TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024139199
公報種別
公開特許公報(A)
公開日
2024-10-09
出願番号
2023050032
出願日
2023-03-27
発明の名称
溶接電源装置
出願人
株式会社ダイヘン
代理人
個人
,
個人
主分類
B23K
9/10 20060101AFI20241002BHJP(工作機械;他に分類されない金属加工)
要約
【課題】安全性に配慮しつつ、電極先端および被加工物の表面状態に関わらず、電極先端と被加工物との接触を精度よく検出できる溶接電源装置を提供する。
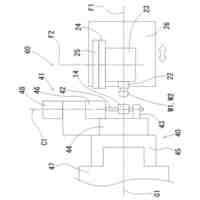
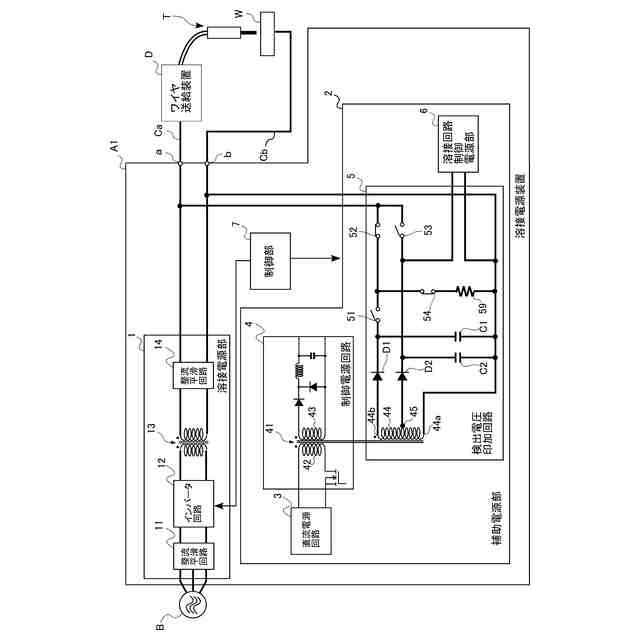
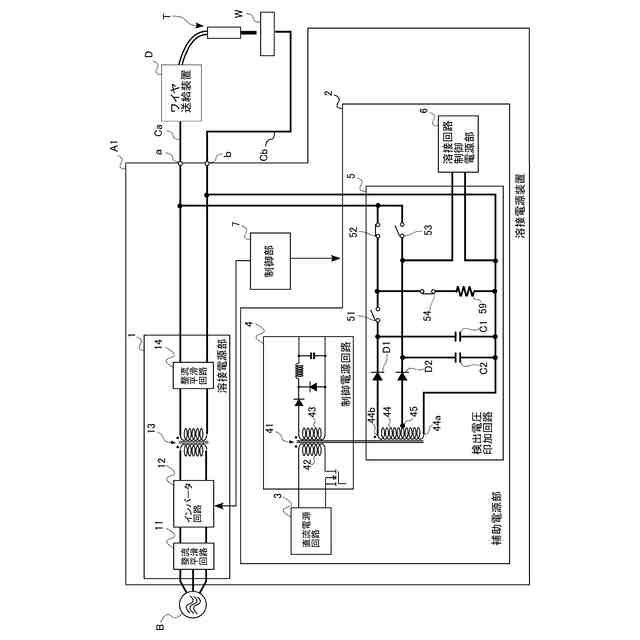
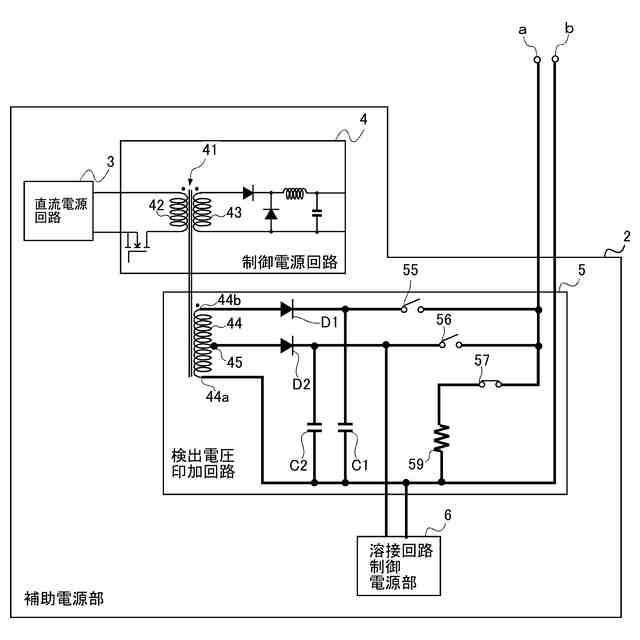
【解決手段】溶接電源装置A1において、1対の出力端子a,bと、1対の出力端子a,bの間に溶接電圧を印加する溶接電源部1と、1対の出力端子a,bの間に、被加工物を検出するための検出電圧を印加する補助電源部2(検出電圧印加回路5)と、を備えた。補助電源部2(検出電圧印加回路5)は、検出電圧として第1電圧を出力する第1状態と、検出電圧として第1電圧より高い第2電圧を出力する第2状態とで切り替わる。
【選択図】図1
特許請求の範囲
【請求項1】
1対の出力端子と、
前記1対の出力端子の間に溶接電圧を印加する溶接電源部と、
前記1対の出力端子の間に、被加工物を検出するための検出電圧を印加する補助電源部と、
を備え、
前記補助電源部は、前記検出電圧として第1電圧を出力する第1状態と、前記検出電圧として前記第1電圧より高い第2電圧を出力する第2状態とで切り替わる、
溶接電源装置。
続きを表示(約 900 文字)
【請求項2】
前記第1電圧は25V以下であり、
前記第2電圧は50V以上であり、60V以下である、
請求項1に記載の溶接電源装置。
【請求項3】
前記1対の出力端子の間の電圧を安定させるためのブリーダ抵抗をさらに備え、
前記補助電源部は、前記第1状態および前記第2状態に加えさらに、前記検出電圧を出力しない第3状態にも切り替わる、
前記ブリーダ抵抗は、前記第3状態においては前記1対の出力端子の間に接続された状態になり、前記第1状態および前記第2状態においては前記1対の出力端子の間に接続されない状態になる、
請求項1または2に記載の溶接電源装置。
【請求項4】
巻線を有するトランスをさらに備え、
前記巻線は、第1端と、第2端と、前記第1端と前記第2端との間に配置されたセンタタップとを備え、
前記1対の出力端子は、第1出力端子および第2出力端子を含み、
前記補助電源部は、第1スイッチないし第4スイッチを備え、
前記第1端は、前記第2出力端子に導通接続され、
前記第2端は、前記第1スイッチおよび前記第2スイッチを介して前記第1出力端子に導通接続され、
前記センタタップは、前記第3スイッチを介して前記第1出力端子に導通接続され、
前記ブリーダ抵抗の一端は、前記第2出力端子に導通接続され、
前記ブリーダ抵抗の他端は、前記第4スイッチを介して、前記第1スイッチと前記第2スイッチとを導通接続する接続線に導通接続され、
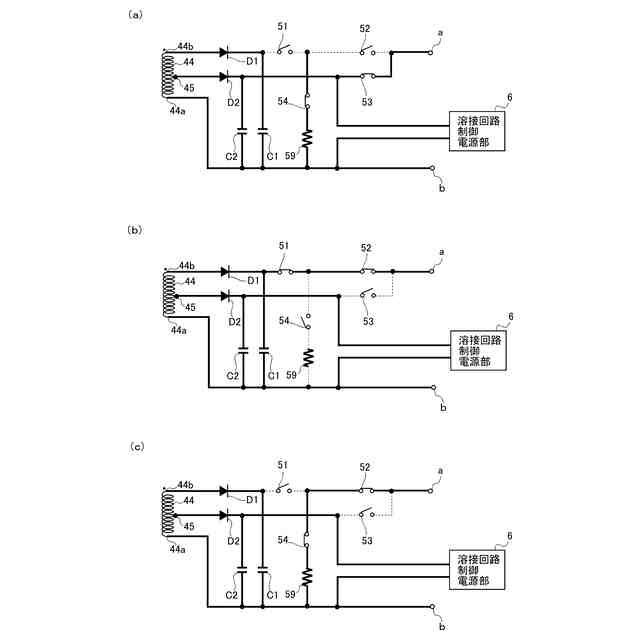
前記第1状態においては、前記第3スイッチおよび前記第4スイッチが閉鎖され、前記第1スイッチおよび前記第2スイッチが開放され、
前記第2状態においては、前記第1スイッチおよび前記第2スイッチが閉鎖され、前記第3スイッチおよび前記第4スイッチが開放され、
前記第3状態においては、前記第2スイッチおよび前記第4スイッチが閉鎖され、前記第1スイッチおよび前記第3スイッチが開放される、
請求項3に記載の溶接電源装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、溶接電源装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
溶接電源装置は、溶接のための溶接電力を供給する溶接電源部とは別に、補助電源部を備えている。補助電源部は、溶接電源装置の各部で必要とされる電圧を供給するために用いられる。また、補助電源部は、被加工物を検出するために、溶接電源装置の出力端子間に無負荷電圧より低い検出電圧を印加するための電源としても用いられる。例えば、検出電圧は、ロボットを備える溶接システムにおいて、出力端子間に印加されて、溶接トーチの電極の先端と被加工物との接触を検知することで溶接開始位置を検知するために用いられる。また、検出電圧は、TIG溶接や被覆アーク溶接(手棒溶接)において、電撃防止機能を備えつつ、溶接トーチの電極の先端が被加工物に接触したことを検知して溶接を開始するためにも用いられる。特許文献1には、補助電源回路からの補助電圧を、被覆アーク溶接棒の先端と被加工物との接触を検知するために用いる溶接電源装置が開示されている。補助電源部が溶接電源装置の出力端子間に印加する検出電圧は、電撃防止のために、人体が感知できない程度の25V以下に抑えられている。
【先行技術文献】
【特許文献】
【0003】
特開2019-104040号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、被加工物の表面が錆びている場合や黒皮などの酸化物に覆われている場合、または、電極先端にスラグが付着している場合などの絶縁抵抗が高い状態では、25V以下に抑えられた検出電圧では、電極先端と被加工物との接触を検知できない場合がある。
【0005】
本発明は上記した事情のもとで考え出されたものであって、安全性に配慮しつつ、電極先端および被加工物の表面状態に関わらず、電極先端と被加工物との接触を精度よく検出できる溶接電源装置を提供することをその目的としている。
【課題を解決するための手段】
【0006】
上記課題を解決するため、本発明では、次の技術的手段を講じている。
【0007】
本発明の溶接電源装置は、1対の出力端子と、前記1対の出力端子の間に溶接電圧を印加する溶接電源部と、前記1対の出力端子の間に、被加工物を検出するための検出電圧を印加する補助電源部と、を備え、前記補助電源部は、前記検出電圧として第1電圧を出力する第1状態と、前記検出電圧として前記第1電圧より高い第2電圧を出力する第2状態とで切り替わる。
【0008】
本発明の好ましい実施の形態においては、前記第1電圧は25V以下であり、前記第2電圧は50V以上であり、60V以下である。
【0009】
本発明の好ましい実施の形態においては、前記1対の出力端子の間の電圧を安定させるためのブリーダ抵抗をさらに備え、前記補助電源部は、前記第1状態および前記第2状態に加えさらに、前記検出電圧を出力しない第3状態にも切り替わる、前記ブリーダ抵抗は、前記第3状態においては前記1対の出力端子の間に接続された状態になり、前記第1状態および前記第2状態においては前記1対の出力端子の間に接続されない状態になる。
【0010】
本発明の好ましい実施の形態においては、巻線を有するトランスをさらに備え、前記巻線は、第1端と、第2端と、前記第1端と前記第2端との間に配置されたセンタタップとを備え、前記1対の出力端子は、第1出力端子および第2出力端子を含み、前記補助電源部は、第1スイッチないし第4スイッチを備え、前記第1端は、前記第2出力端子に導通接続され、前記第2端は、前記第1スイッチおよび前記第2スイッチを介して前記第1出力端子に導通接続され、前記センタタップは、前記第3スイッチを介して前記第1出力端子に導通接続され、前記ブリーダ抵抗の一端は、前記第2出力端子に導通接続され、前記ブリーダ抵抗の他端は、前記第4スイッチを介して、前記第1スイッチと前記第2スイッチとを導通接続する接続線に導通接続され、前記第1状態においては、前記第3スイッチおよび前記第4スイッチが閉鎖され、前記第1スイッチおよび前記第2スイッチが開放され、前記第2状態においては、前記第1スイッチおよび前記第2スイッチが閉鎖され、前記第3スイッチおよび前記第4スイッチが開放され、前記第3状態においては、前記第2スイッチおよび前記第4スイッチが閉鎖され、前記第1スイッチおよび前記第3スイッチが開放される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
スラッジ除去装置
6日前
個人
複合金属回転式ホーン
6日前
株式会社FUJI
工作機械
7日前
株式会社ツガミ
工作機械
16日前
株式会社ツガミ
工作機械
5日前
トヨタ自動車株式会社
検査方法
16日前
トヨタ自動車株式会社
取付装置
6日前
トヨタ自動車株式会社
積層コア
28日前
株式会社トーキン
溶接用トーチ
12日前
株式会社オーエム製作所
工作機械
19日前
株式会社メドメタレックス
ドリル
27日前
株式会社不二越
歯車加工機
1か月前
トヨタ自動車株式会社
位相測定方法
27日前
株式会社ダイヘン
溶接トーチ
5日前
株式会社ダイヘン
溶接トーチ
5日前
株式会社関本管工
エルボ管保持装置
12日前
三菱電機株式会社
ねじ取り出し装置
20日前
サムテック株式会社
加工物製造方法
27日前
株式会社FUJI
自動化用パレット
1か月前
工機ホールディングス株式会社
作業機
1か月前
工機ホールディングス株式会社
作業機
1か月前
DMG森精機株式会社
工作機械
16日前
株式会社不二越
工具の製造方法
28日前
株式会社ダイヘン
2重シールドティグ溶接方法
6日前
株式会社ダイヘン
2重シールドティグ溶接方法
29日前
トヨタ自動車株式会社
スパッタ検出方法
1か月前
トヨタ自動車株式会社
冷却器の製造方法
1か月前
津田駒工業株式会社
バリ取り用スピンドル装置
6日前
株式会社不二越
超硬合金製ドリル
20日前
北井産業株式会社
ギヤ切削加工装置
1か月前
三恵技研工業株式会社
金属部品の製造方法
1か月前
三菱マテリアル株式会社
表面被覆切削工具
27日前
株式会社不二越
スカイビングカッタ
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
29日前
清水建設株式会社
積層造形装置
1か月前
トヨタ自動車株式会社
銅切削屑の一体化方法
12日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ