮止めした後、レーザ光を照射することで、複数の部材を溶接する。
【0003】
このようなレーザ溶接方法において、仮止めやレーザ光照射時の入熱量が多いと、部材内に含まれる気泡が大きくなるおそれがある。部材内に含まれる気泡が大きくなると、レーザ光照射時に部材からスパッタが発生し、接合不良が発生するおそれがある。また、部材内に含まれる気泡が大きくなると、気泡によるリーク不良が発生するおそれがある。
【先行技術文献】
【特許文献】
【0004】
特開2020-19046号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明が解決しようとする課題は、接合不良やリーク不良を抑制できるレーザ溶接方法を提供することである。
【課題を解決するための手段】
【0006】
実施形態に係るレーザ溶接方法は、レーザ光を照射することで第1部材に第2部材を溶接する方法である。実施形態に係るレーザ溶接方法は、準備工程と、溶接工程と、を備える。前記準備工程では、前記第1部材に前記第2部材が接合された接合部材を準備する。前記溶接工程では、前記接合部材に対してレーザ光を照射することで、前記第1部材に対して前記第2部材を溶接する。前記第1部材は、第1基材と、前記第1基材の表面に形成された第1酸化膜と、を含む。前記第2部材は、第2基材と、前記第2基材の表面に形成された第2酸化膜と、を含む。前記準備工程では、前記第1酸化膜と前記第2酸化膜とが接するように前記第1部材に前記第2部材を重ねた状態で、前記第1部材及び前記第2部材を超音波振動させることで、前記第1酸化膜及び前記第2酸化膜を除去して、前記第1基材に前記第2基材を接合する。前記溶接工程では、前記第1基材に前記第2基材が接合されている部分に対して前記レーザ光を照射することで、前記第1基材に対して前記第2基材を溶接する。
【図面の簡単な説明】
【0007】
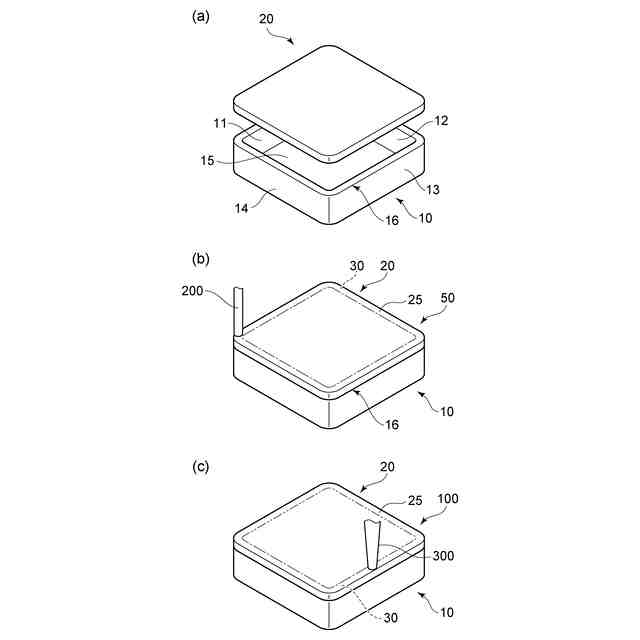
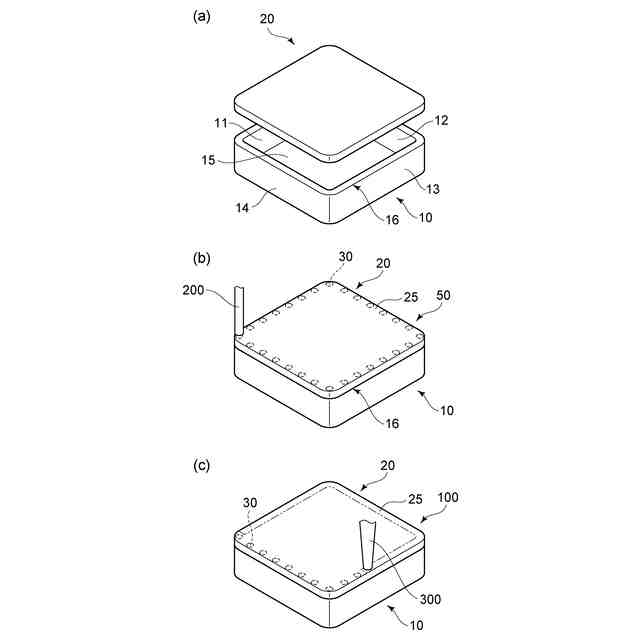
図1(a)~図1(c)は、第1実施形態に係るレーザ溶接方法を表す斜視図である。
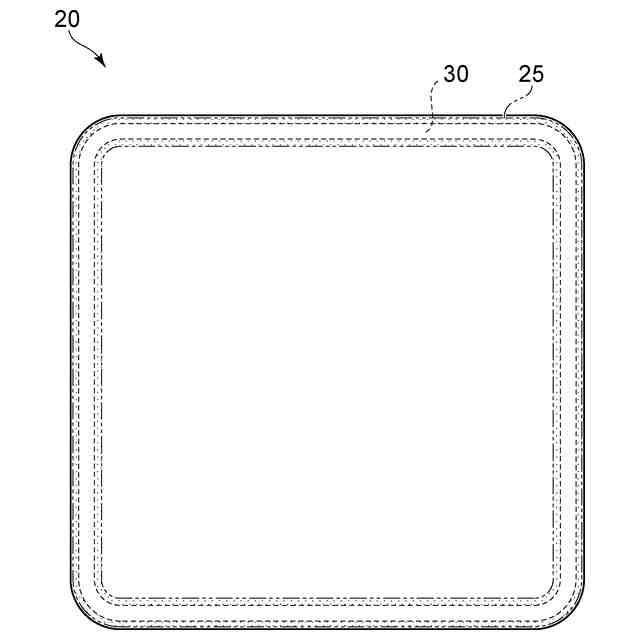
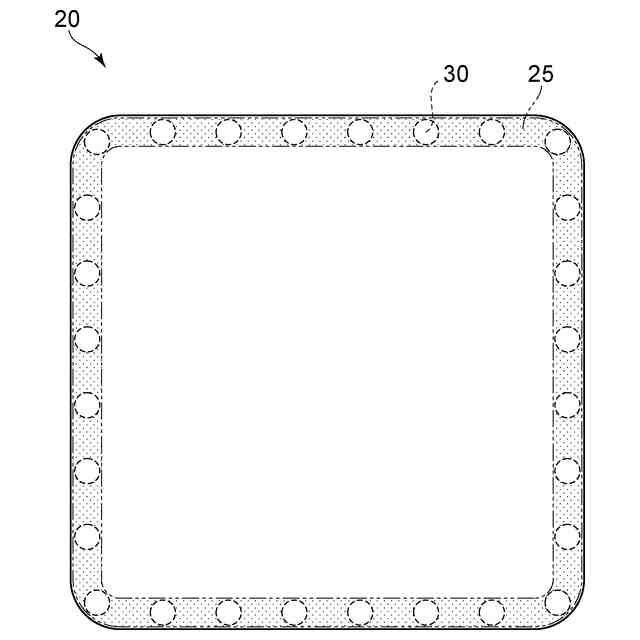
第1実施形態に係るレーザ溶接方法における溶接部分を表す平面図である。
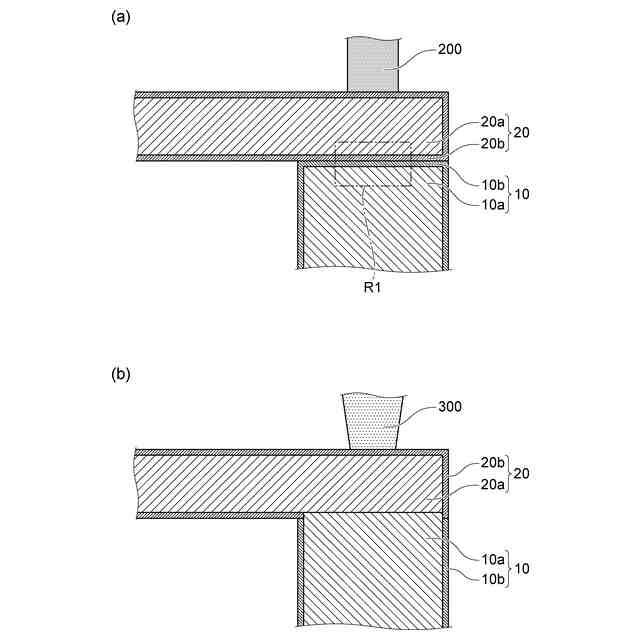
図3(a)及び図3(b)は、実施形態に係る準備工程及び溶接工程を説明する説明図である。
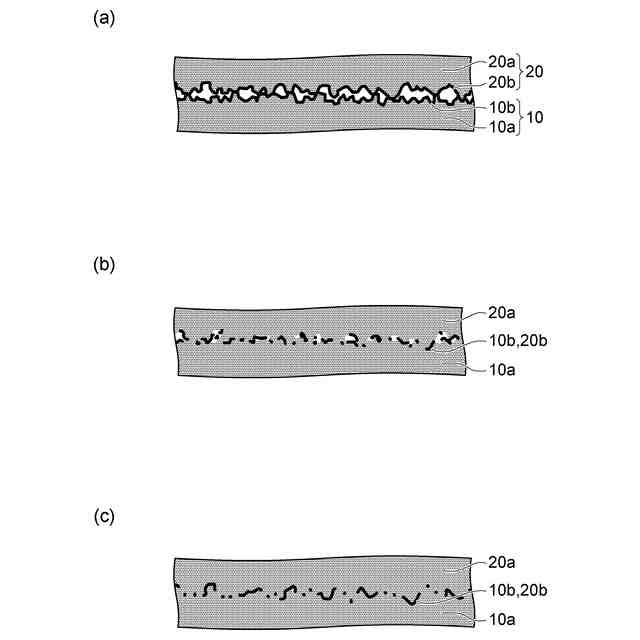
図4(a)~図4(c)は、超音波振動による接合を説明する説明図である。
図5(a)~図5(c)は、第2実施形態に係るレーザ溶接方法を表す斜視図である。
第2実施形態に係るレーザ溶接方法における溶接部分を表す平面図である。
【発明を実施するための形態】
【0008】
以下に、本発明の各実施形態について図面を参照しつつ説明する。
図面は模式的または概念的なものであり、各部分の厚さと幅との関係、部分間の大きさの比率などは、必ずしも現実のものと同一とは限らない。同じ部分を表す場合であっても、図面により互いの寸法や比率が異なって表される場合もある。
本願明細書と各図において、既出の図に関して前述したものと同様の要素には同一の符号を付して詳細な説明は適宜省略する。
【0009】
(第1実施形態)
図1(a)~図1(c)は、第1実施形態に係るレーザ溶接方法を表す斜視図である。
図2は、第1実施形態に係るレーザ溶接方法における溶接部分を表す平面図である。
図1(a)~図1(c)に表したように、実施形態に係るレーザ溶接方法は、準備工程と、溶接工程と、を含む。
【0010】
実施形態に係るレーザ溶接方法では、まず、準備工程を行う。準備工程では、まず、図1に表したように、溶接の対象となる第1部材10及び第2部材20を準備する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
2か月前
個人
作業用治具
29日前
個人
トーチノズル
28日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
シヤチハタ株式会社
組立ライン
22日前
日東精工株式会社
組み付け装置
20日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
株式会社不二越
タップ
7日前
エンシュウ株式会社
工作機械
28日前
株式会社ダイヘン
インチング制御方法
1か月前
ダイハツ工業株式会社
冷却構造
20日前
株式会社FUJI
ワーク置き台
1か月前
ブラザー工業株式会社
工作機械
2か月前
ブラザー工業株式会社
工作機械
2か月前
株式会社ダイヘン
アーク溶接制御方法
8日前
株式会社MOLDINO
ドリル
3か月前
ブラザー工業株式会社
工作機械
1か月前
株式会社不二越
エンドミル
2か月前
旭精工株式会社
シャフトブレーキ
1か月前
光精工株式会社
クーラントタンク
1か月前
古川精機株式会社
タッピングガイド
1か月前
住友重機械工業株式会社
レーザ装置
1日前
株式会社ムラタ溶研
剪断装置
2か月前
三和テッキ株式会社
レーザ付着物除去装置
1か月前
株式会社メタルクリエイト
切削装置
14日前
株式会社ダイヘン
アークスタート制御方法
1か月前
津田駒工業株式会社
工作機械用の主軸装置
1か月前
株式会社大林組
構造物形成方法
1か月前
株式会社ダイヘン
溶接電源装置
1か月前
ブラザー工業株式会社
工作機械
2か月前
トヨタ自動車株式会社
レーザ加工装置
1か月前
株式会社東京精密
加工用排液濾過装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ